杯盖吸管扣合设备的制作方法
[0001]
本实用新型涉及食品包装机械技术领域,尤其涉及一种杯盖吸管扣合设备。
背景技术:
[0002]
现有的杯盖和吸管的安装扣合主要采用人工手动安装扣合,工作量大,工作效率低,而且,由于杯盖较薄、外沿无凸台、堆叠的杯盖之间粘合较紧而难以分离、杯盖吸管卡槽长度于吸管长度空余量较少以及卡槽宽度略小于吸管直径,杯盖与吸管的扣合需要精确,劳动强度大。
[0003]
鉴于此,有必要提供一种可以解决上述缺陷的传送定位准确的杯盖吸管扣合设备以实现杯盖自动分离与投放,且杯盖与吸管之间自动安装扣合,无需大量人工投入,可靠性强,有利于节约人力成本,有效降低员工劳动强度,提高生产效率。
技术实现要素:
[0004]
本实用新型所要解决的技术问题是提供一种传送定位准确的杯盖吸管扣合设备以实现杯盖自动分离与投放,且杯盖与吸管之间自动安装扣合,无需大量人工投入,可靠性强,有利于节约人力成本,有效降低员工劳动强度,提高生产效率。
[0005]
为解决上述技术问题,本实用新型采用如下所述的技术方案:一种杯盖吸管扣合设备,包括有杯盖分离机构、杯盖投放机构、杯盖传送机构、吸管剪切机构、吸管传送机构及扣合机构,所述杯盖分离机构包括有基架、架设于基架上的多个并排设置的堆叠存放有杯盖的存杯管道及对应套设于每一存杯管道的底端的杯盖套,所述基架包括有基板及二分设于基板两端而支撑所述基板的侧板,所述杯盖套固定于基板上,其上端部套接于存杯管道的底端,其底端沿其边缘环设有至少二斜块,所述斜块的斜面面向杯盖套的内侧且由上至下向杯盖套的内侧倾斜;所述杯盖投放机构设置于所述杯盖分离机构的下方,用于吸取杯盖并进行投放,包括有转动吸盘组件,所述转动吸盘组件包括翻转驱动组件及对应每一杯盖套底面的杯盖吸盘,所述翻转驱动组件包括一横设于基架下方的主动轴、与主动轴传动连接的驱动伺服电机、二分别与主动轴的两端传动连接的曲柄连杆机构及一两端分别与对应的曲柄连杆机构连接的翻转轴,所述杯盖吸盘设置于所述翻转轴的第一表面上,二所述侧板分别通过轴承连接一转轴的两端,以使转轴可旋转而上下限位于侧板上,所述翻转轴的第二表面连接有至少一导向连接轴,所述导向连接轴的另一端通过直线轴承与转轴连接,所述侧板上形成有供所述翻转轴的端部穿设并移动的导向槽,所述导向槽的中部为圆弧状,以引导翻转轴翻转转向;所述杯盖传送机构设置于所述转轴的下方,用于固定并传送杯盖投放机构投放的杯盖,包括传送链及多个沿传送链的传输方向均匀分布的杯盖定位板,所述杯盖定位板对应每一存杯管道形成有供杯盖放置的杯盖容置口,所述杯盖分离机构位于所述杯盖传送机构的一端;所述吸管剪切机构设置于所述杯盖传送机构的上方且位于其中部,用于剪切并排传送的多条连排吸管后进行翻转传输,包括有一架设于杯盖传送机构上方的支撑架、一设置于支撑架上端部的吸管压切组件及一设置于支撑架下端部的剪
切轮组,所述剪切轮组包括有一横设于杯盖传送机构的上方的轴杆及套设于所述轴杆上的多个并排设置的剪切轮,用于并排传送多条连排吸管,所述剪切轮为圆筒结构且其表面呈齿轮状,所述吸管压切组件包括有多个并排设置的切刀,所述吸管压切组件分别对应传送的每条连排吸管设置以对对应的连排吸管表面的塑料膜压紧后进行剪切为单个吸管;所述吸管传送机构设置于所述杯盖传送机构的上方且位于其另一端,用于并排传送多条连排吸管,所述吸管传送机构的传输方向于杯盖传送机构的传输方向相反,其包括传动滚筒组、连排吸管牵引轮及吸管导向方管,所述吸管导向方管及连排吸管牵引轮沿杯盖传送机构的传输方向依序设置于所述剪切轮组的剪切轮与传动滚筒组之间,所述连排吸管牵引轮与剪切轮通过链条传动连接,所述传动滚筒组为所述吸管传送机构的输入端,所述吸管导向方管为吸管传送机构的输出端,以对连排吸管进行限位并引导其输出至对应的剪切轮的轮齿间隙内;所述扣合机构位于所述杯盖传送机构的上方,包括有设置于剪切轮组的下方的旋转托块及设置于相邻两剪切轮的间隔之间的下压夹件,所述旋转托块用于承托由剪切轮组传送的单个吸管并将其投送至杯盖传送机构传送的杯盖内,所述下压夹件用于将投送的单个吸管下压扣合至对应的杯盖内。
[0006]
其进一步技术方案为:所述杯盖的上表面设置有容吸管放置而向外凸起的凸槽,所述存杯管道的下端部内设置有一杯盖定位环,所述杯盖定位环的端面对应所述凸槽向外延伸形成有夹件,以夹设所述凸槽。
[0007]
其进一步技术方案为:所述支撑架包括一横设于杯盖传送机构上方的主板及二分设于杯盖传送机构两侧且分别与主板的两端连接而支撑所述主板的支撑柱,二所述支撑柱的上端部的相对侧分别设置有横梁导向轴,以分别与吸管压切组件连接而使得吸管压切组件相对剪切轮组上下移动。
[0008]
其进一步技术方案为:所述吸管压切组件还包括一横梁、一切刀气缸、二压条导向杆及一吸管压条,所述切刀气缸安装于所述主板上且其活塞杆于横梁连接以驱动横梁移动,所述横梁的两端套设于对应的横梁导向轴上以沿横梁导向轴上下移动,所述吸管压条通过二所述压条导向杆与横梁连接而横设于剪切轮组上,多个所述切刀沿所述吸管压条的长度方向并排分布于吸管压条内且所述切刀的刀背向外延伸而与横梁连接。
[0009]
其进一步技术方案为:所述切刀气缸上设置有一磁性开关以根据切刀气缸的活塞杆的工作状态而闭合断开。
[0010]
其进一步技术方案为:所述旋转托块套设于一连接转轴上以绕连接转轴转动,所述旋转托块上形成有用于容置单个吸管的凹槽。
[0011]
其进一步技术方案为:所述剪切轮组还包括有一剪切伺服电机,所述轴杆通过减速箱与剪切伺服电机连接,以根据剪切伺服电机控制轴杆的转动。
[0012]
其进一步技术方案为:所述扣合机构还包括有对应所述杯盖定位板的每一杯盖容置口设置的辅助扣合组件,所述辅助扣合组件设置于杯盖传送机构的另一端且位于传动滚筒组的下方,用于对杯盖和吸管进行再次扣合,包括有辅助下压气缸及与辅助下压气缸的活塞杆连接的下压块,所述下压块面向对应的杯盖容置口以将吸管扣合于杯盖。
[0013]
其进一步技术方案为:所述传动滚筒组包括二上下设置的圆滚筒及一固定滚筒,位于上方的圆滚筒上套设有多个限位挡圈,以限定每条连排吸管的位置,所述固定滚筒设置于位于下方的圆滚筒的下方,且其上设置有多个弧形导向片,以使吸管于塑料膜内向一
侧偏移。
[0014]
其进一步技术方案为:所述斜块的斜面与竖直方向的夹角为15
°
。
[0015]
本实用新型的有益技术效果在于:所述杯盖吸管扣合设备通过设置杯盖分离机构及杯盖投放机构以利用杯盖套底端设置的斜块配合杯盖吸盘可防止上层杯盖在底面杯盖被吸取过程中下落,而被吸取的杯盖经由斜块变形后取出,取出后的杯盖经由翻转驱动组件的翻转轴沿侧板上的导向槽移动,配合一两端限位于基架的侧板上的转轴,以使翻转轴在移动过程中实现翻转而带动杯盖实现翻转,便于后续杯盖和吸管扣合工作的进行,实现杯盖自动分离与投放;利用杯盖传送机构将翻转后的杯盖投放于杯盖定位板内以限定杯盖传送的位置,提高扣合的准确性;通过设置吸管传送机构及吸管剪切机构以实现吸管的传输及连排吸管的剪切的同时进行,利用扣合机构将剪切后的吸管及杯盖传送机构传送的杯盖实现杯盖与吸管之间自动安装扣合,无需大量人工投入,可靠性强,有利于节约人力成本,有效降低员工劳动强度,提高生产效率。
附图说明
[0016]
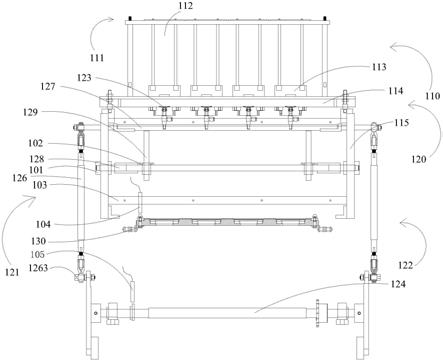
图1是本实用新型杯盖吸管扣合设备的杯盖分离机构、杯盖传送机构与杯盖投放机构的主视图;
[0017]
图2是本实用新型杯盖吸管扣合设备的杯盖分离机构、杯盖传送机构与杯盖投放机构的侧视图;
[0018]
图3是本实用新型杯盖吸管扣合设备内装有杯盖时的杯盖分离机构与杯盖投放机构的杯盖吸盘的结构示意图;
[0019]
图4是本实用新型杯盖吸管扣合设备的杯盖传送机构的杯盖定位板的结构示意图;
[0020]
图5是本实用新型杯盖吸管扣合设备的吸管剪切机构、吸管传送机构及扣合机构的结构示意图;
[0021]
图6是本实用新型杯盖吸管扣合设备的吸管剪切机构与杯盖传送机构的主视图。
具体实施方式
[0022]
为使本领域的普通技术人员更加清楚地理解本实用新型的目的、技术方案和优点,以下结合附图和实施例对本实用新型做进一步的阐述。
[0023]
参照图1至图6,在本实施例中,本实用新型杯盖吸管扣合设备包括有杯盖分离机构110、杯盖投放机构120、杯盖传送机构130、吸管剪切机构140、吸管传送机构150及扣合机构160。所述杯盖分离机构110包括有基架111、架设于基架111上的多个并排设置的堆叠存放有杯盖20的存杯管道112及对应套设于每一存杯管道112的底端的杯盖套113,所述基架111包括有基板114及二分设于基板114两端而支撑所述基板114的侧板115,所述杯盖套113固定于基板114上,所述杯盖套113的上端部套接于存杯管道112的底端,所述杯盖套113的底端于基板114的底面伸出,且杯盖套113的底端沿其边缘环设有至少二斜块116,所述斜块116的斜面面向杯盖套113的内侧且由上至下向杯盖套113的内侧倾斜。
[0024]
所述杯盖投放机构120设置于所述杯盖分离机构110的下方,用于吸取杯盖20并进行投放,包括有转动吸盘组件121,所述转动吸盘组件121包括翻转驱动组件122及对应每一
杯盖套113底面的杯盖吸盘123,所述翻转驱动组件122包括一横设于基架110下方的主动轴124、与主动轴124传动连接的驱动伺服电机125、二分别与主动轴124的两端传动连接的曲柄连杆机构126及一两端分别与对应的曲柄连杆机构126连接的翻转轴127,所述杯盖吸盘123设置于所述翻转轴127的第一表面上,二所述侧板115分别通过轴承101连接一转轴128的两端,以使转轴128可旋转而上下限位于侧板115上,所述翻转轴127的第二表面连接有至少一导向连接轴129,所述导向连接轴129的另一端通过直线轴承102与转轴128连接,所述侧板115上形成有供所述翻转轴127的端部穿设并移动的导向槽117,所述导向槽117的中部为圆弧状,以引导翻转轴127翻转转向。
[0025]
所述杯盖传送机构130设置于所述转轴128的下方,用于固定并传送杯盖投放机构120投放的杯盖20,包括传送链及多个沿传送链的传输方向均匀分布的杯盖定位板131,所述杯盖定位板131对应每一存杯管道112形成有供杯盖20放置的杯盖容置口132,所述杯盖分离机构110位于所述杯盖传送机构130的一端。
[0026]
所述吸管剪切机构140设置于所述杯盖传送机构130的上方且位于杯盖传送机构130的中部,用于剪切并排传送的多条连排吸管30后进行翻转传输,包括有一架设于杯盖传送机构130上方的支撑架141、一设置于支撑架141的上端部的吸管压切组件142及一设置于支撑架141的下端部的剪切轮组143,所述剪切轮组143包括有一横设于杯盖传送机构130的上方的轴杆144及套设于所述轴杆144上的多个并排设置的剪切轮145,用于并排传送多条连排吸管30,所述剪切轮145为圆筒结构且其表面呈齿轮状,所述吸管压切组件142包括有多个并排设置的切刀146,所述吸管压切组件142分别对应传送的每条连排吸管30设置以对对应的连排吸管30表面的塑料膜压紧后进行剪切为单个吸管301。
[0027]
所述吸管传送机构150设置于所述杯盖传送机构130的上方且位于杯盖传送机构130的另一端,用于并排传送多条连排吸管30,图5中的虚线箭头为杯盖传送机构130的传输方向,所述吸管传送机构150的传输方向与杯盖传送机构130的传输方向相反,所述吸管传送机构150包括传动滚筒组151、连排吸管牵引轮152及吸管导向方管153,所述吸管导向方管153及连排吸管牵引轮152沿杯盖传送机构130的传输方向依序设置于所述剪切轮组143的剪切轮145与传动滚筒组151之间,所述连排吸管牵引轮152与剪切轮145通过链条传动连接,所述传动滚筒组151为所述吸管传送机构150的输入端,所述吸管导向方管153为吸管传送机构150的输出端,以对连排吸管30进行限位并引导连排吸管30输出至对应的剪切轮145的轮齿间隙内。
[0028]
所述扣合机构160位于所述杯盖传送机构130的上方,包括有设置于剪切轮组143的下方的旋转托块161及设置于相邻两剪切轮145的间隔之间的下压夹件162,所述旋转托块161用于承托由剪切轮组143传送的单个吸管301并将单个吸管301投送至杯盖传送机构130传送的杯盖20内,所述下压夹件162用于将投送的单个吸管301下压扣合至对应的杯盖20内。
[0029]
其中,所述杯盖吸管扣合设备还包括有控制模块,所述控制模块分别与杯盖分离机构110、杯盖投放机构120、杯盖传送机构130、吸管剪切机构140、吸管传送机构150及扣合机构160电连接以控制其工作。所述连排吸管30是指多个包装有塑料膜的连续并列连接的单个吸管301的排组。优选地,所述斜块116的斜面与竖直方向的夹角为15
°
,每一所述杯盖套113的底端沿其边缘均匀环设有四个所述斜块116,可根据分盖情况调整所述斜块116的
间距以获取最优的分盖效果。控制模块控制杯盖吸盘123吸取对应的存杯管道112内存放的底面的杯盖20,由于斜块116的设置可防止该被吸取的杯盖20上方的杯盖下落,而被吸取的杯盖20根据杯盖吸盘123的吸力发生形变后被取出。所述剪切轮145为圆筒结构且其表面呈齿轮状,使得连排吸管30中的每一包装有塑料膜的单个吸管301可置入于相邻两轮齿间隙内,以便对应的切刀146的剪切工作,且便于剪切后的单个吸管301的传输。
[0030]
结合图1和图2,所述驱动伺服电机125的电机轴与一第一链轮1251连接,所述主动轴124的一端套设有一第二链轮1252,所述第一链轮1251与第二链轮1252之间通过连接链条传动连接,所述主动轴124的一端与对应的曲柄连杆机构126的摇臂1261连接,所述曲柄连杆126的连杆1262与翻转轴127的一端连接,每一所述曲柄连杆126的连杆1262的两端分别通过关节轴承1263与对应的摇臂1261及翻转轴127的一端连接,以实现将驱动伺服电机125的转动传递至主动轴124而带动曲柄连杆机构126运动,使得翻转轴127可沿侧板115上的导向槽117移动。其中,所述侧板115可采用m901蓝色尼龙板,所述杯盖吸盘123可采用三层波纹吸盘。
[0031]
优选地,在本实施例中,杯盖20以盖面朝上而吸管安装位朝下的状态叠放存储于存杯管道112内,二所述侧板115的下端部分别相对连接有一支撑杆103的一端,所述支撑杆103设置于杯盖传送机构130的上方,所述支撑杆103上设置有一面向杯盖传送机构130的定位板检测电眼104以检测杯盖定位板131是否位于杯盖分离机构110的正下方,所述定位板检测电眼104与控制模块电连接,以将定位板检测信息发送至控制模块而控制杯盖吸管扣合设备的工作。所述主动轴124上设置有一原点,其上方设置有一面向主动轴124的原点的原点检测电眼105,原点检测电眼105与控制模块电连接,以检测主动轴124的转动状态,当主动轴124转动完一周,则原点再次面向原点检测电眼105,原点检测电眼105发送原点触发信息至控制模块,控制模块再根据检测获得的定位板检测信息控制驱动伺服电机125工作以驱动电机轴转动并带动主动轴124转动,同时控制杯盖吸盘123吸取杯盖20,使得杯盖20随杯盖吸盘123连接的翻转轴127的移动而移动。由于翻转轴127的第二表面通过导向连接轴129与转轴128连接,而使得翻转轴127沿导向槽117移动的过程中可发生旋转,杯盖吸盘123随翻转轴127旋转而带动被吸取的杯盖20旋转,配合导向槽117中部的圆弧实现杯盖20的翻转,而使得杯盖20呈盖面朝下而吸管安装位朝上的状态,且落入于杯盖定位板131对应的杯盖容置口132内。通过将杯盖20实现翻转使得杯盖20的盖面朝下而吸管安装位朝上以便后续杯盖与单个吸管301之间的扣合。
[0032]
具体地,在本实施例中,所述杯盖20的上表面设置有容单个吸管301放置而向外凸起的凸槽201,所述存杯管道112的下端部内设置有一杯盖定位环118,所述杯盖定位环118的端面对应所述凸槽201向外延伸形成有夹件119,以夹设所述凸槽201。通过设置夹件119夹设杯盖20的凸槽201以对杯盖20的位置进行校正,防止杯盖20在吸取过程中发生偏移,实现杯盖20的精确定位,使得杯盖20可准确置入于杯盖定位板131的杯盖容置口132内。
[0033]
结合图5和图6,具体地,在本实施例中,所述支撑架141包括一横设于杯盖传送机构130上方的主板147及二分设于杯盖传送机构130两侧且分别与主板147的两端连接而支撑所述主板147的支撑柱148,二所述支撑柱148的上端部的相对侧分别对应设置有横梁导向轴149,以分别与吸管压切组件142连接而使得吸管压切组件142相对剪切轮组143上下移动,且可限定吸管压切组件142的移动距离。优选地,所述吸管压切组件142还包括一横梁
1421、一切刀气缸1422、二压条导向杆1423及一吸管压条1424,所述切刀气缸1422安装于所述主板147上且切刀气缸1422的活塞杆与横梁1421连接以驱动横梁1421移动,所述横梁1421的两端套设于对应的横梁导向轴149上以沿横梁导向轴149上下移动,所述吸管压条1424通过二所述压条导向杆1423与横梁1421连接而横设于剪切轮组143上,多个所述切刀146沿所述吸管压条1424的长度方向并排分布于所述吸管压条1424内且所述切刀146的刀背向外延伸而与横梁1421连接。其中,所述切刀146的数目、杯盖吸盘123的数目、杯盖定位板131的杯盖容置口132的数目、连排吸管30的条数与所述存杯管道112的数目相等,均为四个。具体地,所述吸管压条1424通过压条接头1426及销轴1427与压条导向杆1423铰接,以对吸管压条1424与剪切轮组143之间的平行度间隙进行调整,使得吸管压条1424可均匀压在剪切轮组143的剪切轮145上。所述切刀气缸1422的活塞杆通过浮力接头1403与横梁1421连接。所述横梁1421的上表面对应于每一压条导向杆1423设置有一内置有压缩弹簧1428的弹簧压盖1429,所述压条导向杆1423的一端穿设于横梁1423而置入于弹簧压盖1429内,所述压缩弹簧1428的一端与压条导向杆1423连接,其另一端固定于弹簧压盖1429内,以实现利用压缩弹簧1428的特性控制压条导向杆1423对吸管压条1424施加压力而压紧包装于单个吸管301表面的塑料膜。所述吸管压条1424沿其长度方向内形成有供切刀146安装的安装位。
[0034]
优选地,在本实施例中,所述切刀气缸1422上设置有一磁性开关1401以根据切刀气缸1422的活塞杆的工作状态而闭合断开。所述磁性开关1401与控制模块电连接,当磁性开关1401检测获得切刀气缸1422的活塞杆拉伸完毕,则磁性开关1401闭合,控制模块根据磁性开关1401的闭合信息,控制切刀气缸1422的活塞杆收回,带动横梁1421上移而收回切刀146,结束剪切工作。
[0035]
具体地,在本实施例中,所述旋转托块161套设于一连接转轴163上以绕连接转轴163转动,所述旋转托块161上形成有用于容置单个吸管301的凹槽。优选地,所述旋转托块161为偏心旋转托块,以使旋转托块161旋转后可根据自身重力作用进行复位。
[0036]
优选地,所述剪切轮组143还包括有一剪切伺服电机1402,所述轴杆144通过减速箱与剪切伺服电机1402连接,以根据剪切伺服电机1402控制轴杆144的转动。其中,所述剪切轮145的数目可为十二个,所述扣合机构160的下压夹件162的数目与存杯管道112的数目相同,为四个,则每三个剪切轮145对应传送一条连排吸管30,则相邻的两条连排吸管30的首尾相对的相邻两剪切轮145之间设置有两下压夹件162,以分别对对应的单个吸管301施加下压的压力而将单个吸管301压合至对应的杯盖容置口132放置的杯盖20内。其中,下压夹件162与下压气缸165连接,所述下压气缸165与控制模块电连接,以通过控制下压气缸165而驱动下压夹件162下压,将单个吸管301扣合至杯盖20内。所述下压气缸165的缸体内可设置有一上限位磁性开关166以检测下压气缸165的工作状态并将工作状态发送至控制模块,控制模块根据上限位磁性开关166检测获得下压气缸165复位完成的信息后,控制轴杆144继续转动以控制剪切轮145转动,并控制杯盖传送机构130的传送链移动,以进行下一次的扣合工作。
[0037]
当然,在其他实施例中,所述剪切轮145的数目可与与存杯管道112的数目相同,为四个,则相邻两剪切轮145的间隔之间设置有两下压夹件162,以分别对对应的单个吸管301施加下压的压力而将单个吸管301压合至对应的杯盖容置口132放置的杯盖20内。
[0038]
具体地,在本实施例中,所述扣合机构160还包括有对应所述杯盖定位板131的每一杯盖容置口132设置的辅助扣合组件167,所述辅助扣合组件167设置于杯盖传送机构130的另一端且位于传动滚筒组151的下方,用于对杯盖20与单个吸管301之间进行再次扣合,包括有辅助下压气缸168及与辅助下压气缸168的活塞杆连接的下压块169,所述下压块169面向对应的杯盖容置口132以将单个吸管301扣合于杯盖20,从而确保单个吸管301完全卡入于杯盖20内。优选地,所述辅助下压气缸168的活塞杆上套设有一弹簧1601,所述弹簧1601的一端与下压块169连接,其另一端与辅助下压气缸168的活塞杆连接。
[0039]
具体地,在本实施例中,所述传动滚筒组151包括二上下设置的圆滚筒1511及一固定滚筒1512,位于上方的圆滚筒1511上套设有多个限位挡圈,以限定每条连排吸管30的位置,防止传送过程中连排吸管30发生移位。所述固定滚筒1512设置于位于下方的圆滚筒1511的下方,所述固定滚筒1512上设置有多个弧形导向片1513,以使单个吸管301于其包装的塑料膜内向一侧偏移,偏移范围为3-5mm,提高杯盖20与单个吸管301的扣合准确度。所述弧形导向片1513的数目与存杯管道112的数目相等。
[0040]
综上所述,本实用新型杯盖吸管扣合设备通过设置杯盖分离机构及杯盖投放机构以利用杯盖套底端设置的斜块配合杯盖吸盘可防止上层杯盖在底面杯盖被吸取过程中下落,而被吸取的杯盖经由斜块变形后取出,取出后的杯盖经由翻转驱动组件的翻转轴沿侧板上的导向槽移动,配合一两端限位于基架的侧板上的转轴,以使翻转轴在移动过程中实现翻转而带动杯盖实现翻转,便于后续杯盖吸管扣合工作的进行,实现杯盖自动分离与投放;利用杯盖传送机构将翻转后的杯盖投放于杯盖定位板内以限定杯盖传送的位置,提高扣合的准确性;通过设置吸管传送机构及吸管剪切机构以实现吸管的传输及连排吸管的剪切的同时进行,利用扣合机构将剪切后的吸管及杯盖传送机构传送的杯盖实现杯盖与吸管之间自动安装扣合,无需大量人工投入,可靠性强,有利于节约人力成本,有效降低员工劳动强度,提高生产效率。
[0041]
以上所述仅为本实用新型的优选实施例,而非对本实用新型做任何形式上的限制。本领域的技术人员可在上述实施例的基础上施以各种等同的更改和改进,凡在权利要求范围内所做的等同变化或修饰,均应落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1