一种复合实木门的制作方法
1.本技术涉及木门领域,更具体地说,它涉及一种复合实木门。
背景技术:
2.在复合实木门中,常以普通木材指接材为基材,起结构连接和框架作用,提高抗变形能力;木材纹理装饰性强,以珍贵树种等制作的薄木,用作门的表面装饰材料,能够真实地体现木材的特征;所用的人造板主要是中纤板,其材质均匀,铣削加工性能好,可用作造型构件。
3.因此,复合实木门可以充分利用了各种材质的优良特性,在不降低门的使用和装饰性能的前提下,还能有效地降低生产成本。复合实木门除了良好的视觉效果外,还具有隔音、隔热、强度高、耐久性好等特点,从而被人们所接受,逐渐被普遍使用。
4.在相关技术中,通常使用胶将各层材料贴合在一起。为了延长复合实木门的使用寿命,如何提高各层材料之间的连接强度成了大家热衷于解决的问题之一。
技术实现要素:
5.为了延长使用寿命,本技术提供一种复合实木门。
6.本技术提供的一种复合实木门采用如下的技术方案:一种复合实木门,包括门框和门扇,所述门扇连接于门框,所述门扇包括表面相互贴合的实木门芯、与实木门芯贴合的门板,所述实木门芯之间通过热熔胶粘接形成第一胶层,所述实木门芯与门板之间通过热熔胶粘接形成第二胶层,所述实木门芯相互靠近的侧面设置有第一灌胶槽,两块所述实木门芯之间的第一灌胶槽相互连通,所述门板相互靠近的侧面设置有第二灌胶槽;所述第一灌胶槽贯穿实木门芯顶部或/和第二灌胶槽贯穿门板顶部;所述实木门芯设置有若干个与第一灌胶槽、第二灌浆槽连通的连通孔。
7.通过采用上述技术方案,工作人员往贯穿实木门芯顶部的第一灌胶槽或贯穿门板顶部的第二灌胶槽内灌注热熔胶,热熔胶充满第一灌胶槽、连通孔和第二灌浆槽,将两侧门板和两侧实木门芯连为一体,加强了门扇各层之间的连接强度,不易分离。在日常使用中,木材容易受天气影响,热胀冷缩,实木门芯、门板上设置的槽、孔、第一胶层、第二胶层为形变提供了空间,保证一定程度的形变内不会引发门扇的损坏,从而有利于延长复合实木门的使用寿命。
8.优选的,所述热熔胶包括以下重量份数的原料:5-8份二甲苯甲醛树脂、18-25份饱和聚酯树脂、4-8份聚酯弹性体、5-8份pp蜡、3-7份费托蜡、0.8-1.5份抗氧化剂、4-9份填料、3.8-7.0份阻燃剂、3-6份环烷基橡胶油。
9.优选的,所述热熔胶包括以下重量份数的原料:6.2-7.3份二甲苯甲醛树脂、20-22份饱和聚酯树脂、5.6-6.8份聚酯弹性体、6.2-7.0份pp蜡、4.8-5.5份费托蜡、1.0-1.3份抗氧化剂、6-8份填料、4.5-6.0份阻燃剂、4.3-5.4份环烷基橡胶油。
10.通过采用上述技术方案,制得的热熔胶具有一定程度内的低粘度,灌注到门扇内
后,容易渗入木材这种多孔基材内,但是又不至于过度渗入,热熔胶与门扇形成牢固的机械结合。且本技术所提供的热熔胶具有良好的润湿性,与门扇结合、凝固后,具有良好的粘接性,使实木门芯、门板在热熔胶的作用下紧密连为一体,不易分开。
11.具体的,在特定的用量范围内,pp蜡、费托蜡与饱和聚酯树脂相互配合,三者之间具有良好的相容性,具有较大的分子间作用力,增加了热熔胶对木材的浸润能力,同时也使pp蜡、费托蜡可以均匀分散在饱和聚酯树脂内,作用在体系内不同位置上。大量小分子结构的pp蜡、费托蜡充斥于体系中的各个组分之间,削弱了各组分之间的分子间作用力,破坏了热熔胶原有的链结构,使整体的链段活动性增强,热形变能力变强,降低软化点,流动性增加,表面张力减小,使热熔胶在木材表面充分铺展、充分接触,从而提高了粘接性能。
12.在pp蜡、费托蜡与环烷基橡胶油的共同配合下,大幅度降低了热熔胶所形成的胶膜模量,提高了伸长率和柔韧性,从而改善了热熔胶的粘接强度。
13.在二甲苯甲醛树脂、饱和聚酯树脂、聚酯弹性体的共同配合下,三者具有良好的相容性,使热熔胶的贮能模量低,明显改善了饱和聚酯树脂的流动性,使热熔胶在木材表面更好地铺展和扩散,从而提高热熔胶与木材表面的润湿性和初粘性,改善热熔胶的润湿性能。扩散性提高有利于热熔胶渗透进木材的孔隙内,形成胶钉,进一步提高门扇各层之间的粘接强度。
14.优选的,所述填料为纳米碳酸钙、氧化镁、粘土、二氧化硅中的一种或多种组合。
15.木材属于多孔物质,使用市售热熔胶粘接木材时,容易有部分热熔胶渗透到木材内部的孔眼内,增加了热熔胶的用量,也降低了粘接强度。
16.通过采用上述技术方案,使用特定种类的填料以克服上述问题,使热熔胶快速延展到设置好的第一灌胶槽、第二灌浆槽、连通孔内,而不会过量渗入到木材内部,降低成本。
17.优选的,所述填料为纳米碳酸钙和粘土在重量比1:(0.65-0.85)的比例下混合而成。
18.通过采用上述技术方案,纳米碳酸钙加入到热熔胶体系中后,在热熔胶涂抹到木材上时,会填充到胶界面的孔隙内,冷却固化后形成大量的“小钩子”,将热熔胶与木材牢牢钩住,从而提高了热熔胶与木材之间的粘接强度。
19.在特定比例的粘土和纳米碳酸钙的共同配合下,粘土主要填充大孔隙,纳米碳酸钙主要填充小孔隙,进一步起到了阻隔热熔胶往木材内部渗透的情况。同时,两者的配合有利于提高纳米碳酸钙在体系内的分散性,从而进一步提高热熔胶与木材之间的粘接力。
20.优选的,所述阻燃剂为十溴二苯乙烷、溴化环氧树脂中的一种或两者组合。
21.优选的,所述热熔胶的制备方法包括以下步骤:步骤1):在135-155℃的条件下,投入所述重量份的二甲苯甲醛树脂和饱和聚酯树脂搅拌均匀;步骤2):然后保持条件,继续投入所述重量份的聚酯弹性体,搅拌均匀,得到混合物;步骤3):升高温度至160-165℃,往混合物内加入所述重量份的pp蜡、费托蜡、填料,搅拌均匀;步骤4):保持条件,继续投入所述重量份的抗氧化剂、阻燃剂和环烷基橡胶油,搅拌均匀,得到共混物;
步骤5):出料,得到成品。
22.通过采用上述技术方案,在特定的步骤下对各种原料进行混合,使得各种原料之间充分发挥反应,从而使热熔胶的粘接性能提升到最大,粘度在一定程度内降到较低的水平。
23.优选的,所述步骤1)中还投入有0.6-0.8重量份的超支化聚酯。
24.通过采用上述技术方案,超支化聚酯中的非极性部分将聚合物分子的极性部分屏蔽起来,并且拉大了大分子间的距离,使大分子之间的范德华力被削弱,从而降低热熔胶整体的粘度。
25.综上所述,本技术具有以下有益效果:1、工作人员往贯穿实木门芯顶部的第一灌胶槽或贯穿门板顶部的第二灌胶槽内灌注热熔胶,热熔胶充满第一灌胶槽、连通孔和第二灌浆槽,将两侧门板和两侧实木门芯连为一体,加强了门扇各层之间的连接强度,不易分离。在日常使用中,木材容易受天气影响,热胀冷缩,实木门芯、门板上设置的槽、孔、第一胶层、第二胶层为形变提供了空间,保证一定程度的形变内不会引发门扇的损坏,从而有利于延长复合实木门的使用寿命。
26.2、制得的热熔胶具有一定程度内的低粘度,灌注到门扇内后,容易渗入木材这种多孔基材内,但是又不至于过度渗入,热熔胶与门扇形成牢固的机械结合。且本技术所提供的热熔胶具有良好的润湿性,与门扇结合、凝固后,具有良好的粘接性,使实木门芯、门板在热熔胶的作用下紧密连为一体,不易分开。
27.3、在特定比例的粘土和纳米碳酸钙的共同配合下,粘土主要填充大孔隙,纳米碳酸钙主要填充小孔隙,进一步起到了阻隔热熔胶往木材内部渗透的情况。同时,两者的配合有利于提高纳米碳酸钙在体系内的分散性,从而进一步提高热熔胶与木材之间的粘接力。
附图说明
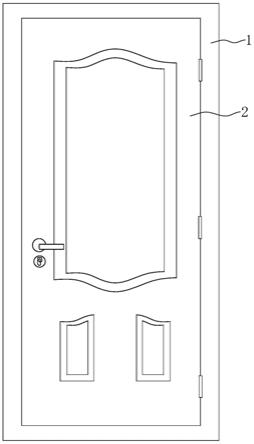
28.图1是本技术提供复合实木门结构示意图。
29.图2是本技术门扇的沿水平方向的剖视图。
30.附图说明标记:1、门框;2、门扇;3、实木门芯;31、凹槽;32、第一灌胶槽;33、连通孔;4、门板;41、第二灌胶槽;5、阻燃层;6、木门专用漆层;7、填充区;8、第一胶层;9、第二胶层。
具体实施方式
31.以下结合附图和实施例对本技术作进一步详细说明。
32.以下实施例及对比例中所用原料的来源信息详见表1。
33.表1原料型号来源信息二甲苯甲醛树脂/湖北诺纳科技有限公司饱和聚酯树脂630b常州斯赛新材料科技有限公司聚酯弹性体4069美国杜邦dupont环烷基橡胶油kn4010茂名润华石油化工有限公司超支化聚酯hyper h20武汉超支化树脂科技有限公司
实施例
34.实施例1一种复合实木门,参照图1和图2,包括门框1和门扇2,门扇2通过合页安装在门框1上。门扇2包括表面相互贴合的两块实木门芯3、与实木门芯3相背侧面贴合的门板4。门板4背离实木门芯3的侧面固定设置有阻燃层5和木门专用漆层6,木门专用漆层6位于最外侧。实木门芯3相互靠近的侧面设置有凹槽31,两个实木门芯3的凹槽31围设形成填充区7,填充区7内设置有保温材料。保温材料可以选用蜂窝纸、发泡保温胶等材料。两块实木门芯3之间通过热熔胶粘接,形成第一胶层8;实木门芯3与门板4之间通过热熔胶粘接,形成第二胶层9。
35.实木门芯3相互靠近的侧面分别开设有第一灌胶槽32,第一灌胶槽32贯穿实木门芯3的顶部;两个第一灌胶槽32的槽口相对设置、相互连通。门板4相互靠近的侧面设置有第二灌胶槽41。实木门芯3设置有若干个连通孔33,第一灌胶槽32与第二灌胶槽41通过连通孔33连通。
36.本技术还提供一种热熔胶,热熔胶包括5kg二甲苯甲醛树脂、18kg饱和聚酯树脂、8kg聚酯弹性体、8kgpp蜡、3kg费托蜡、0.8kg抗氧化剂、9kg填料、3.8kg阻燃剂、6kg环烷基橡胶油。
37.其中,填料为纳米碳酸钙,阻燃剂为十溴二苯乙烷,抗氧化剂为抗氧化剂1076。
38.热熔胶的制备方法包括以下步骤:步骤1):调节温度在135℃,往反应釜内投入二甲苯甲醛树脂和饱和聚酯树脂,加热20min,然后在转速40r/min的条件下搅拌10min,使二者混合均匀。
39.步骤2):然后保持条件,往反应釜内投入聚酯弹性体,等待5min,在40r/min的条件下搅拌3min,得到混合物。
40.步骤3):升高温度至160℃,往反应釜内的混合物内加入pp蜡、费托蜡、填料,等待3min,在50r/min的条件下搅拌6min。
41.步骤4):保持条件,继续往反应釜内投入抗氧化剂、阻燃剂和环烷基橡胶油,保持50r/min的转速,搅拌8min,得到共混物。
42.步骤5):在匀速搅拌条件下,抽真空脱泡至体系无气泡出现,出料,得到成品。
43.实施例2-5一种复合实木门,与实施例1的不同之处在于,各原料的选择与用量不同,具体详见表2,实施例1的数据也汇总于表2。
44.表2
实施例6一种复合实木门,与实施例5的不同之处在于,填料为纳米碳酸钙和粘土在重量比1:0.65的比例下混合而成,即纳米碳酸钙的投入量为4.85kg,粘土的投入量为3.15kg。
45.实施例7一种复合实木门,与实施例5的不同之处在于,填料为纳米碳酸钙和粘土在重量比1:0.85的比例下混合而成,即纳米碳酸钙的投入量为4.32kg,粘土的投入量为3.68kg。
46.实施例8一种复合实木门,与实施例5的不同之处在于,步骤1)中还投入有0.6kg的超支化聚酯。
47.实施例9一种复合实木门,与实施例5的不同之处在于,步骤1)中还投入有0.8kg的超支化聚酯。
48.实施例10一种复合实木门,与实施例6的不同之处在于,步骤1)中还投入有0.8kg的超支化聚酯。
49.对比例对比例1一种复合实木门,与实施例5的不同之处在于,将pp蜡替换为等重量的微晶蜡。
50.对比例2一种复合实木门,与实施例5的不同之处在于,将费托蜡替换为等重量的微晶蜡。
51.对比例3一种复合实木门,与实施例5的不同之处在于,将环烷基橡胶油替换为等重量的邻苯二甲酸二辛酯。
52.对比例4一种复合实木门,与实施例5的不同之处在于,将二甲苯甲醛树脂替换为等重量的聚甲基丙烯酸甲酯。
53.对比例5
一种复合实木门,与实施例5的不同之处在于,pp蜡的投入量为2kg,费托蜡的投入量为10kg,环烷基橡胶油的投入量为10kg,二甲苯甲醛树脂的投入量为2kg。
54.性能检测试验1、熔融粘度检测:按照hg/t 3660-1999《热熔胶粘剂熔融粘度的测定标准》对实施例1-10、对比例1-5和市售热熔胶进行检测。
55.2、粘接强度检测:按照gb/t 2792-2014《胶粘带剥离强度的试验方法》的方法1,将不锈钢换成木材,对实施例1-10、对比例1-5和市售热熔胶的剥离强度进行检测。
56.3、外观:截取长80mm、宽30mm、厚20mm的试样,对实施例1-10、对比例1-5和市售热熔胶进行观察。
57.试验1-3的检测数据详见表3。
58.表3根据表3中实施例1-5与对比例1-4的检测数据对比可知,在本技术所提供的技术方案下所制得的热熔胶具有更低的熔融粘度、更高的剥离强度,在外观上也更加细腻、平整。说明本技术提供的热熔胶配方是一个整体,缺少任意一种核心原料都无法达到预期的技术效果。根据表3中实施例1-5与对比例5、市售热熔胶的检测数据对比可知,即使是使用了同样的原料,但没有按照本技术所提供的特定投放比例,所制得的热熔胶依旧无法达到较好的效果,对比例5所制得的热熔胶仅能达到与市售热熔胶各方面的性能相仿的程度。
59.根据表3中实施例6-7与市售热熔胶的检测数据对比可知,选用特定的填料、并以特定比例投放,所制得的热熔胶在剥离强度上得到较大程度的提升。说明在纳米碳酸钙合粘土的配合下,可以更好地填充到胶界面的孔隙内,使热熔胶、木材紧密连接,从而提高粘接强度。
60.根据表3中实施例8-9与市售热熔胶的检测数据对比可知,投入特定用量的超支化聚酯有利于降低热熔胶的粘度,从而在一定程度内更好地延伸、填充门板、实木门芯的连接处。
61.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1