键盘胶模切生产方法及其生产系统与流程
[0001]
本发明涉及模切生产方法技术领域,特别涉及键盘胶模切生产方法及其生产系统。
背景技术:
[0002]
现有的键盘胶生产方法效率低下,耗材资源浪费较多,导致成本提高,不利于工厂的生产。
技术实现要素:
[0003]
根据本发明的一个方面,提供了键盘胶模切生产方法,包括以下步骤,进料:输入第一料带,第一料带包括出货保护膜、第一离型膜;
[0004]
s1:将托底保护膜从下方输入,使托底保护膜与上述膜料贴合;
[0005]
s2:采用r1滚压刀模切,并从上方排出部分第一离型膜;
[0006]
s3:将提废垫子、第一面纸从上方依次输入,使提废垫子、第一面纸与上述膜料贴合;
[0007]
s4:采用r2滚压刀模切,将第一提废胶带从上方输入,使第一提废胶带与上述膜料贴合;
[0008]
s5:排出第一提废胶带,并通过第一提废胶带排出第一面纸的边框废纸;将防呆胶带、第二料带从上方输入,使防呆胶带、第二料带与上述膜料贴合,第二料带包括第二离型膜、双面胶、第二面纸;
[0009]
s6:将第二面纸的废料从上方排出;将拉孔废保护膜从下方输入,使拉孔废保护膜与上述膜料贴合;
[0010]
s7:采用r3滚压刀模切;将拉孔废保护膜从下方排出,并通过拉孔废保护膜将废料排出;将第二提废胶带从上方输入,使第二提废胶带与上述膜料贴合;
[0011]
s8:采用r4滚压刀模切;排出第二提废胶带,并通过第二提废胶带将废料排出;将第三提废胶带从上方输入;
[0012]
s9:排出第三提废胶带,并通过第三提废胶带将废料排出;
[0013]
s10:将第三面纸从上方输入,使第三面纸与上述膜料贴合。
[0014]
本发明提供一种键盘胶模切生产方法,通过上述方法,能够优化工艺设计,减少圆刀使用工站,提高生产效率。
[0015]
在一些实施方式中,r1滚压刀包括第一刀刃,第一刀刃穿透至第一离型膜。
[0016]
由此,通过上述刀刃进行模切。
[0017]
在一些实施方式中,r2滚压刀包括第二刀刃、第三刀刃,第二刀刃穿透至提废垫子,第三刀刃穿透至托底保护膜的一部分。
[0018]
由此,通过上述刀刃进行模切。
[0019]
在一些实施方式中,r3滚压刀包括第四刀刃、第五刀刃、第六刀刃,第四刀刃穿透
至拉孔废保护膜的一部分,第五刀刃穿透至双面胶,第六刀刃穿透至第二离型膜。
[0020]
由此,通过上述刀刃进行模切。
[0021]
在一些实施方式中,r4滚压刀包括第七刀刃,第七刀刃穿透至双面胶的一部分。
[0022]
由此,通过上述刀刃进行模切。
[0023]
在一些实施方式中,键盘胶模切生产方法,还包括步骤收卷,步骤收卷位于s10之后,收卷具体为:将成品收卷。
[0024]
由此,成品收卷后方便出货。
[0025]
根据本发明的一个方面,还提供了生产系统,包括上述的键盘胶模切生产方法,包括依次排列的第一模切装置、第二过料装置、第三模切装置、第四模切装置、第五模切装置、第六模切装置、第七模切装置、第八模切装置、第九模切装置、第十模切装置、第十一模切装置、第十二模切装置;
[0026]
进料、第一料带输入第一模切装置中;
[0027]
s1、将托底保护膜从下方输入,通过第二模切装置使托底保护膜与上述膜料贴合;
[0028]
s2、在膜料经过第二模切装置时,采用r1滚压刀对其进行模切,并从上方排出部分第一离型膜;通过第三模切装置对上述膜料压紧;
[0029]
s3、将提废垫子、第一面纸从上方依次输入,通过第四模切装置使提废垫子、第一面纸与上述膜料贴合;
[0030]
s4、膜料输入第五模切装置中,在膜料经过第五模切装置时,采用r2滚压刀模切;将第一提废胶带从上方输入,通过第六模切装置使第一提废胶带与上述膜料贴合;
[0031]
s5、排出第一提废胶带,并通过第一提废胶带排出第一面纸的边框废纸;将防呆胶带、第二料带从上方输入,通过第七模切装置使防呆胶带、第二料带与上述膜料贴合;
[0032]
s6、将第二面纸的废料从上方排出;将拉孔废保护膜从下方输入,通过第八模切装置使上述膜料压紧;
[0033]
s7、在膜料通过第八模切装置时,采用r3滚压刀模切;将拉孔废保护膜从下方排出,并通过拉孔废保护膜将废料排出;将第二提废胶带从上方输入,通过第九模切装置使第二提废胶带与上述膜料贴合;
[0034]
s8、在膜料通过第九模切装置时,采用r4滚压刀模切;排出第二提废胶带,并通过第二提废胶带将废料排出;将第三提废胶带从上方输入;通过第十模切装置使上述膜料压紧;
[0035]
s9、排出第三提废胶带,并通过第三提废胶带将废料排出;通过第十一模切装置使上述膜料压紧;
[0036]
s10、将第三面纸从上方输入,通过第十二模切装置使第三面纸与上述膜料贴合,得到成品;成品从第十二模切装置处排出。
[0037]
收卷:将从第十二模切装置处排出的成品进行收卷。
[0038]
在一些实施方式中,生产系统还包括收卷装置。
[0039]
本发明提供一种生产系统配合键盘胶模切生产方法,能够优化工艺设计,减少圆刀使用工站,提高生产效率。
附图说明
[0040]
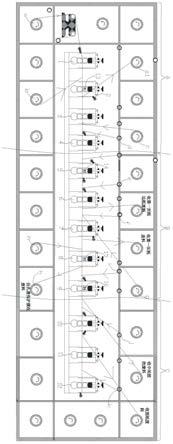
图1为本发明一实施方式的生产系统的平面结构示意图。
[0041]
图2为图1所示生产系统中a部分的放大结构示意图。
[0042]
图3为图1所示生产系统中b部分的放大结构示意图。
[0043]
图4为图1所示生产系统中c部分的放大结构示意图。
[0044]
图5为图1所示生产系统中r1滚压刀的平面结构示意图。
[0045]
图6为图1所示生产系统中r2滚压刀的平面结构示意图。
[0046]
图7为图1所示生产系统中r3滚压刀的平面结构示意图。
[0047]
图8为图1所示生产系统中r4滚压刀的平面结构示意图。
[0048]
图中标号:1-第一模切装置、2-第二过料装置、3-第三模切装置、4-第四模切装置、5-第五模切装置、6-第六模切装置、7-第七模切装置、8-第八模切装置、9-第九模切装置、10-第十模切装置、11-第十一模切装置、12-第十二模切装置、13-r1滚压刀、131-第一刀刃、14-r2滚压刀、141-第二刀刃、142-第三刀刃、15-r3滚压刀、151-第四刀刃、152-第五刀刃、153-第六刀刃、16-r4滚压刀、161-第七刀刃、a-第一料带、a1-出货保护膜、a2-第一离型膜、b-托底保护膜、c-提废垫子、d-第一面纸、e-第一提废胶带、f-防呆胶带、g-第二料带、g1-第二离型膜、g2-双面胶、g3-第二面纸、h-拉孔废保护膜、i-第二提废胶带、j-第三提废胶带、k-第三面纸、
具体实施方式
[0049]
下面结合附图对本发明作进一步详细的说明。
[0050]
图1示意性地显示了根据本发明的一种实施方式的键盘胶模切生产方法,包括以下步骤,
[0051]
进料:输入第一料带a,第一料带a包括出货保护膜a1、第一离型膜a2;
[0052]
s1:将托底保护膜b从下方输入,使托底保护膜b与上述膜料贴合;
[0053]
s2:采用r1滚压刀13模切,并从上方排出部分第一离型膜a2;
[0054]
s3:将提废垫子c、第一面纸d从上方依次输入,使提废垫子c、第一面纸d与上述膜料贴合;
[0055]
s4:采用r2滚压刀14模切,将第一提废胶带e从上方输入,使第一提废胶带e与上述膜料贴合;
[0056]
s5:排出第一提废胶带e,并通过第一提废胶带e排出第一面纸d的边框废纸;将防呆胶带f、第二料带g从上方输入,使防呆胶带f、第二料带g与上述膜料贴合,第二料带g包括第二离型膜g1、双面胶g2、第二面纸g3;
[0057]
s6:将第二面纸g3的废料从上方排出;将拉孔废保护膜h从下方输入,使拉孔废保护膜h与上述膜料贴合;
[0058]
s7:采用r3滚压刀15模切;将拉孔废保护膜h从下方排出,并通过拉孔废保护膜h将废料排出;将第二提废胶带i从上方输入,使第二提废胶带i与上述膜料贴合;
[0059]
s8:采用r4滚压刀16模切;排出第二提废胶带i,并通过第二提废胶带i将废料排出;将第三提废胶带j从上方输入;
[0060]
s9:排出第三提废胶带j,并通过第三提废胶带j将废料排出;
[0061]
s10:将第二面纸g3从上方输入,使第二面纸g3与上述膜料贴合。
[0062]
本发明提供一种键盘胶模切生产方法,通过上述方法,能够优化工艺设计,减少圆刀使用工站,提高生产效率。
[0063]
结合图5,r1滚压刀13包括第一刀刃131,第一刀刃131穿透至第一离型膜a2。通过上述刀刃进行模切。
[0064]
结合图6,r2滚压刀14包括第二刀刃141、第三刀刃142,第二刀刃141穿透至提废垫子c,第三刀刃142穿透至托底保护膜b的一部分。通过上述刀刃进行模切。
[0065]
结合图7,r3滚压刀15包括第四刀刃151、第五刀刃152、第六刀刃153,第四刀刃151穿透至拉孔废保护膜h的一部分,第五刀刃152穿透至双面胶g2,第六刀刃153穿透至第二离型膜g1。通过上述刀刃进行模切。
[0066]
结合图8,r4滚压刀16包括第七刀刃161,第七刀刃161穿透至双面胶g2的一部分。通过上述刀刃进行模切。
[0067]
结合图1,键盘胶模切生产方法,还包括步骤收卷,步骤收卷位于s10之后,收卷具体为:将成品收卷。成品收卷后方便出货。
[0068]
结合图1-4,将本方法配合生产系统进行使用。具体地,生产系统包括上述的键盘胶模切生产方法,包括依次排列的第一模切装置1、第二过料装置2、第三模切装置3、第四模切装置4、第五模切装置5、第六模切装置6、第七模切装置7、第八模切装置8、第九模切装置9、第十模切装置10、第十一模切装置11、第十二模切装置12、收卷装置;
[0069]
进料、第一料带a输入第一模切装置1中;第一料带a包括出货保护膜a1、第一离型膜a2。
[0070]
s1、将托底保护膜b从下方输入,通过第二模切装置使托底保护膜b与上述膜料贴合。
[0071]
(该步骤中膜料由上至下包括:第一离型膜a2、出货保护膜a1+托底保护膜b)
[0072]
s2、在膜料经过第二模切装置时,采用r1滚压刀13对其进行模切,并从上方排出部分第一离型膜a2;通过第三模切装置3对上述膜料压紧;
[0073]
(该步骤中膜料由上至下包括:第一离型膜a2+出货保护膜a1+托底保护膜b)
[0074]
s3、将提废垫子c、第一面纸d从上方依次输入,通过第四模切装置4使提废垫子c、第一面纸d与上述膜料贴合。
[0075]
(该步骤中膜料由上至下包括:第一面纸d+提废垫子c+出货保护膜a1+托底保护膜b)
[0076]
s4、膜料输入第五模切装置5中,在膜料经过第五模切装置5时,采用r2滚压刀14模切;将第一提废胶带e从上方输入,通过第六模切装置6使第一提废胶带e与上述膜料贴合。
[0077]
(该步骤中膜料由上至下包括:第一提废胶带e+第一面纸d+提废垫子c+出货保护膜a1+托底保护膜b)
[0078]
s5、排出第一提废胶带e,并通过第一提废胶带e排出第一面纸d的边框废纸;将防呆胶带f、第二料带g从上方输入,通过第七模切装置7使防呆胶带f、第二料带g与上述膜料贴合;第二料带g包括第二离型膜g1、双面胶g2、第二面纸g3。
[0079]
(该步骤中膜料由上至下包括:第二面纸g3、双面胶g2、第二离型膜g1+防呆胶带f+第一面纸d余料+提废垫子c+出货保护膜a1+托底保护膜b)
[0080]
s6、将第二面纸g3的废料从上方排出;将拉孔废保护膜h从下方输入,通过第八模切装置8使上述膜料压紧。
[0081]
(该步骤中膜料由上至下包括:第二面纸g3余料、双面胶g2、第二离型膜g1+防呆胶带f+第一面纸d余料+提废垫子c+出货保护膜a1+托底保护膜b+拉孔废保护膜h)
[0082]
s7、在膜料通过第八模切装置8时,采用r3滚压刀15模切;将拉孔废保护膜h从下方排出,并通过拉孔废保护膜h将废料排出;将第二提废胶带i从上方输入,通过第九模切装置9使第二提废胶带i与上述膜料贴合。
[0083]
(该步骤中膜料由上至下包括:第二提废胶带i+第二面纸g3余料、双面胶g2、第二离型膜g1+防呆胶带f+第一面纸d余料+提废垫子c+出货保护膜a1+托底保护膜b)
[0084]
s8、在膜料通过第九模切装置9时,采用r4滚压刀16模切;排出第二提废胶带i,并通过第二提废胶带i将废料排出;将第三提废胶带j从上方输入;通过第十模切装置10使上述膜料压紧。
[0085]
(该步骤中膜料由上至下包括:第三提废胶带j+第二面纸g3余料、双面胶g2、第二离型膜g1+防呆胶带f+第一面纸d余料+提废垫子c+出货保护膜a1+托底保护膜b)
[0086]
s9、排出第三提废胶带j,并通过第三提废胶带j将废料排出;通过第十一模切装置11使上述膜料压紧。
[0087]
(该步骤中膜料由上至下包括:双面胶g2、第二离型膜g1+防呆胶带f+第一面纸d余料+提废垫子c+出货保护膜a1+托底保护膜b)
[0088]
s10、将第三面纸k从上方输入,通过第十二模切装置12使第三面纸k与上述膜料贴合,得到成品;成品从第十二模切装置12处排出。
[0089]
(该步骤中膜料由上至下包括:第三面纸k+双面胶g2、第二离型膜g1+防呆胶带f+出货保护膜a1+托底保护膜b)
[0090]
收卷:将从第十二模切装置12处排出的成品,由收卷装置进行收卷。
[0091]
(该步骤中成品由上至下包括:第三面纸k+双面胶g2、第二离型膜g1+防呆胶带f+出货保护膜a1+托底保护膜b)
[0092]
本发明提供一种生产系统配合键盘胶模切生产方法,能够优化工艺设计,减少圆刀使用工站,提高生产效率。
[0093]
以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1