打联机的制作方法
:
1.本结构应用于对模切后产品粘连部位进行挤压处理。
背景技术:
2.目前市场上所有涉及到烟包、纸杯以及奶包印刷的企业大部分都配备了平压平或圆压圆的模切设备。印刷完后的产品,通过模切设备裁切成客户要求的产品尺寸及形状,然后再进行收集码垛,最后进行检验装箱。在产品生产过程中,模切设备经常会因为使用过程中的正常磨损,导致产品出现切缝处粘连的现象。生产现场出现粘连现象时,只能通过两种方法解决,方法一是调整刀具间隙,方法二是人工时效处理。但是调整刀具间隙无形中加快了刀具磨损速度,缩短了刀具的使用寿命。另外,由于设备运行速度非常快,现有市场通用设备的速度基本都在150m/min左右,部分生产效率高的厂家甚至到达了180m/min以上,且产品模切后一般都会直接连接收集码垛设备对产品进行码垛收集,想要对码垛后的产品进行处理则需要重新将产品铺开,问题处理完成后再重新码好装箱,基于以上因素,对粘连产品进行人工时效处理也将是一个非常费时费力且成本高昂工作。鉴于以上市场需要,我们设计开发了此套打联设备。
3.此套打联设备安装在模切工位的后面,通过两侧的固定块与生产线连接,动力源为独立伺服电机,伺服电机通过齿轮传动将动力传递给打联上轴和打联下轴,整套设备的工作主体是安装在下轴上的下轴套和安装在上轴上的打联套。设备运转时,将模切工位出来的产品从打联机的上下轴中间穿过,上下轴由伺服电机控制,与模切设备进行转动工作频率匹配,然后通过安装在上下轴上的打联套和下轴套对模切后的产品进行间歇性的挤压,将产品的粘连处断开。通过安装打联机,客户可以减少对模切设备的调整频率,提高设备的使用寿命,进而降低设备的使用成本;同时不再需要专门的工作人员去将产品粘连处进行人工处理,降低了人工成本;再有,客户通过加装打联机,提高了产品的下线合格率,进而降低了企业的管理成本。并且此设备可以通过调整上下轴上的打联套和下轴套的左右位置,以及改变伺服电机的转动速度,来适应不同型号产品的生产需要,做到一套设备对接多个产品的效果,提高了打联机的使用效率。另外此设备结构稳定,运行故障率低,可以长时间连续运转,从而可以辅助提高生产效率。综合分析,此项目市场空间广阔,适用产品广,有极好的市场前景,对企业来说是一个极好的降本增效的有效措施。
技术实现要素:
4.为了提高企业的生产效率,降低设备使用成本、用工成本、管理成本,优化生产环境,本专利提供一种针对模切产品的打联机设备。此设备通过伺服电机与模切工位达到转速匹配,然后通过安装在上下轴上的打联套和下轴套对模切后的产品进行间歇性的挤压,将产品的粘连处断开。并且,此设备可以通过调整打联套和下轴套左右位置的方法,以及改变伺服电机的转动速度的方法,来使打联机适应不同型号产品的生产需要,做到一套设备对接多个产品的效果。此设备可以与模切设备连线使用,设备调试完成后可以与线上设备
同步运行,无需专门的操作人员看管。
5.将打联机左侧固定块2和右侧固定块11通过螺栓螺母与模切机架1连接固定。然后,调整打联套5和下轴套6的左右位置,使打联套5对齐需要挤压的位置,在调整打联套5的左右位置时,每个打联套5会与两个下轴套成套安装,当打联套5的位置确定后,需要同时将与其配套的两个下轴套移动到打联套的两侧,打联套5和下轴套6的左右位置确定后,用螺钉将打联套5 与上轴3、下轴套6与下轴4紧固锁死,使打联套5和下轴套6不能移动。
6.将伺服电机15通过螺栓螺母固定在伺服电机安装支架16上,再将伺服电机安装支架16通过螺栓固定在模切机架1上。最后,将伺服电机15通过联轴器14与过渡轴13连接,过渡齿轮7,再到下轴齿轮8,最后到上轴齿轮 9形成动力输出通道。过渡齿轮压片12与螺栓配合将过渡齿轮7压紧在过渡轴上,下轴齿轮8通过过盈配合的方式固定在下轴4上,上轴齿轮9通过固定环10张紧的方式固定在上轴3上。
7.本实用新型解决其技术问题所采用的技术方案是:全新设计机械设备,采用螺栓连接方式,将打联机连接到模切设备生产线上,将模切后的产品穿过打联机的上下轴中间,通过调整上下轴上的打联套和下轴套左右位置,以及伺服电机的转速,来达到与摸切机工作速度匹配,并在在合适的位置对模切产品进行挤压。当设备运转以后,伺服电机通过齿轮带动打联上下轴转动,打联上下轴带动其上的打联套和下轴套同步转动,在模切产品穿过打联机的上下轴之间时,打联套和下轴套会对产品的指定位置进行轻微的挤压,从而达到将模切后产品的粘连处打开的效果。
8.本实用新型的有用效果是:用机械设备对模切产品的微粘连问题进行处理,由此降低了模切刀具的调整频率和代替了人工时效处理的操作。用打联机的方式,提高了生产效率,降低了设备使用成本,节省了人力成本、管理成本,优化了生产环境。
附图说明:
9.下面附图和实施例对本实用新型进一步说明:
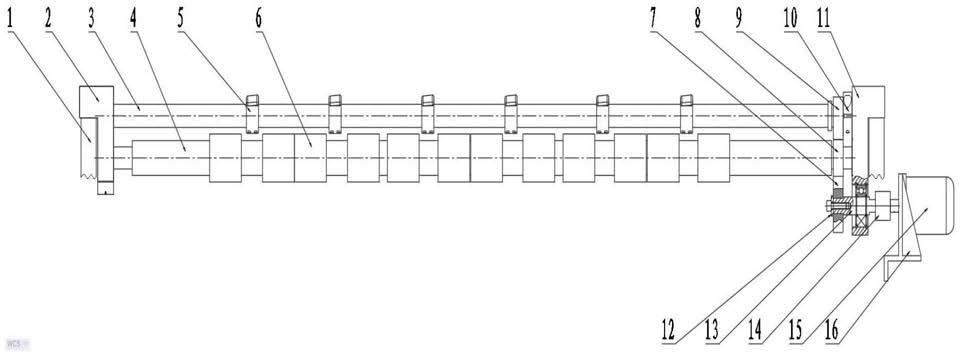
10.图1是本实用新型的主视图。
11.图1中1.模切机架2.左侧固定块3.上轴4.下轴5.打联套6.下轴套 7.过渡齿轮8.下轴齿轮9.上轴齿轮10.固定环11.右侧固定块12.过渡齿轮压片13.过渡轴14.联轴器15.伺服电机16.伺服电机安装支架
具体实施方式:
12.在图1中,打联机安装时。首先,将打联机左侧固定块2和右侧固定块 11通过螺栓螺母与模切机架1连接固定。然后,调整打联套5和下轴套6的左右位置,使打联套5对齐需要挤压的位置,在调整打联套5的左右位置时,每个打联套5会与两个下轴套4成套安装,当打联套5的位置确定后,需要同时将与其配套的两个下轴套4移动到打联套的两侧,打联套5和下轴套6 的左右位置确定后,用螺钉将打联套5和下轴套6分别与上轴3和下轴4紧固锁死,使打联套5和下轴套6不能移动。再然后,将伺服电机15通过螺栓螺母固定在伺服电机安装支架16上,再将伺服电机安装支架16通过螺栓固定在模切机架1上。最后,将伺服电机15通过联轴器14与过渡轴13连接,完成从伺服电机14到过渡齿轮7,再到下轴齿轮8,最后到上轴齿轮9的动力输出通道。其中,过渡齿轮压片12与螺栓配合将过渡齿轮7压紧在过渡轴上,下
轴齿轮8通过过盈配合的方式固定在下轴4上,上轴齿轮9通过固定环10涨紧的方式固定在上轴4上。
13.完成设备安装后,匹配伺服电机15的转速,使打联机转速与模切机的模切速度同步。然后,将模切机出来的产品从上轴3和下轴4之间穿过。再然后,启动模切设备和打联机,调整模切产品的前后位置,使打联套5能够在模切产品粘连位置到达打联机上下轴之间时对模切产品挤压,解决产品粘连的问题。
14.打联机通过左右侧固定块连接在模切机架上,上轴和下轴通过轴承安装在左右侧固定块上,下轴套和打联套可分别在下轴和上轴上左右移动调整位置,在下轴套和打联套调整到合适的位置后,通过紧定螺钉将下轴套和打联套固定在上下轴上,上下轴分别与上轴齿轮和下轴齿轮连接固定,下轴齿轮、上轴齿轮和过渡齿轮通过齿轮啮合,过渡齿轮通过过渡轴和联轴器与伺服电机连接,伺服电机安装在伺服电机安装支架上,伺服电机安装支架通过螺栓紧固的方式固定在模切机架上。安装时,首先将模切机中出来的产品从打联机的上下轴之间穿过,然后调整打联套和下轴套的左右位置,使打联套对齐需要挤压的位置,最后匹配伺服电机的转速,使打联机转速与模切机的模切速度同步。上面三个步骤完成后,就可以启动设备进行工作了。然后等设备启动后,再校正一下产品的前后位置,打联套就能够在模切产品粘连位置到达打联机上下轴之间时对产品挤压,解决产品粘连的问题了。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1