一种一次性手套膜内灌气结构的制作方法
1.本技术涉及一次性手套生产的领域,尤其是涉及一种一次性手套膜内灌气结构。
背景技术:
2.一次性手套是用橡胶薄片或薄膜制成的一类手套,在一些手套更换频率较高的行业,通常建议使用一次性手套,这样不但可以避免交叉感染,更可以大大节约更换成本,比如医疗行业、实验室、食品加工行业等对卫生要求比较高的行业。
3.在公告号为cn203650963u的中国实用新型专利中公开了种生产pvc类一次性手套的设备及系统。该设备包括:冲压模具和输送pvc类一次性手套原料膜的机械传动机构;冲压模具包括:固定模板和活动模板;固定模板或活动模板上设置有一个具有预设轮廓的金属型模;机械传动机构用于将两层平行放置的pvc类一次性手套原料膜输送至固定模板和活动模板之间;具有金属型模的模板连接有加热装置,加热装置用于使金属型模的预设轮廓轨迹升温至等于或高于pvc类一次性手套原料膜的分解温度;冲压模具用于通过固定模板和活动模板沿金属型模的预设轮廓轨迹向pvc类一次性手套原料膜施加压力。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:一次性手套在制造时,通过类似的压膜机压制成型,然而现有的压膜机在时用时,由于一次性手套的复合膜原材具有一定的温度,在输送带上向成型压膜设备传送时,复合膜原材容易粘结,因此有待改进。
技术实现要素:
5.为了改善生产一次性手套的复合膜原材在输送过程中容易发生粘结的问题,本技术提供一种一次性手套膜内灌气结构。
6.本技术提供的一种一次性手套膜内灌气结构采用如下的技术方案:
7.一种一次性手套膜内灌气结构,包括机架以及分别位于复合膜两端的第一夹送辊以及第二夹送辊,所述第一夹送辊与第二夹送辊之间设置有用于张紧复合膜的输送辊,所述输送辊的转动方向与复合膜的输送方向一致,所述输送辊位于所述第一夹送辊的一侧设置有吹气装置以及切割装置,所述吹气装置的吹气方向朝所述第一夹送辊的一侧,所述切割装置用于将复合膜切开缺口。
8.通过采用上述技术方案,输送辊用于张紧复合膜使得复合膜的输送正常,第一夹送辊一侧的设置切割装置与吹气装置,切割装置用于将复合膜切割开一个缺口,通过吹气装置对缺口处进行吹气,使得气体通过切割开的缺口进入到复合膜内,此时气体在复合膜内聚集使得复合膜膨胀,因为复合膜是在第一夹送辊与第二夹送辊之间运动的,这段气体的绝大部分会存在与第一夹送辊与输送辊之间的复合膜内,能够有效的避免复合膜出现粘结的问题。
9.可选的,所述吹气装置设置为手持吹气枪,所述切割装置设置为切割刀片。
10.通过采用上述技术方案,切割装置设置为切割刀片,当需要对复合膜内填充气体时,通过切割刀片切割出缺口,手持吹气枪朝向缺口内吹气,将气体冲入到复合膜内,避免
复合膜发生粘结的问题。
11.可选的,所述吹气装置包括吹气管以及吹气喷嘴,所述吹气管沿着所述输送辊的长度方向设置,所述吹气喷嘴设置在所述吹气管上,所述吹气喷嘴的开口朝向所述第一夹送辊的一侧。
12.通过采用上述技术方案,吹气装置包括吹气管以及吹气喷嘴,当需要向复合膜内吹气时,切割开缺口后,通过吹气喷嘴向复合膜内吹气,使得复合膜被气体填充而膨胀,避免复合膜发生粘结。
13.可选的,所述机架上转动连接有转动杆,所述转动杆的一端设置有驱动所述转动杆转动的驱动装置,所述转动杆位于所述第一夹送辊与所述输送辊之间,所述转动杆位于靠近所述输送辊的一侧,所述吹气管设置在所述转动杆上。
14.通过采用上述技术方案,机架上转动连接有转动杆,吹气管设置在转动杆上,通过驱动装置能够转动转动杆,从而能够使得吹气喷嘴转动,方便对复合膜内进行充气。
15.可选的,所述切割装置设置为切割刀片,所述切割刀片设置在所述吹气喷嘴上。
16.通过采用上述技术方案,切割装置设置为切割刀片,通过将切割刀片设置在吹气喷嘴上,在使用切割刀片切割复合膜的同时,能够像复合膜内吹气,使得复合膜膨胀,保证复合膜不容易发生粘结。
17.可选的,所述驱动装置设置为转动把手,所述转动把手设置在所述转动杆的一端。
18.通过采用上述技术方案,驱动装置设置为转动把手,通过转动把手转动转动杆,对复合膜进行切割与充气,操作简单方便。
19.可选的,所述吹气管上连接设置有充气泵,所述吹气喷嘴沿所述吹气管的长度方向均匀间隔设置。
20.通过采用上述技术方案,吹气管上连接设置的充气泵能够保证吹气管内的气体充足,吹气喷嘴均匀间隔设置,保证对复合膜内冲入的气体充足,确保复合膜的膨胀效果好。
21.可选的,所述输送辊的一侧设置有夹紧辊,所述夹紧辊的转动方向与所述输送辊的转动方向相反,所述夹紧辊的两端设置有气缸,通过所述气缸控制所述夹紧辊与输送辊之间的间隙。
22.通过采用上述技术方案,设置在输送辊一侧的夹紧辊能够与输送辊配合,通过气缸可以调节夹紧辊与输送辊之间的间距,保证对复合膜的张紧效果好,使得复合膜能够在较长时间内保持膨胀状态,避免发生粘结。
23.可选的,所述夹紧辊的周侧壁设置有柔性套。
24.通过采用上述技术方案,设置在夹紧辊周侧壁的柔性套能够对复合膜起到保护作用,避免复合膜发生不必要的损坏。
25.可选的,所述输送辊与所述第二夹送辊之间设置有张紧辊,所述张紧辊位于靠近所述输送辊的一侧,所述张紧辊的转动方向与所述输送辊的转动方向相反。
26.通过采用上述技术方案,设置在输送辊与第二夹送辊之间的张紧辊对复合膜进一步起到张紧作用,保证复合膜能够保持张紧状态。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.通过吹气装置对缺口处进行吹气,使得气体通过切割开的缺口进入到复合膜内,此时气体在复合膜内聚集使得复合膜膨胀,能够有效的避免复合膜出现粘结的问题;
29.吹气管设置在转动杆上,通过驱动装置能够转动转动杆,从而能够使得吹气喷嘴转动,方便对复合膜内进行充气;
30.通过将切割刀片设置在吹气喷嘴上,在使用切割刀片切割复合膜的同时,能够像复合膜内吹气,使得复合膜膨胀,保证复合膜不容易发生粘结。
附图说明
31.图1是本技术实施例1一种一次性手套膜内灌气结构的双闸耐磨阀的主视图;
32.图2是本技术实施例2一种一次性手套膜内灌气结构隐藏复合膜后的主视图;
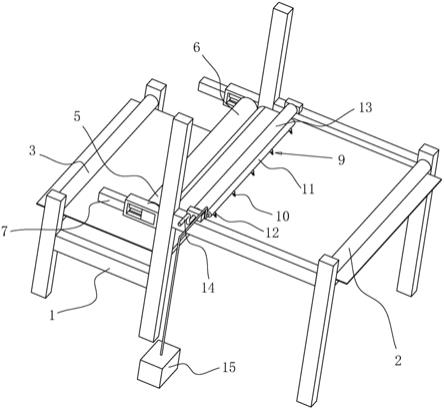
33.图3是本技术实施例2一种一次性手套膜内灌气结构隐藏复合膜后另一视角的视图;
34.图4是图3中a部分的放大结构示意图。
35.附图标记:1、机架;2、第一夹送辊;3、第二夹送辊;4、输送辊;5、夹紧辊;6、柔性套;7、气缸;8、张紧辊;9、吹气装置;10、切割装置;11、吹气管;12、吹气喷嘴;13、转动杆;14、驱动装置;15、充气泵。
具体实施方式
36.以下结合附图1
‑
4对本技术作进一步详细说明。
37.本技术实施例公开一种一次性手套膜内灌气结构。
38.实施例1:
39.参照图1和图2,一次性手套膜内灌气结构包括机架1,机架1的两端转动连接有第一夹送辊2以及第二夹送辊3,复合膜通过第一夹送辊2与第二夹送辊3输送。第一夹送辊2与第二夹送辊3之间设置有输送辊4,输送辊4转动连接在机架1上,输送辊4用于张紧复合膜,输送辊4的转动方向与复合膜的输送方向一致。
40.输送辊4的一侧设置有夹紧辊5,夹紧辊5的两端转动连接在机架1上,夹紧辊5的转动方向与输送辊4的转动方向相反。夹紧辊5的周侧壁套设有柔性套6,柔性套6为一种柔性橡胶。夹紧辊5的两端固定连接有气缸7,气缸7的输出轴的运动方向与夹紧辊5的轴线方向垂直,通过气缸7的顶升带动夹紧辊5运动,调节夹紧辊5与输送辊4之间的间隙,保证对复合膜的夹紧与张紧效果好。
41.参照图2和图3,输送辊4与第二夹紧辊5之间设置有张紧辊8,张紧辊8位于靠近输送辊4的一侧,张紧辊8的两端转动连接在机架1上,张紧辊8的转动方向与输送辊4的转动方向相反。
42.输送辊4位于第一夹紧辊5的一侧设置有吹气装置9以及切割装置10,其中,吹气装置9的吹气方向朝向第一夹送辊2的一侧,切割装置10与将复合膜切开缺口。此实施例中的吹气装置9设置为手持吹气枪,切割装置10设置为切割刀片。
43.实施例2:
44.参照图2和图3,本实施例与实施例1的不同之处在于,吹气装置9包括吹气管11以及吹气喷嘴12。机架1上转动连接有转动杆13,转动杆13位于第一夹送辊2与输送辊4之间,转动杆13位于靠近输送辊4的一侧,转动杆13呈圆柱状。转动杆13的一端设置有驱动装置14,驱动装置14用于驱动转动杆13转动,此实施例中的驱动装置14设置为转动把手。
45.吹气管11沿着输送辊4的长度方向设置,吹气管11粘接固定在转动杆13上,吹气管11的一端连通设置有充气泵15。切割刀片粘接固定在吹气喷嘴12上,吹气喷嘴12沿吹气管11的长度方向均匀间隔设置,吹气喷嘴12的吹气口朝向第一夹送辊2的一侧。
46.本技术实施例一种一次性手套膜内灌气结构的实施原理为:当需要向复合膜内填充气体时,通过驱动装置14带动转动杆13转动,此时切割刀片随着转动对复合膜进行切割,吹气喷嘴12朝向切割开的缺口吹气,使得复合膜膨胀。
47.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1