一种餐盒卡扣自动上料压装装置的制作方法
1.本发明主要涉及环保餐盒领域,尤其涉及一种餐盒卡扣自动上料压装装置。
背景技术:
2.现在卡扣安装在餐盒盒盖上的时候,卡扣要采用加热的方式,使其材料软化,再人工装配上去,但是卡扣采用加热的方式,使其材料软化,再人工装配上去,人工效率低,这样会降低卡扣的使用寿命,且精度低,废品率高,导致成本增加。
3.已公开中国发明专利,申请号cn201821480759.4,专利名称:卡扣安装装置,申请日:2018-09-11,本发明涉及卡扣安装装置,包括底板,在底板的上面一端固定有与气动控制装置相接的推动气缸,与推动气缸相配的活塞杆朝向上方,活塞杆的上端头连接有横梁,在横梁的两端均连接有卡扣槽,在底板上面位于推动气缸的侧面通过支台固定安装有快速夹钳,快速夹钳上的挡板位于横梁的侧面上方,快速夹钳闭合时挡板向下转动90
°
并刚好位于横梁的上方,在底板的上面分布有多个支撑制品的支架。具有结构简单、安装方便、省时省力、提高工作效率的优点。
技术实现要素:
4.针对现有技术的上述缺陷,本发明提供一种餐盒卡扣自动上料压装装置,包括精准上料分料装置、自动规整结构、压装机构和往复运输机构,所述精准上料分料装置的出口端设置有自动规整结构,所述自动规整结构的顶部设置有压装机构,底部安装在往复运输机构上;
5.所述自动规整结构包括移栽单元、旋转单元、基座1和仿形定位机构,移栽单元顶部通过旋转单元设置有基座1,所述基座的边缘处安装有仿形定位机构,所述仿形定位机构设置有多个,对应环保餐盒安装卡扣的位置设置;
6.所述仿形定位机构包括弹簧浮动机构、仿形座2和仿形定位夹具3,所述仿形座2的底部固定安装在基座1上,所述仿形座2远离基座1的竖直面上安装有挡块4,所述仿形座2内活动插设有仿形定位夹具3,所述仿形定位夹具3的底部设置有弹簧浮动机构;
7.所述旋转单元采用安装在基座1底部的气动旋转气缸6进行换向旋转,所述基座1的底部通过受力支撑块7与底部的移动底座8连接,所述移动底座8上的导向与气缸侧面的导向槽嵌设相对滑动。
8.优选的,挡块4的高度大于仿形定位夹具3的高度,所述挡块4成t型,所述挡块4的竖直面螺栓固定在仿形座2上。
9.优选的,弹簧浮动机构包括弹簧和导向柱10,所述弹簧的侧边连接有导向柱10,所述导向柱10在仿形座2内置的导向槽11内上下运动,仿形定位夹具3的角度一边高一边低。
10.优选的,精准上料分料装置包括卡扣振动盘自动送料机构5、移栽机构、分料精定位机构和检测机构,所述卡扣振动盘自动送料机构5的出料通道口设置有分料精定位机构,所述分料精定位机构的水平方向上设置有检测机构检测卡扣有无,所述卡扣振动盘自动送
料机构5的出料通道的顶部设置有移栽机构;
11.所述移栽机构包括一号左右移栽气缸9、二号左右移栽气缸12、上下移栽气缸、连接在真空泵上的真空吸13,所述一号左右移栽气缸9和二号左右移栽气缸12收尾连接,且同一侧均固定安装在固定座调节高度机构上,所述二号左右移栽气缸12上还设置有底部安装有真空吸13的上下移栽气缸,所述真空吸13在工作状态中下行吸附位于分料精定位机构上的卡扣输送至前方餐盒盒盖需要安装卡扣的位置。
12.优选的,分料精定位机构包括仿形定位块14、定位块固定座15和限位块16,所述仿形定位块14通过底部的定位块固定座15固定安装在调节机构上,所述仿形定位块14远离卡扣振动盘自动送料机构5的一侧竖直安装有限位块16,所述限位块16的高度大于仿形定位块14的高度;
13.所述仿形定位块14内仿形槽斜向设置,靠近卡扣振动盘自动送料机构5的一侧低于远离的一侧。
14.优选的,仿形定位块14靠近卡扣振动盘自动送料机构5的一侧顶部安装有挡料分料块17,所述仿形定位块14和出料通道口之间存在间隙。
15.优选的,压装机构包括顶板18、盒盖压紧机构、预压紧浮动定位机构、平推压装机构和卡扣压装机构,所述顶板18底部两侧通过立柱19固定安装在操作台上,所述顶板18底部通过固定结构还安装有盒盖压紧机构、预压紧浮动定位机构和卡扣压装机构,所述预压紧浮动定位机构和卡扣压装机构位于盒盖压紧机构的同一侧,所述预压紧浮动定位机构和卡扣压装机构相邻设置;
16.所述立柱19上横向安装有平推压装机构,所述平推压装机构包括固定夹块20和平推压装气缸21,所述平推压装气缸21的推动杆上安装有推动块22,所述平推压装机构在工作状态中推动块22位于预压紧浮动定位机构和卡扣压装机构下方。
17.优选的,盒盖压紧机构包括盒盖压紧气缸和压紧板23,所述压紧板23通过盒盖压紧气缸安装在顶板18上,所述压紧板23准备状态时位于预压紧浮动定位机构和卡扣压装机构下方。
18.优选的,预压紧浮动定位机构包括仿形块24和预压紧气缸25,所述仿形块24安装在预压紧气缸25的底部,所述预压紧气缸25的一侧安装在固定结构上,所述仿形块24的长度不大于卡扣的长度。
19.优选的,卡扣压装机构包括卡扣压装气缸26和压装块27,所述压装块27安装在卡扣压装气缸26的底部,所述卡扣压装气缸26的一侧安装在固定结构上,所述压装块27与仿形块24贴合,所述压装块27的宽度大于卡扣的宽度。
20.本发明的有益效果:
21.1、节省人工,提升生产效率;
22.2、减少流动环节,人员的接触,杜绝污染;
23.3、精准安装,提高使用寿命,废品率低。
附图说明
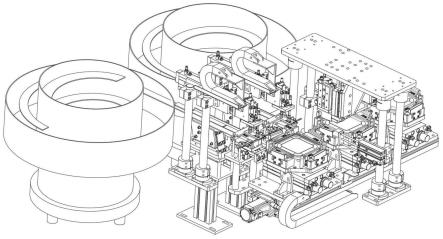
24.图1为本发明的结构图;
25.图2为本发明中关于自动规整结构的结构图;
26.图3为本发明中关于精准上料分料装置的结构图;
27.图4为本发明中关于压装机构的结构图;
28.图5为本发明中关于压装机构另一视角的结构图的结构图;
29.图中,
30.1、基座;2、仿形座;3、仿形定位夹具;4、挡块;5、卡扣振动盘自动送料机构;6、气动旋转气缸;7、受力支撑块;8、移动底座;9、一号左右移栽气缸;10、导向柱;11、导向槽;12、二号左右移栽气缸;13、真空吸;14、仿形定位块;15、定位块固定座;16、限位块;17、挡料分料块;18顶板、;19、立柱;20、固定夹块;21、平推压装气缸;22、推动块;23、压紧板;24、仿形块;25、预压紧气缸;26、卡扣压装气缸;27、压装块。
具体实施方式
31.为了使本技术领域人员更好地理解本发明的技术方案,并使本发明的上述特征、目的以及优点更加清晰易懂,下面结合实施例对本发明做进一步的说明。实施例仅用于说明本发明而不用于限制本发明的范围。
32.如图1-5所示可知,本发明包括有:精准上料分料装置、自动规整结构、压装机构和往复运输机构,所述精准上料分料装置的出口端设置有自动规整结构,所述自动规整结构的顶部设置有压装机构,底部安装在往复运输机构上;
33.所述自动规整结构包括移栽单元、旋转单元、基座1和仿形定位机构,移栽单元顶部通过旋转单元设置有基座1,所述基座的边缘处安装有仿形定位机构,所述仿形定位机构设置有多个,对应环保餐盒安装卡扣的位置设置;
34.所述仿形定位机构包括弹簧浮动机构、仿形座2和仿形定位夹具3,所述仿形座2的底部固定安装在基座1上,所述仿形座2远离基座1的竖直面上安装有挡块4,所述仿形座2内活动插设有仿形定位夹具3,所述仿形定位夹具3的底部设置有弹簧浮动机构;
35.所述旋转单元采用安装在基座1底部的气动旋转气缸6进行换向旋转,所述基座1的底部通过受力支撑块7与底部的移动底座8连接,所述移动底座8上的导向与气缸侧面的导向槽嵌设相对滑动。
36.在本实施中优选的,挡块4的高度大于仿形定位夹具3的高度,所述挡块4成t型,所述挡块4的竖直面螺栓固定在仿形座2上。
37.设置上述结构,利用挡块也起到限位作用,对于顶部压装机构和卡扣侧面的安装位置的限定,提高了卡设的精度。
38.在本实施中优选的,弹簧浮动机构包括弹簧和导向柱10,所述弹簧的侧边连接有导向柱10,所述导向柱10在仿形座2内置的导向槽11内上下运动,仿形定位夹具3的角度一边高一边低。
39.设置上述结构,利用导向槽起到对导向柱的限位作用,进而对弹簧起到限位作用,防止卡扣放置在仿形块上太低或太高,保证后期安装的精准性;
40.利用斜向的仿形块方便卡扣能够顺利的转载在精确的位置,减低安装难度,提高工作效率,降低失误率。
41.在本实施中优选的,精准上料分料装置包括卡扣振动盘自动送料机构5、移栽机构、分料精定位机构和检测机构,所述卡扣振动盘自动送料机构5的出料通道口设置有分料
精定位机构,所述分料精定位机构的水平方向上设置有检测机构检测卡扣有无,所述卡扣振动盘自动送料机构5的出料通道的顶部设置有移栽机构;
42.所述移栽机构包括一号左右移栽气缸9、二号左右移栽气缸12、上下移栽气缸、连接在真空泵上的真空吸13,所述一号左右移栽气缸9和二号左右移栽气缸12收尾连接,且同一侧均固定安装在固定座调节高度机构上,所述二号左右移栽气缸12上还设置有底部安装有真空吸13的上下移栽气缸,所述真空吸13在工作状态中下行吸附位于分料精定位机构上的卡扣输送至前方餐盒盒盖需要安装卡扣的位置。
43.设置上述结构,利用两组餐盒卡扣精准上料分料装置,同时工作,餐盒具有四个边,这样就可以对餐盒的两个边同时进行安装卡扣,提高工作效率。
44.在本实施中优选的,分料精定位机构包括仿形定位块14、定位块固定座15和限位块16,所述仿形定位块14通过底部的定位块固定座15固定安装在调节机构上,所述仿形定位块14远离卡扣振动盘自动送料机构5的一侧竖直安装有限位块16,所述限位块16的高度大于仿形定位块14的高度;
45.所述仿形定位块14内仿形槽斜向设置,靠近卡扣振动盘自动送料机构5的一侧低于远离的一侧。
46.在本实施中优选的,仿形定位块14靠近卡扣振动盘自动送料机构5的一侧顶部安装有挡料分料块17,所述仿形定位块14和出料通道口之间存在间隙。
47.设置上述结构,由于本装置实际使用的卡扣的两端是存在差异的,因此需要用仿形定位块对其进行精准的分料,利用挡料分料块防止方向不对的卡扣输送到仿形定位块上,直接从间隙内掉落,完成筛选工作;
48.此外仿形定位块设置成斜向的,方便从卡扣振动盘自动送料机构直接输送到仿形定位块的仿形槽内,提高工作效率。
49.在本实施中优选的,压装机构包括顶板18、盒盖压紧机构、预压紧浮动定位机构、平推压装机构和卡扣压装机构,所述顶板18底部两侧通过立柱19固定安装在操作台上,所述顶板18底部通过固定结构还安装有盒盖压紧机构、预压紧浮动定位机构和卡扣压装机构,所述预压紧浮动定位机构和卡扣压装机构位于盒盖压紧机构的同一侧,所述预压紧浮动定位机构和卡扣压装机构相邻设置;
50.所述立柱19上横向安装有平推压装机构,所述平推压装机构包括固定夹块20和平推压装气缸21,所述平推压装气缸21的推动杆上安装有推动块22,所述平推压装机构在工作状态中推动块22位于预压紧浮动定位机构和卡扣压装机构下方。
51.设置上述结构,一个盒盖的四边都需要安装卡扣进去,两对预压紧浮动定位机构和卡扣压装机构同时对盒盖的两边进行卡设,然后盒盖通过点击旋转90度,对另外两侧的卡扣进行安装,工作效率高,不用一边一边的安装。
52.在本实施中优选的,盒盖压紧机构包括盒盖压紧气缸和压紧板23,所述压紧板23通过盒盖压紧气缸安装在顶板18上,所述压紧板23准备状态时位于预压紧浮动定位机构和卡扣压装机构下方。
53.设置上述结构,工作时,首先是盒盖压紧机构下行到达盒盖,并紧紧压住盒盖固定不移动。
54.在本实施中优选的,预压紧浮动定位机构包括仿形块24和预压紧气缸25,所述仿
形块24安装在预压紧气缸25的底部,所述预压紧气缸25的一侧安装在固定结构上,所述仿形块24的长度不大于卡扣的长度。
55.设置上述结构,起到预压紧的作用,由于下方底座是斜向的,利用仿形块先对卡扣的一侧进行压制,起到对后方工序的保障。
56.在本实施中优选的,卡扣压装机构包括卡扣压装气缸26和压装块27,所述压装块27安装在卡扣压装气缸26的底部,所述卡扣压装气缸26的一侧安装在固定结构上,所述压装块27与仿形块24贴合,所述压装块27的宽度大于卡扣的宽度。
57.设置上述结构,起到对卡扣翘起的一边进行压制的作用,同时也是对卡扣进行另一侧压装的作用,达到两侧都同时进行压装的效果,保证安装品质。
58.在使用中,包括以下工艺步骤:
59.一:上料
60.步骤一:卡扣振动盘自动送料机构将方向准确的卡扣输送至仿形定位块内,方向不对的卡扣直接掉落到收料框内;
61.步骤二:一号左右移栽气缸运动,将真空吸输送到仿形定位块的上方,然后上下移栽气缸向下运动,真空吸工作将卡扣吸附,上下移栽气缸恢复原位;
62.步骤三:二号左右移栽气缸,将吸附有卡扣的真空吸继续向前输送直至餐盒盒盖安装卡扣的定位块上;
63.步骤四:上下移栽气缸向下运动,放置在需要的位置;
64.步骤五:上下移栽气缸、二号左右移栽气缸和一号左右移栽气缸均恢复到初始位置进行循环运动。
65.二、规整
66.步骤一:移栽机构将卡扣放置仿形定位工装夹具上,同时盒盖也放置在盒盖卡槽和仿形定位夹具之间的间隙上;
67.步骤二:位于结构顶部的压装机构向下压制完成压装工作。
68.三、压装
69.步骤一:底部的盒盖和卡扣均放置到准备位置;
70.步骤二:盒盖压紧机构下行,压紧板8抵压在盒盖上面,固定住;
71.步骤三:预压紧浮动定位机构下行,仿形块9抵压在卡扣的一侧,将卡扣的一侧卡入盒盖,另一侧翘起;
72.步骤四:平推压装机构前行,推动块5从侧面对卡扣进行精准定位;
73.步骤五:卡扣压装机构下行,压装块12将卡扣的另一侧卡入盒盖,完成餐盒盒盖两侧的安装;
74.步骤六:盒盖压紧机构、预压紧浮动定位机构、平推压装机构和卡扣压装机构恢复原位,盒盖旋转90度,重复上述动作,完成对餐盒盒盖另两侧的安装。
75.上述实施例仅例示性说明本专利申请的原理及其功效,而非用于限制本专利申请。任何熟悉此技术的人士皆可在不违背本专利申请的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本专利申请所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本专利请的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1