机器人辅助激光实时探测加工或蚀除一体化装置和方法
1.本发明涉及激光加工技术领域,特别涉及一种机器人辅助激光实时探测加工或蚀除一体化装置和方法。
背景技术:
2.机器人辅助激光实时加工或蚀除,与机器人辅助机械加工或蚀除相较,具有精度高、自由度高、重复性好与非接触等独特优势,并且激光的扫描速度可以达到每秒数千毫米,其工作效率远高于传统机械加工或蚀除。然而,激光加工或蚀除过程中材料内部的处理深度与材料属性难以测量和识别,导致无法精确控制和判断激光作用过程,难以避免非计划性组织创伤,且在过程中还往往存在热积累严重、排屑困难等问题。
3.目前国内外报道的机械臂辅助激光加工的实时位置探测主要通过摄像测量装置(如ccd相机)解决。公开在2019年1月4日的授权号为zl201811229793.9的中国专利,提出了一种基于小同轴激光加工系统的成像定位加工方法,该方法通过图像采集器调节激光光路与影像系统光路二者同轴,然而此方法受影像系统视野影像较大,每加工完一个区域都需要移动视野,不但操作复杂、精度低,还难以保证激光加工全过程完全位于激光焦平面上,直接影响激光加工的效率和效果。公开在2019年8月6日的公开号为cn110090075a的中国专利中,提供了一种基于光信号监测的飞秒激光骨手术方法通过监测溅射物的激光激发信号调节激光参数,然而,此方法无法获知待手术部位的位置和材料属性信息,无法避免由于不适当的去除进给轨迹导致的超出计划手术深度、烧蚀阈值所引起的光烧蚀损伤。
4.激光与物体的相互作用以热烧蚀机制为主,液体介质辅助激光加工或蚀除能够降低激光对物体造成的热损伤。中国专利201410331680.5(公开日2014年11月5日)与201910909131.4(公开日2019年12月13日)分别公开了液体介质辅助激光手术和加工的装置和方法,但是外部液体介质的引入主要用于冷却,忽视了液体介质层对入射激光的干扰影响。目前国内外关于液体辅助激光加工或蚀除的报道局限于形成较好冷却效果的液体介质调整,而未从激光与液体介质耦合作用效应的角度考虑,形成一种能够实时监测和调控激光加工或蚀除中液层厚度的装置或方法,克服液体对激光能量存在的吸收或空化屏蔽而获得最好的激光加工/蚀除效果,现有冷却装置和方法的缺陷直接影响激光加工或蚀除的安全性和工作效果。
5.为了克服上述问题,本发明提出一种机器人辅助激光实时探测加工或蚀除一体化装置和方法,其探测和控制均通过非接触方式实施,实现激光加工或蚀除实时的数字化测量和自动化控制,突破现有机器人辅助激光加工或蚀除装置和方法的精度和效率瓶颈。
技术实现要素:
6.本发明的目的在于提供一种机器人辅助激光实时探测加工或蚀除一体化装置和方法,以克服现有技术的不足。
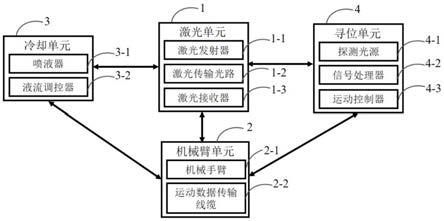
7.一种机器人辅助激光实时探测加工或蚀除一体化装置和方法,包括激光单元(1)、
机械臂单元(2)、冷却单元(3)和寻位单元(4),其中:
8.激光单元(1)包括激光发射器(1
‑
1)、激光传输光路(1
‑
2)和激光接收器(1
‑
3),所述激光发射器(1
‑
1)尾部设有激光接收器(1
‑
3),激光发射器(1
‑
1)中部与激光接收器(1
‑
3)呈同轴心式配合。
9.机械臂单元(2)包括机械手臂(2
‑
1)和运动数据传输线缆(2
‑
2),其运动端通过连接架分别与激光单元(1)联动连接;在机械臂单元(2)的动力作动下,激光单元(1)能够按照规划路径完成待加工或蚀除部位的激光作用。
10.冷却单元(3)包括喷水器(3
‑
1)与液流调控器(3
‑
2),液流调控器(3
‑
2)与激光发射器(1
‑
1)连接,通过激光接收器(1
‑
3)测定液层厚度和流动参数,并将其反馈给水流调控器(3
‑
2),对水冷介质的流量和流速进行实时调控。
11.寻位单元(4)包括探测光源(4
‑
1)、信号处理器(4
‑
2)与运动控制器(4
‑
3),探测光源(4
‑
1)发射探测光照射于待加工或蚀除物体表面,信号处理器(4
‑
2)接收并加权物体表面反射光信号,并根据接收信号内的稳态误差计算出待加工或蚀除物质的位置信号和材料属性信息,将信号通过运动数据传输线缆(2
‑
2)传输给机械手臂(2
‑
1),精确调控激光作用过程中机械手臂(2
‑
1)的末端的运动进给和激光发射器(1
‑
1)的开关光。
12.进一步地,激光接收器(1
‑
3)被固定安装在激光发射器(1
‑
1)出口,激光接收器(1
‑
3)内可配有发散角准直整形器与信号放大器;冷却单元(3)将冷却介质喷在待加工或蚀除的物体表面后,通过激光接收器(1
‑
3)获得待加工或蚀除物体的位置信息反馈给机械臂单元(2)实现激光单元(1)的焦平面自动找寻。
13.进一步地,激光发射器(1
‑
1)发射出脉冲能量为i、重频为τ的激光束并辐照在液体介质流速为v的待加工或蚀除物体表面上,通过激光接收器(1
‑
3)所得的水层厚度h满足下式:式中ρ为液体介质的密度,并调节流动参数(雷诺数re),re≤2300,能够有效抑制光致空化,最大限度将激光的能量作用在材料上,提高加工效率。
14.进一步地,所述机械臂单元(2)的运动端能够实现激光单元(1)在物体部位内部的相对位置调整,使得激光单元(1)在每一次激光加工过程中始终位于激光发射器(1
‑
1)的焦平面上。所述激光接收器(1
‑
3)探测到附着有液体介质上表面距离为h1,水层厚度h,所述寻位单元(4)中信号处理器(4
‑
2)测得已作用深度h2,所述机械臂单元(2)的运动端到待加工或蚀除位置的距离通过运动控制器(4
‑
3)自动调节为h=h1+h
‑
h2,将激光聚焦于流水层下待加工或蚀除的物体表面。
15.进一步地,寻位单元(4)的信号处理器(4
‑
2)通过解耦光信号识别待加工或蚀除物体的密度、成分等材料属性。材料属性不变,激光发射器(1
‑
1)持续出光;一旦材料属性发生改变,信号处理器(4
‑
2)将信号反馈给激光发射器(1
‑
1),并关闭激光。
16.基于上述的技术方案,本发明相对于现有装置和方法,具有如下的有益效果:
17.(1)本发明在加工过程中通过激光接收器(1
‑
3)实时监测物体表面液层厚度,反馈给冷却单元(3)的液流调控器(3
‑
2)调节液体介质流速和流量,能够抑制光致空化,促进激光能量在液体介质层中的传输,提高激光能量的利用率。
18.(2)本发明中,通过寻位单元(4)在激光加工过程中实时探测已加工或蚀除深度,并将其反馈给机械臂单元(2),对已经处理的材料内部进行测量,反馈给机械臂行进行位置
标定及精度补偿;并通过对待加工或蚀除组织材料属性的识别,避免激光对非计划作用组织造成的损伤,通过待加工或蚀除材料属性的精确辨识提高激光加工的精度和安全性。
附图说明
19.图1为本发明所述机器人辅助激光实时探测加工或蚀除装置的组成示意图
20.图2为本发明所述机器人辅助激光实时探测加工或蚀除方法的流程示意图
具体实施方式
21.下面结合具体实施例,对本发明作进一步说明。
22.本发明提供一种机器人辅助激光实时探测加工或蚀除一体化装置和方法,如图1所示,包括:激光单元(1)、机械臂单元(2)、冷却单元(3)和寻位单元(4)。
23.所述激光单元(1)通过机械臂单元(2)的运动被带动到目标物体上方,通过激光传输光路(1
‑
2)将光信号传输给激光接收器(1
‑
3)获得待加工或蚀除物体的位置信息反馈给机械臂单元(2)实现激光发射器(1
‑
1)的焦平面自动找寻。
24.所述冷却单元(3)开启后,通过激光接收器(1
‑
3)测定液层厚度和流动参数,据此调整液流控器(3
‑
2)的液体参数从喷液器(3
‑
1)输出以配适激光发射器(1
‑
1)所设置的激光参数,液层厚度满足最大限度降低光致空化发生的可能性。
25.所述寻位单元(4)将探测光源(4
‑
1)发射出的探测光照射于待加工或蚀除物体表面,信号处理器(4
‑
2)接收并加权物体表面反射光信号,并根据接收信号内的稳态误差计算出待加工或蚀除物质的位置信号和材料属性信息,将信号通过运动控制器(4
‑
3)传输给机械臂单元(2)和激光单元(1),精确调控激光作用过程中机械手臂的末端的运动进给和激光的开关。
26.实施例1:
27.本发明用于离体骨的激光去除,具体实施装置如图1所示。
28.如图1所示,此装置包括:激光单元(1)、机械臂单元(2)、冷却单元(3)和寻位单元(4)。
29.所述激光单元(1)通过机械臂单元(2)的运动被带动到目标物体上方,通过激光传输光路(1
‑
2)将光信号传输给激光接收器(1
‑
3)获得待加工物体的位置信息反馈给机械臂单元(2)实现激光发射器(1
‑
1)的焦平面自动找寻,此时激光发射器(1
‑
1)位于待手术离体猪胫骨上方10mm。
30.所述冷却单元(3)开启后,通过激光接收器(1
‑
3)测定液层厚度和流动参数,据此调整液流控器(3
‑
2)的液体参数从喷液器(3
‑
1)输出以配适激光发射器(1
‑
1)所设置的激光参数,在激光单元(1)中输入激光参数脉冲能量i=3.0j、重频τ=30hz,调控水流调控器(3
‑
2),水流速v=4m/s。
31.调节液流控制器(3
‑
2),使水层厚度h=1mm<6.5mm,水层厚度h=1mm<6.5mm,液层厚度满足流动参数re=1000。
32.所述寻位单元(4)将探测光源(4
‑
1)发射出的探测光照射于待加工物体表面,信号处理器(4
‑
2)接收并加权物体表面反射光信号,并根据接收信号内的稳态误差计算出待加工物质的位置信号和材料属性信息,并将信号通过运动控制器(4
‑
3)传输给机械臂单元(2)和激光单元(1),精确调控激光作用过程中机械手臂的末端的运动进给和激光的开关,直至完成。
33.实施例2:
34.本发明用于复合金属板材的激光钻切,具体实施方式如图2所示。
35.步骤100,开启本发明所述机器人辅助激光实时探测加工或蚀除一体化装置和方法。
36.步骤105,通过机械臂单元(2)的运动将激光单元(1)带动到复合板材上方,开启冷却单元(3),通过激光接收器(1
‑
3)测得液层厚度h=3mm。
37.步骤110,通过激光接收器(1
‑
3)获得待钻切复合板材的位置信息反馈给机械臂单元(2)实现激光发射器(1
‑
1)的焦平面自动找寻,此时激光发射器(1
‑
1)位于待钻切复合金属板材上方20mm。
38.步骤115,在激光单元(1)中输入激光参数脉冲能量i=2.0j、重频τ=30hz,调控水流调控器(3
‑
2),水流速v=5m/s。
39.步骤120,比较参数,检测激光参数与液层厚度是否适配,如不适配,转到步骤125,调节液流控制器(3
‑
2);按照步骤115的参数设置,水层厚度h=1.6mm<3.6mm,液层厚度满足流动参数re=2150。
40.步骤130,寻位单元(4)中的探测光源辐照在待钻切复合金属板材上,通过信号处理器(4
‑
2)记录和处理探测光源(4
‑
1)与待加工材料表面相互作用所产生的光信号,光信号由采样率为330khz的模拟数字转换器处理。滤波放大每个激光脉冲的信号,每个脉冲采样128个数据位。利用小波能量谱衡量光信号中的谐波分量,采集材料属性信号。
41.步骤135,实时监测待去除的复合金属板材材料属性是否为计划加工的材料。如不是,转到步骤140,终止激光单元(1)和机械臂单元(2)工作;如是,继续步骤145,机械臂单元(2)按照预设轨迹带动激光单元工作。
42.步骤150,信号处理器(4
‑
2)根据小波能量谱的变化识别待加工复合金属板材的边界,解耦光信号与深度相关的预估模型。
43.步骤155,激光接收器(1
‑
3)探测到附着有液体层上表面距离h1=22mm,水层厚度h=1.6mm,所述寻位单元(4)中信号处理器(4
‑
2)测得已去除深度h2=3.6mm,所述机械臂单元(2)的运动端到待加工位置的距离通过运动控制器(4
‑
3)自动调节为h=h1+h
‑
h2=20mm,将激光聚焦于流水层下待去除的复合金属板材表面。
44.步骤160,每次激光钻切完毕后,寻位单元(4)通过反射光信号解析出材料密度等属性,当探测到的复合板材属性不变,机械臂单元(2)的运动端根据寻位单元(2)反馈的位置信息在在去除部位内部的相对位置调整,使得激光单元(1)在每一次激光钻切过程中始终准确聚焦于激光发射器(1
‑
1)的焦平面上。
45.步骤165,实时监测待去除的复合金属板材材料属性是否为计划加工的材料。如不是,转到步骤170,终止激光单元(1)和机械臂单元(2)工作;如是,继续步骤160,机械臂单元
(2)按照预设轨迹带动激光单元工作,直至计划加工的材料完全去除。
46.至此,本领域技术人员应认识到,虽然本文已详尽示出和描述了本发明的多个示例性实施例,但是,在不脱离本发明精神和范围的情况下,仍可根据本发明公开的内容直接确定或推导出符合本发明原理的许多其他变型或修改。因此,本发明的范围应被理解和认定为覆盖了所有这些其他变型或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1