一种太阳能电池板安装抓手的制作方法
1.本发明涉及一种太阳能电池板安装抓手。
背景技术:
2.现代能源中,由于传统能源严重影响气候变化,导致社会越来越多的转向清洁能源,其中太阳能是一种极为重要的清洁能源。而利用太阳能,则必须使用具有光电能量转换效应的太阳能电池板。
3.太阳能电池板(solar panel)是通过吸收太阳光,将太阳辐射能通过光电效应或者光化学效应直接或间接转换成电能的装置,大部分太阳能电池板的主要材料为“硅”。
4.现有技术中,由于大型太阳能电池板的安装、转移主要通过抓取太阳能电池板底部进行。但在小型太阳能电池板安装时,经常需要抓取太阳能电池板正面,这样的操作会导致太阳能电池板正面被油污、灰尘污染,降低光电能量转换效率。
技术实现要素:
5.本发明公开了一种太阳能电池板安装抓手,其通过在杆件中埋设双向真空机和气路总线,并连通空心连杆和吸盘,通过把手操控控制杆以控制双向真空机的开关,实现抓手的四点真空吸附固定,实现从太阳能电池板正面安装、转移、微调等操作,有效防止太阳能电池板正面被油污、灰尘污染。
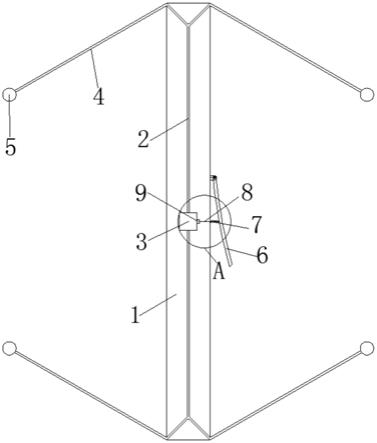
6.一种太阳能电池板安装抓手,所述太阳能电池板安装抓手包括杆件1,所述杆件1内部埋设2条分别独立的气路总线2,所述2条气路总线2均与双向真空机3相连;所述杆件1的两端各有2个空心连杆4,所述空心连杆4的端部设有吸盘5,所述吸盘5通过所述空心连杆4与所述气路总线2连通;所述杆件1的中部设有一端活动连接的把手6,所述把手6中部通过弹性复位件7与所述杆件1相连,所述把手6中部连接控制杆8,所述控制杆8的另一端抵接所述双向真空机3的开关9。
7.进一步的,所述把手6以铰接的方式与所述杆件1活动连接。
8.进一步的,所述弹性复位件7为弹簧或弹簧片。
9.进一步的,所述吸盘5的材质为:
10.丙烯酸酯橡胶30~50份,硅橡胶15~20份,氟橡胶3~5份,纳米电石粉1~3份,缩水甘油丁酯8~10份,钛酸四异丙酯0.1~0.3份,以上均为质量份。
11.进一步的,所述吸盘5的制备方法为:
12.(1)称取配方量的丙烯酸酯橡胶、硅橡胶、氟橡胶、纳米电石粉,加入配方量80%的缩水甘油丁酯,然后高速混合,制得预制胶液;
13.(2)将钛酸四异丙酯分散于配方量20%的缩水甘油丁酯,然后加入预制胶液,经高速混合后,加入真空熔炼机,在-0.09mpa~-0.095mpa、220℃~240℃条件下熔炼1h~3h,然后升温至250℃~270℃条件下熔炼1h~3h,制得注模胶液;
14.(3)将注模胶液进行注模,冷却脱模后制得吸盘。
15.本发明的优点:本发明通过在杆件中埋设双向真空机和气路总线,并连通空心连杆和吸盘,通过把手操控控制杆以控制双向真空机的开关,实现抓手的四点真空吸附固定,实现从太阳能电池板正面安装、转移、微调等操作,有效防止太阳能电池板正面被油污、灰尘污染;同时特制的吸盘自清洁且耐老化极佳,防止长时间使用后污染太阳能电池板表面。
附图说明
16.图1为本发明抓手的剖面示意图;
17.图2为本发明控制杆的放大示意图;
18.图中,1-杆件,2-气路总线,3-双向真空机,4-空心连杆,5-吸盘,6-把手,7-弹性复位件,8-控制杆,9-开关
具体实施方式
19.实施例1
20.一种太阳能电池板安装抓手,其包括杆件1,杆件1内部埋设2条分别独立的气路总线2,2条气路总线2均与双向真空机3相连;杆件1的两端各有2个空心连杆4,空心连杆4的端部设有吸盘5,吸盘5通过空心连杆4与气路总线2连通;杆件1的中部设有一端铰接的把手6,把手6中部通过弹性复位件7与杆件1相连,把手6中部连接控制杆8,控制杆8的另一端抵接双向真空机3的开关9;其中
21.吸盘5的材质为:
22.丙烯酸酯橡胶30份,硅橡胶15份,氟橡胶3份,纳米电石粉1份,缩水甘油丁酯8份,钛酸四异丙酯0.1份,以上均为质量份。
23.所述吸盘5的制备方法为:
24.(1)称取配方量的丙烯酸酯橡胶、硅橡胶、氟橡胶、纳米电石粉,加入配方量80%的缩水甘油丁酯,然后高速混合,制得预制胶液;
25.(2)将钛酸四异丙酯分散于配方量20%的缩水甘油丁酯,然后加入预制胶液,经高速混合后,加入真空熔炼机,在-0.09mpa、240℃条件下熔炼1h,然后升温至270℃条件下熔炼1h,制得注模胶液;
26.(3)将注模胶液进行注模,冷却脱模后制得吸盘。
27.实施例2
28.一种太阳能电池板安装抓手,其结构同实施例1,其吸盘5的材质为:
29.丙烯酸酯橡胶40份,硅橡胶16份,氟橡胶4份,纳米电石粉2份,缩水甘油丁酯9份,钛酸四异丙酯0.2份,以上均为质量份。
30.所述吸盘5的制备方法为:
31.(1)称取配方量的丙烯酸酯橡胶、硅橡胶、氟橡胶、纳米电石粉,加入配方量80%的缩水甘油丁酯,然后高速混合,制得预制胶液;
32.(2)将钛酸四异丙酯分散于配方量20%的缩水甘油丁酯,然后加入预制胶液,经高速混合后,加入真空熔炼机,在-0.095mpa、230℃条件下熔炼2h,然后升温至255℃条件下熔炼2h,制得注模胶液;
33.(3)将注模胶液进行注模,冷却脱模后制得吸盘。
34.实施例3
35.一种太阳能电池板安装抓手,其结构同实施例1,其吸盘5的材质为:
36.丙烯酸酯橡胶50份,硅橡胶20份,氟橡胶5份,纳米电石粉3份,缩水甘油丁酯10份,钛酸四异丙酯0.3份,以上均为质量份。
37.所述吸盘5的制备方法为:
38.(1)称取配方量的丙烯酸酯橡胶、硅橡胶、氟橡胶、纳米电石粉,加入配方量80%的缩水甘油丁酯,然后高速混合,制得预制胶液;
39.(2)将钛酸四异丙酯分散于配方量20%的缩水甘油丁酯,然后加入预制胶液,经高速混合后,加入真空熔炼机,在-0.095mpa、220℃条件下熔炼3h,然后升温至250℃条件下熔炼3h,制得注模胶液;
40.(3)将注模胶液进行注模,冷却脱模后制得吸盘。
41.对比例1
42.一种太阳能电池板安装抓手,其吸盘5的材质为:丙烯酸酯橡胶28份,硅橡胶12份,氟橡胶2份,纳米电石粉0.8份,缩水甘油丁酯6份,钛酸四异丙酯0.05份,以上均为质量份,其余同实施例2。
43.对比例2
44.一种太阳能电池板安装抓手,其吸盘5的材质为:丙烯酸酯橡胶55份,硅橡胶21份,氟橡胶6份,纳米电石粉4份,缩水甘油丁酯12份,钛酸四异丙酯0.4份,以上均为质量份,其余同实施例2。
45.对比例3
46.一种太阳能电池板安装抓手,其吸盘5的材质中未添加纳米电石粉,其余同实施例2。
47.对比例4
48.一种太阳能电池板安装抓手,其吸盘5的材质中未添加钛酸四异丙酯,其余同实施例2。
49.对比例5
50.一种太阳能电池板安装抓手,其吸盘5的材质中以甲苯取代缩水甘油丁酯,其余同实施例2。
51.对比例6
52.一种太阳能电池板安装抓手,其吸盘5的制备方法为:
53.(1)称取配方量的丙烯酸酯橡胶、硅橡胶、氟橡胶、纳米电石粉,加入配方量80%的缩水甘油丁酯,然后高速混合,制得预制胶液;
54.(2)将钛酸四异丙酯分散于配方量20%的缩水甘油丁酯,然后加入预制胶液,经高速混合后,加入真空熔炼机,在-0.08mpa、210℃条件下熔炼4h,然后升温至240℃条件下熔炼4h,制得注模胶液;
55.(3)将注模胶液进行注模,冷却脱模后制得吸盘;其余同实施例2。
56.对比例7
57.一种太阳能电池板安装抓手,其吸盘5的制备方法为:
58.(1)称取配方量的丙烯酸酯橡胶、硅橡胶、氟橡胶、纳米电石粉,加入配方量80%的
缩水甘油丁酯,然后高速混合,制得预制胶液;
59.(2)将钛酸四异丙酯分散于配方量20%的缩水甘油丁酯,然后加入预制胶液,经高速混合后,加入真空熔炼机,在-0.08mpa、250℃条件下熔炼1h,然后升温至280℃条件下熔炼1h,制得注模胶液;
60.(3)将注模胶液进行注模,冷却脱模后制得吸盘;其余同实施例2。
61.对比例8
62.一种太阳能电池板安装抓手,其吸盘5的制备方法中:配方量的丙烯酸酯橡胶、硅橡胶、氟橡胶、纳米电石粉、缩水甘油丁酯、钛酸四异丙酯直接混合,其余同实施例2。
63.对比例9
64.一种太阳能电池板安装抓手,其吸盘5的制备方法中:熔炼为在-0.095mpa、255℃条件下熔炼4h,其余同实施例2。
65.性能测试:
66.1、将上述各实施例和对比例制得的吸盘以配制的人工汗液喷淋,每日3次,持续7天,然后观察吸盘表面是否有油渍;
67.2、将上述各实施例和对比例制得的吸盘放置于户外30天,然后观察吸盘表面是否有可见灰尘;
68.3、按照astm d1148《橡胶紫外光变色标准》,以氙弧光为照射光源,测试上述各实施例和对比例制得的吸盘的光老化色差值δe。
69.试样油渍情况灰尘情况光老化色差值δe实施例1无无3.5实施例2无无2.6实施例3无无2.9对比例1少量少量15.2对比例2少量少量11.1对比例3较多少量16.4对比例4少量少量19.5对比例5较多较多7.7对比例6较多较多9.3对比例7较多较多14.6对比例8少量较多9.1对比例9较多较多10.4
70.最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1