一种吸管切斜口机构的制作方法
1.本实用新型涉及吸管包装设备,具体涉及一种吸管切斜口机构。
背景技术:
2.吸管在包装前,需要对其端部进行切斜口处理,形成尖口,便于使用。切斜口机构是设于吸管包装机上的重要机构,其工作效率和切割质量直接影响吸管包装机的效率和包装质量,因此设计一种结构合理,工作效率高的吸管切斜口机构对于提升吸管包装机的质量有重要意义。
技术实现要素:
3.本实用新型的目的是提供一种吸管切斜口机构,其应用于吸管包装机中,该机构工作效率高,切割质量好。
4.本实用新型采用的技术方案是:
5.一种吸管切斜口机构,包括机架板,所述机架板上可转动设有沿水平方向延伸的圆刀轴和切刀辊轴,圆刀轴及切刀辊轴的两端均向外伸出,圆刀轴的前伸出端固定套装圆刀盘,后伸出端连接圆刀驱动电机,圆刀驱动电机驱动圆刀轴转动;切刀辊轴的前伸出端固定套装切刀辊组件,后伸出端连接切刀辊驱动电机,切刀辊驱动电机驱动切刀辊轴转动;切刀辊组件包括第一切刀辊和第二切刀辊,第一切刀辊和第二切刀辊的辊面均轴向贯通设有若干吸管支撑槽,所述吸管支撑槽沿切刀辊辊面周向均匀分布,第一切刀辊和第二切刀辊的吸管支撑槽结构相同且一一对应设置,第一切刀辊的吸管支撑槽上周向设有与圆刀盘刀刃部形状适配的斜开口,第一切刀辊与圆刀盘转动相切将支撑在吸管支撑槽中的吸管的端部切成斜口。
6.采用上述技术方案,切刀辊驱动电机驱动切刀辊组件转动,吸管卡持在第一切刀辊和第二切刀辊的吸管支撑槽中跟随切刀辊组件同步转动,圆刀驱动电机驱动圆刀盘转动,圆刀盘转动过程中其刀刃部插入第一切刀辊的斜开口中,与斜开口转动相切将支撑在吸管支撑槽中的吸管的端部切成斜口。通过控制切刀辊驱动电机和圆刀驱动电机控制圆刀盘与切刀辊的转速适配,切刀辊转动一周即可完成若干根吸管的切斜口,工作效率高。吸管支撑槽及斜开口的结构设计可稳定支撑多个吸管,吸管斜口的切割精度高,切割质量好。
7.进一步地,所述斜开口的深度大于吸管支撑槽的深度。确保圆刀盘的刀刃部贯穿吸管直径,切割质量高。
8.更进一步地,所述斜开口的前侧面为竖直面,后侧面为斜面,所述竖直面与斜面通过平面连接,所述平面为斜开口的底面;所述底面向第一切刀辊的中心垂直延伸形成截面为矩形的环形槽。可避免圆刀盘插入斜开口时刀刃部与斜开口底面的摩擦,可进一步提高切割精度。
9.进一步地,第二切刀辊包括吸管支撑部和辊体固定部,吸管支撑部上设有吸管支撑槽,吸管支撑部由辊体固定部的一端径向向外突出形成,辊体固定部的中心设有安装孔,
第二切刀辊通过所述安装孔固定套在切刀辊轴上,第一切刀辊固定套装在第二切刀辊的辊体固定部上。第一切刀辊和第二切刀辊安装为一个组件,可提高安装质量及安装效率。
10.进一步地,切刀辊组件还包括第三切刀辊,第三切刀辊位于第二切刀辊的后侧,第三切刀辊与第一切刀辊及第二切刀辊共同支撑吸管。第三切刀辊的辊面可设置较宽的吸管支撑槽,用于支撑u形吸管,提高本装置的实用性。
11.更进一步地,第三切刀辊的后侧设有挡圈,所述挡圈的前侧面抵靠吸管的后端,用于定位吸管的轴向位置。提高吸管的定位稳定性,提高切割质量。
12.本实用新型的有益效果:本技术通过控制切刀辊驱动电机和圆刀驱动电机控制圆刀盘与切刀辊的转速适配,切刀辊转动一周即可完成若干根吸管的切斜口,工作效率高。吸管支撑槽及斜开口的结构设计可稳定支撑多个吸管,吸管斜口的切割精度高,切割质量好。
附图说明
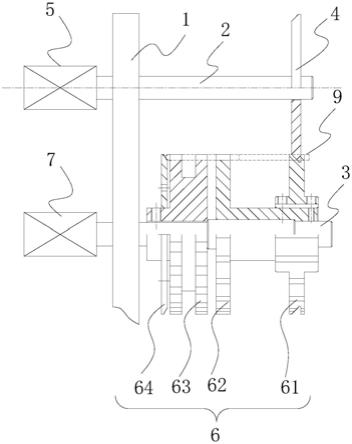
13.图1是本实用新型的吸管切斜口机构的结构示意图。
14.图2是本实用新型的第二切刀辊的结构示意图。
15.图3是图2的侧视图。
16.图4是图2中a处的局部放大图。
具体实施方式
17.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图及一种优选的实施方式对本实用新型的技术方案进行清楚、完整地描述。
18.参阅图1~图4,本实施例提供一种吸管切斜口机构,包括机架板1,所述机架板上可转动设有沿水平方向延伸的圆刀轴2和切刀辊轴3,圆刀轴2及切刀辊轴3的两端均向外伸出,圆刀轴2的前伸出端固定套装圆刀盘4,后伸出端连接圆刀驱动电机5,圆刀驱动电机5驱动圆刀轴2转动;切刀辊轴3的前伸出端固定套装切刀辊组件6,后伸出端连接切刀辊驱动电机7,切刀辊驱动电机7驱动切刀辊轴3转动;切刀辊组件6包括第一切刀辊61和第二切刀辊62,第一切刀辊和第二切刀辊的辊面均轴向贯通设有若干吸管支撑槽,所述吸管支撑槽沿切刀辊辊面周向均匀分布,第一切刀辊和第二切刀辊的吸管支撑槽结构相同且一一对应设置,第二切刀辊的吸管支撑槽611上周向设有与圆刀盘刀刃部形状适配的斜开口612,第一切刀辊61与圆刀盘4转动相切将支撑在吸管支撑槽中的吸管9的端部切成斜口。下面对各零件的结构和连接关系做详细说明。
19.机架板1为吸管包装机的包装机构、覆膜机构、切割机构的安装支架。圆刀轴2和切刀辊轴3通过轴承可转动设于机架板1中,圆刀驱动电机5和切刀辊驱动电机7分别通过螺栓固定安装在机架板1的后侧,电机轴向前伸出分别同轴固定连接圆刀轴2和切刀辊轴3。
20.作为优选地,第二切刀辊62包括吸管支撑部和辊体固定部,吸管支撑部上设有吸管支撑槽,吸管支撑部由辊体固定部的一端径向向外突出形成,辊体固定部的中心设有安装孔,第二切刀辊通过所述安装孔固定套在切刀辊轴3上。第一切刀辊61的中心部设有带键槽的通孔,通孔直径与第二切刀辊62的辊体固定部的外径适配,第一切刀辊61套装在第二切刀辊62的辊体固定部上,通过键限定第一切刀辊61和第二切刀辊62的相对转动,通过定位螺钉固定第一切刀辊61的径向位移。第一切刀辊和第二切刀辊安装为一个组件,可提高
安装质量及安装效率。
21.作为优选地,第一切刀辊的辊面轴向贯通设有若干吸管支撑槽61,所述吸管支撑槽61沿切刀辊辊面周向均匀分布,吸管支撑槽611上周向设有与圆刀盘刀刃部形状适配的斜开口612,所述斜开口612的深度大于吸管支撑槽611的深度,确保圆刀盘的刀刃部贯穿吸管直径,切割质量高。所述斜开口612的前侧面为竖直面6121,后侧面为斜面6122,竖直面6121与斜面6122通过平面6123连接,平面6123为斜开口的底面,所述底面向第一切刀辊61的中心垂直延伸,形成截面为矩形的环形槽。可避免圆刀盘插入斜开口时刀刃部与斜开口底面的摩擦,可进一步提高切割精度。
22.作为优选地,切刀辊组件6还包括第三切刀辊63,第三切刀辊63固定套装在切刀辊轴3上且位于第二切刀辊62的后侧,第三切刀辊63的辊面设置可容纳u形吸管u形部分的较宽的吸管支撑槽,u形吸管的单管由第一切刀辊61和第二切刀辊62支撑。第三切刀辊63的设置可提高本装置的实用性。
23.作为优选地,切刀辊组件6还包括挡圈64,挡圈64固定套装在切刀辊轴3上且位于第三切刀辊63的后侧,所述挡圈64的前侧面抵靠吸管9的后端,用于定位吸管2的轴向位置。提高吸管的定位稳定性,提高切割质量。
24.本技术工作时,切刀辊驱动电机7驱动切刀辊组件6转动,吸管9卡持在吸管支撑槽611中跟随切刀辊组件同步转动,圆刀驱动电机5驱动圆刀盘4转动,圆刀盘4转动过程中其刀刃部插入第一切刀辊61的斜开口612中,圆刀盘4与第一切刀辊61转动相切将支撑在吸管支撑槽中的吸管9的端部切成斜口。
25.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1