一种适用于长工件的等长切割装置的制作方法
1.本实用新型涉及一种切割装置,特别是一种能够将长工件切割成长度相同的各段,属于切割设备技术领域。
背景技术:
2.在生产工件中,为了提高生产效率,有时会不单独生产工件,而是对长工件分成若干个等距的段,然后在各个段内进行相同的加工,最后再对长工件进行等距切割,将长工件切割成结构长度都完全一致的单独工件;这种生产方式相比单独生产各个工件的工作效率提高了很多,而且也减少了生产成本;但是,在实际生产中,切割机切割出来的各个段的长度有时会不精准,导致切割出来的工件长度不一,严重影响了产品质量,提高了生产成本;故需要一种切割装置,要求它能够精确切割出各段长度一致的工件。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种适用于长工件的等长切割装置,它能够提高切割机的切割精度,从而确保切割出来的产品长度一致。
4.本实用新型所述问题是通过以下技术方案解决的:
5.一种适用于长工件的等长切割装置,包括工件上料传送机构、工件出料传送机构、切割机构、红外感应部分、位移机构、plc和验孔部分;所述工件上料传送机构、验孔部分、切割机构和工件出料传送机构沿着直线依次排列设置;所述红外感应部分设置在工件出料传送机构的两侧;所述位移机构设置在切割机构的下方;所述验孔部分包括环形验孔机构、导向杆、导向套筒和立柱;所述导向杆数量为两个,两个导向杆相互平行,且均位于水平面内;所述导向杆的一端设置在切割机构上,导向杆的另一端穿设导向套筒,且导向套筒通过立柱设置在地面上;所述环形验孔机构的数量为多个,且其均设置在两侧的导向杆上;所述环形验孔机构包括圆环、u型滑块、磁性气缸和检测插条;所述圆环的侧壁外沿在水平面上的两侧设置有导向孔,此导向孔内穿设有导向杆;所述圆环的侧壁内沿轴向对称设置有多个定位孔;所述u型滑块的开口卡接在圆环的内壁上,且u型滑块的侧壁设置有通孔,螺栓同时穿设u型滑块侧壁上的通孔和圆环侧壁内沿上的定位孔;所述磁性气缸的壳体设置在u型滑块上;所述检测插条设置在磁性气缸的活塞杆上;所述磁性气缸与plc信号连接;所述工件上料传送机构、工件出料传送机构、切割机构、红外感应部分和位移机构均与plc信号连接。
6.上述适用于长工件的等长切割装置,所述位移机构包括滑轨、伺服电机、丝杠、丝杠螺母和轴承机构;所述滑轨设置在切割机构的下方,切割机构在滑轨上滑动;所述丝杠螺母设置在切割机构上;所述丝杠穿设丝杠螺母,且丝杠的一端连接伺服电机的输出轴,丝杠的另一端连接轴承机构;所述伺服电机和轴承机构均设置在地面上;所述伺服电机的信号控制端连接plc的信号输出端。
7.上述适用于长工件的等长切割装置,所述红外感应部分包括竖板、红外线发射器和红外线接收器;所述竖板数量为两个,且其分别设置在切割机构的两侧,两侧的竖板相互
平行;所述红外线接收器和红外线发射器的数量相同,且其分别设置在不同的竖板上;所述红外线发射器沿着水平直线等距设置在竖板内壁上,且对面竖板上的红外线接收器的排列与红外线发射器的排列相同且对应;所述红外线接收器的信号输出端连接plc的信号输入端。
8.上述适用于长工件的等长切割装置,所述磁性气缸包括气缸、磁环和磁感应开关;所述磁感应开关设置在气缸壳体外壁上;所述磁环设置在气缸活塞杆位于气缸壳体内部的一端上;所述磁感应开关的信号输出端连接plc的信号输入端。
9.本实用新型通过验孔部分和红外感应部分的配合,有效地对长工件待切割长度进行了检验,确保切割机下的工件长度是指定长度,避免了以往无法测量待切割长度,导致切割出来的工件长度达不到要求的意外情况发生,极大提高了长工件的切割效率以及精度,降低了生产成本。
附图说明
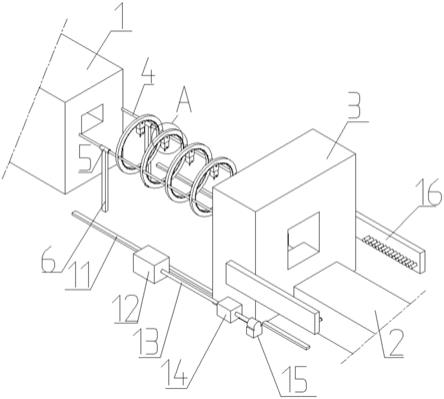
10.图1为本实用新型第一立体结构示意图;
11.图2为本实用新型a的局部放大结构示意图;
12.图3为本实用新型第二立体结构示意图。
13.图中各标号清单为:1.工件上料传送机构,2.工件出料传送机构,3.切割机构,4.导向杆,5.导向套筒,6.立柱,7.圆环,8.u型滑块,9.磁性气缸,10.检测插条,11.滑轨,12.伺服电机,13.丝杠,14.丝杠螺母,15.轴承机构,16.红外感应部分。
具体实施方式
14.参看图1、2和图3,本实用新型包括工件上料传送机构1、工件出料传送机构2、切割机构3、红外感应部分16、位移机构、plc和验孔部分;工件上料传送机构1用于传输长工件,且工件上料传送机构1还能够采集长工件经过的长度,并将此数据传递给plc,这是现有成熟的技术;工件出料传送机构2能够将各段切割完的单独工件传输至下一加工地点;红外感应部分16用于感应切割机构3内的工件长度,从而预先得知将要切割下来的工件长度是多长;位移机构用于使切割机构3位移,通过切割机构3的位移来调整待切割长度,从而减小误差;因为长工件上会有诸多加工孔,长工件被切割成若干个单独段的工件,而每个单独工件上的孔位置大小都一样,所以,当长工件就位,切割机构3要切割时,圆环7所包围的工件在特定空间位置是有孔洞的,如果这个特定空间位置没有孔洞,说明长工件位置有偏差,切割出来的工件长度会不达标准。
15.所述工件上料传送机构1、验孔部分、切割机构3和工件出料传送机构2沿着直线依次排列设置;所述红外感应部分16设置在工件出料传送机构2的两侧;所述位移机构设置在切割机构3的下方。
16.所述验孔部分包括环形验孔机构、导向杆4、导向套筒5和立柱6;所述导向杆4数量为两个,两个导向杆4相互平行,且均位于水平面内;所述导向杆4的一端设置在切割机构3上,导向杆4的另一端穿设导向套筒5,且导向套筒5通过立柱6设置在地面上;所述环形验孔机构的数量为多个,且其均设置在两侧的导向杆4上;所述环形验孔机构包括圆环7、u型滑块8、磁性气缸9和检测插条10;所述圆环7的侧壁外沿在水平面上的两侧设置有导向孔,此
导向孔内穿设有导向杆4;圆环7可以通过导向孔,在导向杆4上横向滑动;所述圆环7的侧壁内沿轴向对称设置有多个定位孔;所述u型滑块8的开口卡接在圆环7的内壁上,且u型滑块8的侧壁设置有通孔,螺栓同时穿设u型滑块8侧壁上的通孔和圆环7侧壁内沿上的定位孔;u型滑块8可以卡接在圆环7内壁上滑动,还可以通过螺栓将u型滑块8相对固定在圆环7上;所述磁性气缸9的壳体设置在u型滑块8上;所述检测插条10设置在磁性气缸9的活塞杆上;通过磁性气缸9的动作,来控制活塞杆的伸缩,从而控制检测插条10穿设工件上的孔洞;所述磁性气缸9与plc信号连接;所述工件上料传送机构1、工件出料传送机构2、切割机构3、红外感应部分16和位移机构均与plc信号连接。
17.所述位移机构包括滑轨11、伺服电机12、丝杠13、丝杠螺母14和轴承机构15;所述滑轨11设置在切割机构3的下方,切割机构3在滑轨11上滑动;所述丝杠螺母14设置在切割机构3上;所述丝杠13穿设丝杠螺母14,且丝杠13的一端连接伺服电机12的输出轴,丝杠13的另一端连接轴承机构15;伺服电机12带动丝杠13旋转,从而带动丝杠螺母14沿着丝杠13的轴心线方向移动,从而带动切割机构3在滑轨11上滑动;所述伺服电机12和轴承机构15均设置在地面上;所述伺服电机12的信号控制端连接plc的信号输出端。
18.所述红外感应部分16包括竖板、红外线发射器和红外线接收器;所述竖板数量为两个,且其分别设置在切割机构3的两侧,两侧的竖板相互平行;所述红外线接收器和红外线发射器的数量相同,且其分别设置在不同的竖板上;所述红外线发射器沿着水平直线等距设置在竖板内壁上,且对面竖板上的红外线接收器的排列与红外线发射器的排列相同且对应;所述红外线接收器的信号输出端连接plc的信号输入端;因为每个红外线接收器相对切割机构3的位置都是固定的,所以其相距切割机构3上的切刀距离也是恒定的,所以当长工件穿设切割机构3时,其突出切割机构3的部分会遮挡红外线,所以在没有接收到红外线的红外线接收器中距离切割机构3最远的那个红外线接收器相对切刀的距离就是工件预切割长度。
19.所述磁性气缸9包括气缸、磁环和磁感应开关;所述磁感应开关设置在气缸壳体外壁上;所述磁环设置在气缸活塞杆位于气缸壳体内部的一端上;所述磁感应开关的信号输出端连接plc的信号输入端;当气缸的活塞杆完全伸出时,也意味地检测插条10穿设了工件孔洞,说明此工件位置正确,该存在孔洞的地方有孔洞,此时活塞杆上的磁环会触发磁感应开关的信号,反之,如果工件就位错误,检测插条10被工件挡住,无法完全伸出,此时磁感应开关无法感应到气缸磁环的磁信号。
20.实际操作过程:工件在工件上料传送机构上被传送至切割机构3内,在工件上料传送机构和切割机构之间还有若干个圆环7包围着长工件;根据单段工件上加工孔的位置,调整各个圆环7上的u型滑块8的位置,直至,当长工件在切割机构3内就位预切割时,此预切割段工件相邻的待切割单独段上的孔洞,能够被各个检测插条10所穿插;然后开始正式作业;工件上料传送机构1将长工件送入切割机,工件上料传送机构1能够记录经过工件的长度,直至经过长度等于预计切割长度时,工件上料传送机构1停止运转,各个磁性气缸9动作,将检测插条10插入工件上的孔洞,如果全部的检查插条10都成功插入,说明长工件位置准确,然后切割机构3进行切割,切割下来的单独段工件从工件出料传送机构内传送走,然后工件上料传送机构1动作,将长工件继续往切割机构3内运送,直至有检测插条10无法插入孔洞,说明此时长工件位置不正确,切割下来的工件长度会有误差,此时红外感应部分16动作,被
遮挡红外线的红外线接收器中,距离切刀最远的那个红外线接收器相对于切刀的距离就是预切割长度,plc判断分析此时长工件预切割长度是长还是短,并计算差多长;plc控制伺服电机12动作,使切割机构3横向移动,伺服电机12可以精确控制其旋转圈数和角度,也就可以精确控制切割机构3横向移动的方位以及距离,通过plc的计算分析,切割机构位移至长工件预切割长度打标的位置,此时各个磁性气缸9再次动作,如果检测插条10全部插入孔洞,切割机构3动作,然后如此反复,将整条长工件切割成各段长度形状机构完全一致的单独工件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1