一种快易贴成型装置的制作方法
1.本实用新型涉及一种快易贴加工设备,尤指一种快易贴成型装置。
背景技术:
2.快易贴是用于吸收制品上,使吸收制品便于撕剥和包粘的产品。市场上的吸收制品,如卫生巾、护垫、乳垫、护理垫、纸尿裤、失禁垫等均设置有快易贴。目前绝大部分现有吸收制品的生产流水线上用的快易贴机构的结构比较简单,尤其是快易贴成型装置,既不能实现快易贴各种形状的切割成型,而且在流水线高速运转时,剪切出来的快易贴容易产生长短不一、歪斜的问题,因此,亟需一种剪切效果好、效率高的快易贴成型装置。
技术实现要素:
3.本实用新型的主要目的,在于提供一种快易贴成型装置,以解决剪切效果差的问题。
4.为解决上述技术问题,本实用新型采取的技术方案在于:
5.一种快易贴成型装置,包括:
6.机架;
7.上料辊,所述上料辊通过动力机构转动设置在所述机架上;
8.导向辊,所述导向辊为若干个,均转动设置在所述机架上;
9.主动辊,所述主动辊通过动力装置转动设置在所述机架上;
10.定位纠偏装置,所述定位纠偏装置设置在所述机架上,用于对快易贴物料进行校正;
11.输送机构,所述输送机构设置在所述机架上;
12.模切机构,所述模切机构设置在所述机架上,且位于所述输送机构远离所述定位纠偏装置的一侧,快易贴物料依次穿过所述上料辊、所述导向辊、所述主动辊、所述定位纠偏装置和所述输送机构,并伸入所述模切机构切割成型。
13.作为进一步的技术方案,所述模切机构包括:
14.刀架,所述刀架设置在所述机架上;
15.上刀模,所述上刀模转动设置在所述刀架上,所述上刀模为圆柱体,其侧表面上沿周向围绕设置有多个模切孔,每个所述模切孔的边缘处均围绕设置有凸起切割部;
16.吸风底辊,所述吸风底辊转动设置在所述刀架上,且位于所述上刀模的下方,所述吸风底辊与所述上刀模之间设置有供快易贴穿过的间隙,所述吸风底辊的侧表面上沿周向围绕设置有多个吸风孔。
17.作为进一步的技术方案,所述模切孔及其边缘处围绕设置的所述凸起切割部为圆形、菱形或椭圆形。
18.作为进一步的技术方案,所述吸风底辊的下方设置有用于放置待贴产品的传送带,所述吸风底辊上的成型快易贴随吸风底辊转动输送至所述传送带上的待贴产品上。
19.作为进一步的技术方案,所述上料辊为两个,沿横向并列设置在所述机架上。
20.作为进一步的技术方案,还包括:
21.拼接装置,所述拼接装置位于所述主动辊的一侧,所述拼接装置包括:
22.气缸,所述气缸固定在所述机架上;
23.安装座,所述安装座与所述气缸的活塞杆连接,且位于所述主动辊的一侧;
24.拼接辊,所述拼接辊为若干个,均转动设置在所述安装座相对于所述主动辊的侧面上,所述拼接辊与所述主动辊之间设置有供快易贴物料穿过的间隙。
25.作为进一步的技术方案,所述定位纠偏装置包括均设置在所述机架上的定位装置和纠偏器,快易贴物料依次穿过所述定位装置和所述纠偏器。
26.作为进一步的技术方案,所述定位装置包括:
27.底座,所述底座设置在所述机架上;
28.支撑柱,所述支撑柱设置在所述底座上;
29.调节座,所述调节座设置在所述支撑柱上方;
30.调节杆,所述调节杆沿竖直方向设置在所述支撑柱的顶部,所述调节杆穿设在所述调节座上,所述调节座以所述调节杆为轴转动;
31.调节辊,所述调节辊转动设置在所述调节座上。
32.作为进一步的技术方案,所述调节座通过调节装置转动设置在所述支撑柱上方,所述调节装置包括:
33.安装块,所述安装块固定在所述底座上,所述安装块上开设有螺纹通孔;
34.调节螺杆,所述调节螺杆通过螺纹沿横向穿设在所述螺纹通孔内,且所述调节螺杆的一端与所述调节座的底部转动连接;
35.手柄,所述手柄设置在所述调节螺杆的另一端。
36.作为进一步的技术方案,还包括:
37.收料装置,所述收料装置设置在所述机架上,且位于所述模切机构的一侧,用于收取所述模切机构模切后的快易贴边角料。
38.本实用新型的有益效果为:
39.本实用新型结构简单,快易贴物料依次穿过上料辊、导向辊、主动辊、定位纠偏装置和输送机构,并伸入模切机构切割成型,避免快易贴物料的传输路径偏斜,提高剪切效果。
附图说明
40.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
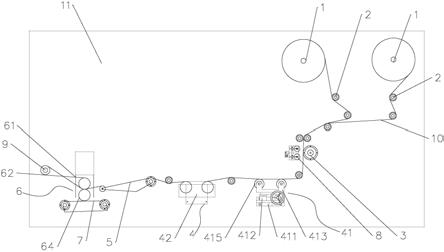
41.图1为本实用新型的结构示意图;
42.图2为本实用新型模切机构的结构示意图;
43.图3为本实用新型定位装置的立体结构示意图;
44.图4为本实用新型拼接装置的结构示意图。
45.附图标记说明
46.11、机架,1、上料辊,2、导向辊,3、主动辊,4、定位纠偏装置,41、定位装置,411、底座,412、支撑柱,413、调节座,414、调节杆,415、调节辊,416、调节装置,401、安装块,402、调
节螺杆,403、手柄,42、纠偏器,5、输送机构,6、模切机构,61、刀架,62、上刀模,63、模切孔,64、吸风底辊,65、吸风孔,7、传送带,8、拼接装置,81、气缸,82、安装座,83、拼接辊,9、收料装置,10、快易贴物料。
具体实施方式
47.下面结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是本实用新型还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广,因此本实用新型不受下面公开的具体实施例的限制。
48.如图1-图4所示,本实用新型提出了一种快易贴成型装置,包括机架11和均设置在机架11上的两个上料辊1、导向辊2、拼接装置8、主动辊3、定位纠偏装置4、输送机构5、模切机构6、传送带7和收料装置9,快易贴物料依次穿过上料辊1、导向辊2、拼接装置8与主动辊3之间、定位纠偏装置4和输送机构5,并伸入模切机构6切割成型。
49.上料辊1为两个,均通过动力机构转动并沿横向并列设置在机架11上,导向辊2为若干个,均转动设置在机架11上;
50.主动辊3通过动力装置转动设置在机架11上,拼接装置8位于主动辊3的一侧,拼接装置8包括气缸81、安装座82和拼接辊83,气缸81固定在机架11上,安装座82与气缸81的活塞杆连接,且位于主动辊3的一侧,拼接辊83为若干个,均转动设置在安装座82相对于主动辊3的侧面上,拼接辊83与主动辊3之间设置有供快易贴物料穿过的间隙,主动辊3和拼接辊83的上方设置有两个导向定位辊,两个导向定位辊之间设置有供快易贴物料穿过的间隙,快易贴物料先穿过两个导向定位辊之间的间隙,再穿过主动辊3和拼接辊83之间的间隙;
51.定位纠偏装置4设置在机架11上,用于对快易贴物料进行校正,定位纠偏装置4包括均设置在机架11上的定位装置41和纠偏器42,纠偏器42为现有技术,在此不做赘述,快易贴物料10依次穿过定位装置41和纠偏器42,定位装置41包括底座411、支撑柱412、调节座413、调节杆414、调节辊415和调节装置416,底座411设置在机架11上,支撑柱412设置在底座411上,调节座413设置在支撑柱412上方,调节杆414沿竖直方向设置在支撑柱412的顶部,调节杆414穿设在调节座413上,调节座413以调节杆414为轴,通过调节装置416转动设置在支撑柱412上方,调节装置416包括安装块401、调节螺杆402和手柄403,安装块401固定在底座411上,安装块401上开设有螺纹通孔,调节螺杆402通过螺纹沿横向穿设在螺纹通孔内,且调节螺杆402的一端与调节座413的底部转动连接,手柄403设置在调节螺杆402的另一端,调节辊415转动设置在调节座413上,主动辊3和定位装置41之间、纠偏器42和输送装置之间均设置有压辊,有效保证快易贴物料10的张紧度,保证运输;
52.模切机构6位于输送机构5远离定位纠偏装置4的一侧,模切机构6包括刀架61、上刀模62和吸风底辊64,刀架61设置在机架11上,上刀模62转动设置在刀架61上,且与刀架61可拆卸连接,上刀模62为圆柱体,其侧表面上沿周向围绕设置有多个模切孔63,每个模切孔63的边缘处均围绕设置有凸起切割部,该凸起切割部即为环形切刀,用于切割快易贴物料10,吸风底辊64转动设置在刀架61上,且位于上刀模62的下方,吸风底辊64与上刀模62之间设置有供快易贴穿过的间隙,吸风底辊64的侧表面上沿周向围绕设置有多个较大的吸风孔
65,吸风底辊64的两端设置有吸风盘,吸风底辊64的下方设置有用于放置待贴产品(如卫生巾)的传送带7,吸风底辊64上的成型快易贴随吸风底辊64转动不断输送至传送带7上的待贴产品上;
53.收料装置9可以为转动设置在机架11上的收料辊,位于模切机构6的一侧,用于收取模切机构6模切后的快易贴边角料。
54.本实施例在运行过程中,一个上料辊1上的快易贴材料10依次穿过若干导向辊2、两个导向定位轮之间、拼接辊83与主动辊3之间、调节辊415、纠偏器42,并通过输送机构5进行输送,然后伸入模切机构6的上刀模62和吸风底辊64之间,上刀模62通过转动使其上沿周向排列的模切孔63边缘处的凸起切割部对穿过的快易贴物料进行顺次切割,同时吸风底辊64上沿周向排列的吸风孔65将切割成型的快易贴吸附至吸风底辊64上,避免切割成型的快易贴与上刀模62发生粘连,然后随吸风底辊64的转动将其上吸附的成型快易贴带到并贴合在下方传送带7上的待贴产品上,同时收料装置9将切割剩下的边角料收卷。上刀模62和吸风底辊64的设置形式,使上刀模62和吸风底辊64配合对快易贴物料进行切割成型,使流水线高速运转时,也能保证剪切出来的成型快易贴的大小一致。上刀模62上的模切孔63可以为任意形状,比如圆形、椭圆形、菱形或长方形,即模切孔63边缘处设置的凸起刀片为任意形状,有利于适用不同切割需求,实现任何形状的快易贴成型;上刀模62拆卸设置在刀架61上,便于更换模切孔63为任意形状的上刀模62,方便模切各种形状的快易贴,实用性强。吸风底辊64上的吸风孔65的孔径为4.8mm-5.2mm,最好为5mm,与现有吸风孔相比较大,避免堵塞。
55.当快易贴物料10在传输过程中发生走偏现象时,可以通过纠偏器42和定位装置41进行调节。其中纠偏器42为细调节,其调节方式为现有技术,在此不做赘述,定位装置41为粗调节,定位装置41具体的调节过程为:旋转手柄403,使手柄403带动调节螺杆402转动,使调节螺杆402在螺纹通孔内沿轴向移动,推动调节座413的一角移动,使调节座413整体以调节杆414为轴偏转,使调节座413上的调节辊415发生偏转,实现对调节辊415上穿过的快易贴物料10进行调整,从而保证快易贴物料10正向输送,有效避免偏斜,从而保证剪切成型效果。
56.当一个上料辊1上的快易贴物料接近尾部时,将另一个上料辊1的开头端依次穿过两个导向定位辊之间、主动辊3和拼接辊83之间,然后气缸81的伸缩杆伸出,带动安装座82靠近主动辊3运动,使拼接辊83与主动辊3夹紧一个上料辊1上的快易贴物料的尾部和另一个上料辊1的开头端,使两个物料的头尾拼接,并保持输送,有利于实现无缝隙供料的目的,无需暂停流水线,增强运输和剪切效率。主动轮通过动力装置转动,确保快易贴物料与输送装置的同步输送。输送装置上还可以设置编码器,编码器将输送装置的输送信号发送到控制器,控制装置控制上料辊1的动力装置运转,从而达到上料辊1与输送机构5同步运转的目的,保证了快易贴物料的正常输送,可靠性强。这里所说的编码器和控制器的结构与原理与现有技术相同,在此不做赘述。
57.以上说明内容仅为本实用新型较佳实施例,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1