粘扣带勾面相对裁切设备的制作方法
1.本技术涉及于粘扣带技术领域,特别涉及一种粘扣带勾面相对裁切设备。
背景技术:
2.背贴背结构的粘扣带正反面分别为勾面和毛面,其中,毛面具有细软的纤维,勾面则具有带有勾刺的弹性纤维,这样当背对背结构的粘扣带头尾两端的勾面和毛面对接粘住时,就形成一个圆圈,这样就可以用于捆扎棉被,衣物等。
3.目前,在背贴背结构的粘扣带的生产过程中,粘扣带需要经过冲压成型,并经过裁剪以得到所需要的形状,为了节省储存空间,裁剪后的粘扣带通常需要堆叠一起以集中储存,但粘扣带堆叠后,由于背贴背结构的粘扣带的正反面分别为勾面和毛面,粘扣带之间会通过勾面和毛面相互粘成一团,如果后续需要使用这批次的粘扣带,相互粘成一团的粘扣带需要大量的时间和人力撕开,并不方便粘扣带的后续加工生产,降低了背贴背结构的粘扣带的生产效率。
技术实现要素:
4.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出一种粘扣带勾面相对裁切设备,其能够方便第一料带和第二料带的储存和后续加工生产,提高粘扣带的生产效率。
5.根据申请实施例的粘扣带勾面相对裁切设备,包括:送料部件,所述送料部件包括有第一送料机构和第二送料机构,所述第一送料机构用于对第一料带进行放料,所述第二送料机构用于对第二料带进行放料,所述第一送料机构与所述第二送料机构相对设置,以使所述第一料带的勾面与所述第二料带的勾面相对;其中,所述第一料带和所述第二料带均具有勾面和毛面;勾合部件,所述勾合部件设置于所述第一料带和所述第二料带的运动路径上,所述勾合部件能够接收来自所述送料部件的所述第一料带和第二料带;所述勾合部件用于使所述第一料带和所述第二料带通过两者的勾面相互勾合;切割部件,所述切割部件设置于所述第一料带和所述第二料带的运动路径上,所述切割部件能够接收来自所述勾合部件的所述第一料带和所述第二料带;所述切割部件用于裁切所述第一料带和第二料带。
6.根据本技术实施例的粘扣带勾面相对裁切设备,至少具有如下有益效果:第一料带和第二料带均具有勾面和毛面,由于第一送料机构与第二送料机构相对设置,使得第一送料机构输出的第一料带的勾面朝向第二料带,而第二送料机构输出的第二料带的勾面朝向第一料带,通过勾合部件可以将第一料带的勾面和第二料带的勾面相互勾合,勾合后的第一料带和第二料带由切割部件进行进行裁切;由于第一料带和第二料带朝向内的端面均为勾面,这能够避免出现第一料带或第二料带的勾面与毛面相黏连而导致粘成一团,从而方便第一料带和第二料带的储存和后续加工生产,提高粘扣带的生产效率。
7.根据本技术的一些实施例,所述第一送料机构包括有第一放料轴和第一滚轴,所
述第一放料轴设置于所述第一滚轴远离所述勾合部件的一侧;所述第一滚轴设置有两个且上下间隔设置,所述第一滚轴用于限定所述第一料带的运动方向;所述第二送料机构包括有第二放料轴和第二滚轴,所述第二放料轴设置于所述第二滚轴远离所述勾合部件的一侧;所述第二滚轴设置有两个且上下间隔设置,所述第二滚轴用于限定所述第二料带的运动方向。
8.根据本技术的一些实施例,所述第一送料机构还包括有第一滑轮和第二滑轮,所述第一滑轮和所述第二滑轮用于承载所述第一料带;所述第一滑轮设置于所述第一放料轴和所述第一滚轴之间,所述第二滑轮设置于所述第一滚轴与所述勾合部件之间;所述第二送料机构还包括有第三滑轮和第四滑轮,所述第三滑轮和所述第四滑轮用于承载所述第二料带;所述第三滑轮设置于所述第二放料轴和所述第二滚轴之间,所述第四滑轮设置于所述第二滚轴与所述勾合部件之间。
9.根据本技术的一些实施例,所述勾合部件包括有勾合件,所述勾合件设置有第一通道和第二通道,所述第一通道具有第一入口和第一出口,所述第二通道具有第二入口和第二出口,所述第一入口与所述第一出口相连通,所述第二入口与所述第二出口相连通;所述第一料带能够从所述第一入口进入并从所述第一出口输出,所述第二料带能够从所述第二入口进入并从所述第二出口输出;所述第一出口和所述第二出口均设置于所述勾合件的同一端面且上下并列设置。
10.根据本技术的一些实施例,所述勾合部件还包括有压合滚轴,所述压合滚轴设置于所述第一料带和所述第二料带的运动路径上;所述压合滚轴用于压紧所述第一料带与所述第二料带,以使所述第一料带与所述第二料带的勾面相互勾合。
11.根据本技术的一些实施例,所述第一通道的所述第一入口大且所述第一出口小,并形成一缩口结构;所述第二通道的所述第二入口大且所述第二出口小,并形成一缩口结构。
12.根据本技术的一些实施例,所述切割部件包括有垫板、切割模具刀和第一驱动件,所述垫板与所述切割模具刀相对设置,所述第一驱动件用于驱动所述切割模具刀靠近或远离所述垫板,以切割所述第一料带和所述第二料带以形成产品。
13.根据本技术的一些实施例,还包括有打落部件和余料回收部件,所述打落部件和所述余料回收部件均设置于所述第一料带和所述第二料带的运动路径上;所述打落部件能够接收来自所述切割部件的所述第一料带和所述第二料带,所述打落部件用于将产品从所述第一料带和所述第二料带上分离;所述余料回收部件能够接收来自所述打落部件的所述第一料带和所述第二料带,所述余料回收部件用于回收所述第一料带和所述第二料带。
14.根据本技术的一些实施例,所述打落部件包括有第五滑轮、打落件和收集箱,所述收集箱设置有第一开口和容纳腔体,所述第一开口与所述容纳腔体相连通;所述第一料带和所述第二料带能够从所述第一开口进入所述容纳腔体内,所述第五滑轮用于承载并移动所述第一料带和所述第二料带,所述打落件用于将所述第一料带和所述第二料带上的产品打落,所述收集箱用于收集掉落的产品。
15.根据本技术的一些实施例,所述收集箱设置有第二开口;所述余料回收部件包括有第三滚轴和第三驱动件,所述第三滚轴设置有两个并设置于所述第二开口处,所述第三滚轴用于夹持所述第一料带和所述第二料带,所述第三驱动件与所述第三滚轴相连接且能
够驱动所述第三滚轴转动。
16.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
17.本技术的上述或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
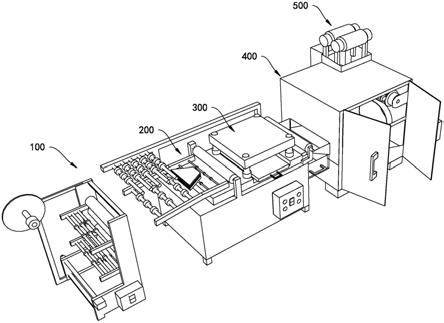
18.图1为本技术实施例的粘扣带勾面相对裁切设备的结构示意图;
19.图2为本技术实施例的粘扣带勾面相对裁切设备的送料部件和勾合部件的结构示意图;
20.图3为本技术实施例的粘扣带勾面相对裁切设备的勾合件的剖视图;
21.图4为本技术实施例的粘扣带勾面相对裁切设备的打落部件和余料回收部件的结构示意图;
22.图5为图4的打落部件和余料回收部件的另一视角的结构示意图。
23.附图标记:
24.送料部件100;第一送料机构110;第一放料轴111;第一滚轴112;第一滑轮113;第二滑轮114;第二送料机构120;第二放料轴121;第二滚轴122;第三滑轮123;第四滑轮124;勾合部件200;勾合件201;第一入口210;第一出口220;第二入口230;第二出口240;压合滚轴250;第一通道260;第二通道270;切割部件300;垫板310;切割模具刀320;胶擦330;废料收集柜340;打落部件400;第五滑轮410;打落件420;转盘421;打落杆422;收集箱430;第一开口431;容纳腔体432;第二开口433;余料回收部件500;第三滚轴510。
具体实施方式
25.下面详细描述本技术的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
26.在本技术的描述中,需要理解的是,涉及到方位描述,例如上、下、左、右、前、后等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
27.在本技术的描述中,如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
28.下面参考图1至图5描述根据本技术实施例的粘扣带勾面相对裁切设备。
29.根据本技术实施例的粘扣带勾面相对裁切设备,粘扣带勾面相对裁切设备包括有送料部件100、勾合部件200和切割部件300;送料部件100包括有第一送料机构110和第二送料机构120,第一送料机构110用于对第一料带进行放料,第二送料机构120用于对第二料带进行放料,第一送料机构110与第二送料机构120相对设置,以使第一料带的勾面与第二料带的勾面相对;其中,第一料带和第二料带均具有勾面和毛面;勾合部件200设置于第一料
带和第二料带的运动路径上,勾合部件200能够接收来自送料部件100的第一料带和第二料带;勾合部件200用于使第一料带和第二料带通过两者的勾面相互勾合;切割部件300设置于第一料带和第二料带的运动路径上,切割部件300能够接收来自勾合部件200的第一料带和第二料带;切割部件300用于切割第一料带和第二料带。
30.第一料带和第二料带均具有勾面和毛面,由于第一送料机构110与第二送料机构120相对设置,使得第一送料机构110输出的第一料带的勾面朝向第二料带,而第二送料机构120输出的第二料带的勾面朝向第一料带,通过勾合部件200可以将第一料带的勾面和第二料带的勾面相互勾合,勾合后的第一料带和第二料带由切割部件300进行裁切;由于第一料带和第二料带朝向内的端面均为勾面,这能够避免出现第一料带或第二料带的勾面与毛面相黏连而导致粘成一团,从而方便第一料带和第二料带的储存和后续加工生产,提高粘扣带的生产效率。
31.其中,第一料带和第二料带均为粘扣带,这使得第一料带和第二料带均具有勾面和毛面,勾面上设置有多个末端结构呈勾状的弹性纤维,第一料带和第二料带分别从第一送料机构110和第二送料机构120放出后,第一料带和第二料带的勾面相对;第一料带和第二料带经过勾合部件200后,第一料带与第二料带通过各自的勾面相互勾合;具体地,由于第一料带的勾面和第二料带的勾面上的多个弹性纤维分布均匀,但弹性纤维的结构较小,且两个勾面上的弹性纤维数量不一定相等,这使第一料带的勾面上的部分弹性纤维的末端勾住第二料带上的部分弹性纤维的末端,从而实现第一料带与第二料带通过勾面相连接。
32.参照图1和图2,在本技术的一些实施例中,第一送料机构110包括有第一放料轴111和第一滚轴112,第一放料轴111设置于第一滚轴112远离勾合部件200的一侧;第一滚轴112设置有两个且上下间隔设置,第一滚轴112用于限定第一料带的运动方向;第二送料机构120包括有第二放料轴121和第二滚轴122,第二放料轴121设置于第二滚轴122远离勾合部件200的一侧;第二滚轴122设置有两个且上下间隔设置,第二滚轴122用于限定第二料带的运动方向。
33.第一放料轴111用于放出第一料带,第一滚轴112用于控制第一料带输出的方向,第二放料轴121用于放出第二料带,第二滚轴122用于控制第二料带输出的方向;具体地,第一送料机构110位于第二送料机构120的上方,且第一送料机构110与第二送料机构120相对设置;第一送料机构110的第一放料轴111位于第一滚轴112远离勾合部件200的一侧,且位于第一滚轴112的上方,而第二送料机构120的第二放料轴121位于第二滚轴122远离勾合部件200的一侧,且位于第二滚轴122的下方,使得第一放料轴111和第二放料轴121之间相互远离,以避免第一料带垂下并与第二料带相接触,从而提高第一放料轴111和第二放料轴121输出第一料带和第二料带的效率。
34.参照图1和图2,在本技术的一些实施例中,第一送料机构110还包括有第一滑轮113和第二滑轮114,第一滑轮113和第二滑轮114用于承载第一料带;第一滑轮113设置于第一放料轴111和第一滚轴112之间,第二滑轮114设置于第一滚轴112与勾合部件200之间;第二送料机构120还包括有第五滑轮410和第四滑轮124,第五滑轮410和第四滑轮124用于承载第二料带;第五滑轮410设置于第二放料轴121和第二滚轴122之间,第四滑轮124设置于第二滚轴122与勾合部件200之间。
35.第一滑轮113设置有多个,多个第一滑轮113并列设置且用于承载第一料带,且能
够减少第一料带移动过程中的摩擦力,而第二滑轮114设置有多个,多个第二料带并列设置且用于承载第二料带,且能够减少第二料带移动过程中的摩擦力;具体地,第一滑轮113设置于第二料带的顶部,第一滑轮113能够分隔第一料带,以避免第一料带垂下并与第二料带相接触;第一滑轮113和第二滑轮114的轴线与第一料带和第二料带的的移动方向相互垂直设置。
36.参照图1和图2,在本技术的一些实施例中,勾合部件200包括有勾合件201,勾合件201设置有第一通道260和第二通道270,第一通道260具有第一入口210和第一出口220,第二通道270具有第二入口230和第二出口240,第一入口210与第一出口220相连通,第二入口230与第二出口240相连通;第一料带能够从第一入口210进入并从第一出口220输出,第二料带能够从第二入口230进入并从第二出口240输出;第一出口220和第二出口240均设置于勾合件201的同一端面且上下并列设置。
37.第一入口210和第一出口220通过勾合件201的第一通道260相连通,第一料带从第一入口210进入勾合件201的第一通道260内,并从第一出口220输出,而第二入口230和第二出口240通过勾合件201的第二通道270相连通,第二料带从第二入口230进入勾合件201的第二通道270内,并从第二出口240输出;第一出口220和第二出口240均设置于勾合件201远离第一入口210的端面上,且第一出口220位于第二出口240的上方,且由于第一出口220和第二出口240沿与第一出口220并列设置,以使从第一出口220输出的第一料带的勾面与从第二出口240输出的第二料带的勾面相正对,避免第一料带部分勾面未与第二料带的勾面相勾合;具体地,第一料带和第二料带的宽度和高度相等,且分别与第一开口431和第二开口433相配合,以避免第一料带和第二料带相错位;根据具体的情况,第一开口431的高度和宽度可以根据第一料带和第二料带而变化,以适应厚度不一的第一料带和第二料带。
38.参照图1和图2,在本技术的一些实施例中,勾合部件200还包括有压合滚轴250,压合滚轴250设置于第一料带和第二料带的运动路径上;压合滚轴250用于压紧第一料带与第二料带,以使第一料带与第二料带的勾面相互勾合。
39.第一料带和第二料带分别从勾合件201的第一开口431和第二开口433输出后,由压合滚轴250压紧第一料带和第二料带,具体地,第一料带的毛面与压合滚轴250的底部相接触,压合滚轴250能够压紧第一料带和第二料带,减少第一料带的勾面和第二料带的勾面之间的距离,使得第一料带和第二料带通过两者的勾面相勾合,且能够向前运输第一料带和第二料带;具体地,第一料带和第二料带的勾面上均具有多个末端呈勾状的弹性纤维,第一料带和第二料带在经过勾合件201后,两者的勾面上的部分弹性纤维已经相互勾合,而压合滚轴250通过减少第一料带的勾面和第二料带的勾面之间的距离,可以使两者勾面上更多的弹性纤维通过末端勾状结构相互钩连,进一步提高第一料带和第二料带勾合的稳定性。
40.参照图2和图3,在本技术的一些实施例中,第一通道260的第一入口210大且第一出口220小,并形成一缩口结构;第二通道270的第二入口230大且第二出口240小,并形成一缩口结构。
41.为了方便第一料带和第二料带从第一入口210和第二入口230进入勾合件201,第一入口210的长度和宽度大于第一出口220的长度与宽度,使得第一通道260的第一入口210大且第一出口220小,以使得第一通道260形成一缩口结构;第二入口230的长度和宽度大于
第二出口240的长度与宽度,以减小第一料带和第二料带的输入勾合件201的难度,使得第二通道270的第二入口230大且第二出口240小,以使得第二通道270形成一缩口结构;而第一出口220和第二出口240与第一料带和第二料带相配合设置,以使第一料带和第二料带从第一出口220和第二出口240输出时两者相正对,且能够避免第一料带与第二料带黏连后出现凹凸不平。
42.参照图2和图3,在本技术的一些实施例中,切割部件300包括有垫板310、切割模具刀320和第一驱动件,垫板310与切割模具刀320相对设置,第一驱动件用于驱动切割模具刀320靠近或远离垫板310,以切割第一料带和第二料带。
43.切割部件300设置于勾合部件200远离送料部件100的一侧,切割部件300用于接收来自勾合部件200的第一料带和第二料带;具体地,第一料带和第二料带经过垫板310和切割模具刀320之间,第一驱动件驱动切割模具刀320朝向第一料带和第二料带移动以切割第一料带和第二料带,切割后在第一料带和第二料带上形成的从产品并不会从第一料带和第二料带上掉落。
44.根据具体产品需要的形状,可以更换不同的切割模具刀320;具体地,垫板310用于垫着第一料带和第二料带,且垫板310能够保护切割模具刀320,以减少切割模具刀320收到的磨损。
45.参照图1、图4和图5,在本技术的一些实施例中,粘扣带勾面相对裁切设备还包括有打落部件400和余料回收部件500,打落部件400和余料回收部件500均设置于第一料带和第二料带的运动路径上;打落部件400能够接收来自切割部件300的第一料带和第二料带,打落部件400用于将产品从第一料带和第二料带上分离,从而方便收集产品,避免后续需要操作人员手动分离第一料带和第二料带,以提高产品加工的工作效率;打落部件400与切割部件300设置有胶擦330,胶擦330与第一料带相接触,胶擦330能够增加与第一料带的摩擦力,使第一料带和第二料带能够顺利输入至打落部件400,胶擦330和打落部件400设置有废料收集柜340,废料收集柜340用于收集胶擦330与第一料带在摩擦过程中产生的小块废料。
46.而余料回收部件500能够接收来自打落部件400的第一料带和第二料带,余料回收部件500用于回收第一料带和第二料带,以方便粘扣带勾面相对裁切设备收集第一料带和第二料带。
47.参照图1和图4,在本技术的一些实施例中,打落部件400包括有第五滑轮410、打落件420和收集箱430,收集箱430设置有第一开口431和容纳腔体432,第一开口431与容纳腔体432相连通;第一料带和第二料带能够从第一开口431进入容纳腔体432内,第五滑轮410用于承载并移动第一料带和第二料带,打落件420用于将第一料带和第二料带上的产品打落,收集箱430用于收集掉落的产品。
48.第五滑轮410设置于容纳腔上,且设置于第一开口431的上方,第五滑轮410与第二料带相抵接以承载第一料带和第二料带,且第五滑轮410用于减少第一料带和第二料带移动过程中的摩擦力;打落件420设置于靠近第五滑轮410的位置,具体地,打落件420包括有转盘421、打落杆422和第二驱动件,转盘421设置有两个,打落杆422的两端分别设置于两个转盘421上,第二驱动件设置于转盘421上并驱动转盘421环绕打落件420的轴线转动,以带动打落杆422转动,其中,打落杆422设置有多个且沿转盘421的轴线环绕设置,打落件420通过打落件420转动,以将第一料带和第二料带上的产品打落;可以理解的是,打落部件400可
以设置有多个,以避免产品残留在第一料带和第二料带上;参照图4,具体地,打落部件400设置有两个。
49.参照图1、图4和图5,在本技术的一些实施例中,在本技术的一些实施例中,收集箱430设置有第二开口433;余料回收部件500包括有第三滚轴510和第三驱动件,第三滚轴510设置有两个并设置于第二开口433处,第三滚轴510用于夹持第一料带和第二料带,第三驱动件与第三滚轴510相连接且能够驱动第三滚轴510转动。
50.第三滚轴510设置有两个,两个第三滚轴510设置于第二开口433处并将第一料带和第二料带夹持住,以避免第一料带和第二料带掉落,第三驱动件用于驱动第三滚轴510从收集箱430内输出,以回收第一料带和第二料带,且能够为第一料带和第二料带提供移动的动力。
51.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
52.尽管已经示出和描述了本技术的实施例,本领域的普通技术人员可以理解:在不脱离本技术的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本技术的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1