竹浆生活用纸制造方法及竹浆生活用纸与流程
1.本发明涉及制浆造纸技术领域,具体涉及一种竹浆生活用纸制造方法及竹 浆生活用纸。
背景技术:
2.近年来,主打环保理念的竹浆生活用纸日益受到消费者的青睐,随着国内 外经济下滑,生活用纸市场竞争日趋严峻,受到木浆生活用纸产品的挤压,竹 浆生活用纸面临巨大的挑战。就目前而言,竹浆生活用纸质量处于市场中等水 平,价格处于中上水平,两者形成了剪刀差,造成中间商和终端客户对竹浆纸 的购买意愿下降,提升竹浆生活用纸的产品质量是增强其市场竞争力的最有效 方式。
3.竹浆生活用纸相对于木浆纸手感偏硬偏糙,鉴于此,有部分厂家在竹浆生 活用纸生产过程中,添加一定比例的木浆,尤其是阔叶木浆,来改善竹浆生活 用纸的手感,也有部分厂家采用在竹浆生活用纸抄造过程中添加柔软剂的方式 来改善产品柔软度,但是,这两种方法由于成本较高,对竹浆生活用纸柔软度 及手感的提升有限;采用增加高浓磨浆工段可使竹浆纤维得到更好的揉搓和分 丝帚化,抄造出的纸张柔软性较佳,但需要配备高浓磨浆机,磨浆系统复杂, 设备运行风险大,设备投入大,降低了生产效率。
技术实现要素:
4.鉴于上述现有技术存在的不足,本发明提供了一种竹浆生活用纸制造方法, 能够有效改善竹浆生活用纸的柔软度和表面平滑性能,提升竹浆生活用纸的手 感,本发明还提供了一种由该竹浆生活用纸制造方法制得的竹浆生活用纸。
5.本发明采用的一个技术方案是:提供一种竹浆生活用纸制造方法,包括如 下步骤:
6.(1)提供由竹纤维成型的湿纸幅;
7.(2)传送所述湿纸幅至扬克烘缸表面进行加热烘干;
8.(3)烘干后的纸幅高速撞击在起皱刮刀上起皱,并自扬克烘缸剥离,得 到起皱纸幅;
9.(4)传送所述起皱纸幅通过加压辊组的辊隙进行加压整饬;
10.(5)卷取加压整饬后的纸幅,得到初卷竹浆纸。
11.作为对上述方案的改进,该制造方法还包括在步骤(3)纸幅起皱和步骤 (4)加压整饬之间的,或,在步骤(4)加压整饬和步骤(5)卷取之间的对 所述起皱纸幅进行拉伸的步骤。
12.作为对上述方案的改进,该制造方法还包括在步骤(5)卷取之后的对所 述初卷竹浆纸进行分盘复卷的步骤:
13.开卷单卷所述初卷竹浆纸,得到初卷纸幅,分切所述初卷纸幅至预设幅宽 并卷绕;
14.或,开卷多卷所述初卷竹浆纸,使开卷后的多个初卷纸幅层叠,分切层叠 后的纸幅至预设幅宽并卷绕。
15.作为对上述方案的改进,该制造方法还包括在分切前对初卷纸幅或层叠后 纸幅进行加压整饬的步骤。
16.作为对上述方案的改进,步骤(1)中,竹纤维经过散浆制得竹浆,竹浆 经过上网成型、压榨脱水后得到所述湿纸幅,所述湿纸幅的干度为40%~50%, 竹纤维含量为10~20g/m2。
17.作为对上述方案的改进,所述扬克烘缸外表面的温度为80~110℃,所述 烘干后的纸幅的干度为88%~97%,所述起皱纸幅拉伸前的起皱率为50%~ 150%。
18.作为对上述方案的改进,步骤(4)中,所述加压辊组包括上下并排设置 的上压辊和下压辊,该上压辊、下压辊表面光滑,在该上压辊和下压辊之间形 成供所述起皱纸幅穿过的辊隙,所述辊隙的宽度设置为所述起皱纸幅厚度的 90%~96%。
19.作为对上述方案的改进,步骤(4)中,向所述上压辊和/或下压辊通入冷 水,降低所述上压辊和/或下压辊辊面温度至5~15℃。
20.作为对上述方案的改进,所述上压辊为钢辊,所述下压辊为包胶辊;或, 所述上压辊、下压辊均为钢辊;或,所述上压辊为包胶辊,所述下压辊为钢辊。
21.本发明采用的另一个技术方案是:提供一种竹浆生活用纸,由上述的竹浆 生活用纸制造方法制备得到,该竹浆生活用纸定量为10~20g/m2,厚度为70~ 104um,柔软度为60~100mn。
22.区别于现有技术,本发明所提供的竹浆生活用纸制造方法中,湿纸幅经过 烘干、起皱、加压整饬工序,起皱纸幅中纤维与纤维间结合被较大幅度破坏, 且经过表面光滑的压辊挤压,能够显著改善竹浆生活用纸的柔软度和平滑度, 克服竹浆纸硬糙的不足,提升竹浆生活用纸的产品质量,增强竹浆生活用纸的 市场竞争力。本发明还提供了一种由该竹浆生活用纸制造方法制得的竹浆生活 用纸。
具体实施方式
23.在本发明的描述中,需要理解的是,术语“上”、“下”、“内”、“外
”ꢀ
等指示的方位或位置关系仅是为了便于描述本发明和简化描述,而不是指示或 暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此 不能理解为对本发明的限制。
24.下面结合实施例,对本发明作进一步的详细描述。特别指出的是,以下实 施例仅用于说明本发明,但不对本发明的范围进行限定。同样的,以下实施例 仅为本发明的部分实施例而非全部实施例,本领域普通技术人员在没有作出创 造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
25.本发明提供了一种竹浆生活用纸制造方法,由该竹浆生活用纸制造方法制 得的竹浆生活用纸,其柔软度和表面平滑度都得到了较大的提升,克服了现有 技术中竹浆纸硬糙的不足,增强了竹浆生活用纸的市场竞争力。
26.所述竹浆生活用纸符合消费者日益强化的环保理念,且具备木浆纸的柔软 细腻,可以用于制造面巾纸、卫生纸、餐巾纸、纸浴巾等等生活用纸产品。
27.本发明实施例提供的所述竹浆生活用纸制造方法包括如下步骤:
28.(1)提供由竹纤维成型的湿纸幅;
29.(2)传送所述湿纸幅至扬克烘缸表面进行加热烘干;
30.(3)烘干后的纸幅高速撞击在起皱刮刀上起皱,并自扬克烘缸剥离,得 到起皱纸幅;
31.(4)传送所述起皱纸幅通过加压辊组的辊隙进行加压整饬;
32.(5)卷取加压整饬后的纸幅,得到初卷竹浆纸。
33.所述湿纸幅经过烘干、起皱、加压整饬工序,起皱纸幅中纤维与纤维间结 合被较大幅度破坏,且经过加压辊组的所述辊隙的挤压,能够显著改善竹浆生 活用纸的柔软度和平滑度,克服竹浆纸硬糙的不足,提升了竹浆生活用纸的产 品质量,且对生产成本的影响很小。
34.步骤(1)中,竹纤维指从自然生长的竹子中提取的纤维素纤维,具体可 通过硫酸盐法、亚硫酸盐法等制浆方法蒸煮竹片,并经过氧气脱木素、无元素 氯漂白、封闭筛选和置换逆流洗涤等一系列工序制得所述竹纤维。所述竹纤维 可以是干竹浆板或湿浆。
35.所述干竹浆板或湿浆经过散浆制得竹浆,稀释至预定浓度的竹浆经过上网 成型、压榨脱水后得到所述湿纸幅,所述湿纸幅的干度为40%~50%,所述湿 纸幅的竹纤维含量为10~20g/m2。
36.优选所述湿纸幅的干度为45%~47%,竹纤维含量为13~18g/m2。
37.步骤(2)中,经过压榨脱水后的所述湿纸幅经过多个导辊传送至扬克烘 缸的外表面,扬克烘缸内通入高温蒸汽,通过烘缸壁将热量传递给贴附在烘缸 表面的湿纸幅以脱除其中的水分,达到烘干纸幅的目的。
38.其中,所述扬克烘缸外表面的温度为80~110℃,优选扬克烘缸外表面的 温度为90~100℃,在干燥所述湿纸幅的同时对所述湿纸幅进行高温杀菌。
39.所述烘干后的纸幅的干度为88%~97%,优选所述烘干后的纸幅的干度为 92%~94%。
40.步骤(3)中,起皱刮刀沿扬克烘缸的整个轴向延伸,与扬克烘缸外表面 呈15~30
°
夹角设置,所述烘干后的纸幅由扬克烘缸带动,以1500~ 2200m/min的速度撞击在起皱刮刀上,所述纸幅内的部分纤维及纤维连接爆开, 纸幅起皱,在纸幅上形成连续的皱纹,起皱后的纸幅迅速自扬克烘缸剥离,得 到起皱纸幅。
41.优选所述纸幅的起皱干度为93%,所述起皱纸幅拉伸前的起皱率为50%~ 150%,具体的,对于终端对厚度要求高的纸产品,如浴巾纸、厨房纸、擦手 纸等,所述起皱纸幅拉伸前的起皱率控制在50%~100%,对于终端对细腻性 要求高的纸产品,如面巾纸、餐巾纸、卫生纸等,所述起皱纸幅拉伸前的起皱 率控制在100%~150%。
42.其中,所述起皱率指纸张受张力将皱纹拉平后所增加的长度对原纸张长度 的百分率。
43.进一步的,所述起皱刮刀设置为纳米陶瓷刮刀,跟现有常见的钢质刮刀相 比,纳米陶瓷刮刀可以使纸幅上的皱纹更细腻,纸质更柔滑,有如丝绸般丝滑 质感,且手感稳定。
44.步骤(4)中,所述加压辊组包括上下并排设置的上压辊和下压辊,该上 压辊、下压辊表面光滑,在该上压辊和下压辊之间形成供所述起皱纸幅穿过的 所述辊隙。
45.穿过所述辊隙的起皱纸幅受到辊隙压力的作用,其相对的两个表面均匀地 压向
表面光滑的上压辊和下压辊,从而使起皱纸幅的表面平滑度得到大幅度提 升。
46.此外,由于刮刀起皱施加于纸幅上的作用力较弱,导致纸幅产生皱纹时对 竹纤维本身及竹纤维间结合力的降低作用有限,本发明实施例通过所述加压整 饬对所述起皱纸幅加压,进一步破坏纸幅中的竹纤维及竹纤维间的结合结构, 提高纸幅的柔软度,从而改善竹浆生活用纸的手感。
47.进一步的,所述辊隙的宽度设置为所述起皱纸幅的厚度的90%~96%,优 选所述辊隙的宽度设置为所述起皱纸幅的厚度的95%,在提高纸幅柔软度的同 时几乎不损失所述起皱纸幅的松厚性能。
48.进一步的,所述上压辊为钢辊,所述下压辊为包胶辊;或,所述上压辊、 下压辊均为钢辊,或,所述上压辊为包胶辊,所述下压辊为钢辊。
49.优选的,所述上压辊为钢辊,所述下压辊为包胶辊。
50.利用上压辊为钢辊,下压辊为包胶辊对起皱纸幅进行加压整饬,表面光滑 且具有弹性的包胶辊和所述起皱纸幅的下表面相匹配,所述起皱纸幅的上表面 均匀地压向表面光滑的钢辊,能够进一步强化起皱刮刀产生的皱纹。
51.从而,通过对所述起皱纸幅的加压整饬,在提高起皱纸幅表面平滑度和柔 软度的同时,还可强化其上通过起皱刮刀产生的皱纹,提升所述起皱纸幅的手 感。
52.在其他的实施例中,也可以设置为所述上压辊为包胶辊,所述下压辊为钢 辊。
53.在一个优选的实施方式中,在对所述起皱纸幅进行加压整饬的过程中,向 所述上压辊和下压辊中的至少一个中通入冷水,降低所述上压辊和/或下压辊 辊面温度至5~15℃,优选降低所述上压辊和/或下压辊辊面温度至10~13℃。
54.所述起皱纸幅脱离烘缸后,其表面温度较高,经过低温的加压辊组进行加 压整饬,起皱纸幅表面与辊面之间的较大温差,实现冷压,可强化加压整饬效 果,从而进一步提升纸张手感。
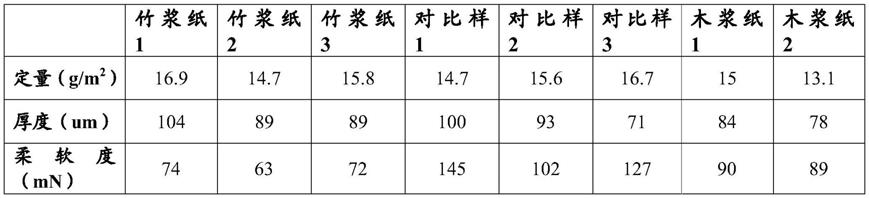
55.按照本发明提供的竹浆生活用纸制造方法制得的竹浆生活用纸(竹浆生活 用纸1-3)与按照现有技术的制造方法制得的、相近定量的竹浆纸(对比样1-3), 以及相近定量的木浆纸(木浆纸1-2)的物理特性指标对比请见下表一:
56.表一
[0057][0058]
由表一可知,在定量相近的前提下,采用本发明实施例的竹浆生活用纸制 造方法所制得的竹浆纸1、竹浆纸2和竹浆纸3的柔软度明显低于现有技术制 造方法制得的对比样1、对比样2和对比样3,且可以达到与木浆纸1、木浆纸 2相当的柔软度。
[0059]
另外,经过真人手感测评,相较于所述对比样1、对比样2和对比样3, 所述竹浆纸1、竹浆纸2和竹浆纸3的表面细腻平滑,与木浆纸1、木浆纸2 相当。
[0060]
需要说明的是,表一中检测的竹浆纸1、竹浆纸2和竹浆纸3为采用本发 明实施例
的竹浆生活用纸制造方法制得的初卷竹浆纸,为单层纸,对比样1、 对比样2、对比样3以及木浆纸1、木浆纸2也均为单层纸,其中,柔软度为 三层所述单层纸的测试结果。
[0061]
其中,所述的定量依据gb/t24328.5检测,所述的厚度依据gb/t24328.2 检测,所述的柔软度依据gb/t8942检测,所述柔软度具体指:在标准规定的 条件下,将一定宽度和长度的纸张试样用一板状测头压入狭缝中一定深度时, 试样本身抗弯曲力和试样与缝隙处摩擦力的矢量和,此值越小,说明试样越柔 软。
[0062]
在一个实施方式中,所述竹浆生活用纸制造方法还包括在步骤(4)加压 整饬和步骤(5)卷取之间的对所述起皱纸幅进行拉伸的步骤,在进一步破坏 竹纤维结合力,提升纸张柔软度的同时,所述拉伸使所述起皱纸幅的伸长率降 低,便于卷取。
[0063]
实际应用中,所述拉伸可通过牵引辊牵引加压整饬后的所述起皱纸幅来实 现,可以理解的,所述牵引辊的牵引速度大于所述加压辊组的运行速度,优选 所述牵引辊的牵引速度设置为所述加压辊组运行速度的1.1~1.2倍。
[0064]
在其他实施方式中,对所述起皱纸幅进行拉伸的步骤也可以设置在步骤(3) 纸幅起皱和步骤(4)加压整饬之间。
[0065]
在另一个实施方式中,该制造方法还包括在步骤(5)卷取之后的对所述 初卷竹浆纸进行分盘复卷的步骤。
[0066]
具体的,根据需要,所述初卷竹浆纸可分盘复卷为单层或多层。可以理解 的,所述初卷竹浆纸为单层纸纸卷。
[0067]
当将所述初卷竹浆纸分盘复卷为单层时,开卷单卷所述初卷竹浆纸,得到 初卷纸幅,分切所述初卷纸幅至预设幅宽并分别卷绕,得到多个具有预设幅宽 的单层纸纸卷,以便于后段工序加工终端产品使用。
[0068]
当将所述初卷竹浆纸分盘复卷为多层时,开卷多卷所述初卷竹浆纸,使开 卷后的多个初卷纸幅层叠,分切层叠后的多层纸幅至预设幅宽并分别卷绕,得 到多个具有预设幅宽的多层纸纸卷,以便于后段工序加工终端产品使用。
[0069]
可以理解的,当将所述初卷竹浆纸分盘复卷为多层时,所述初卷竹浆纸的 卷数与分盘复卷的层数相对应,所述“多层”为至少两层。
[0070]
进一步的,本实施方式中,所述竹浆生活用纸制造方法还包括在分切前对 单层的所述初卷纸幅或层叠后多层纸幅进行加压整饬的步骤。
[0071]
传送单层的所述初卷纸幅或多层纸幅通过加压辊组的辊隙进行加压整饬, 所述加压辊组与上述步骤(4)中的结构及原理相似,该加压辊组包括上下并 排设置的上压辊和下压辊,该上压辊、下压辊表面光滑,在该上压辊和下压辊 之间形成供单层的所述初卷纸幅或多层纸幅穿过的辊隙。
[0072]
优选的,本步骤中的所述上压辊、下压辊均为钢辊。
[0073]
穿过所述辊隙的单层的所述初卷纸幅或多层纸幅受到辊隙压力的作用,所 述初卷纸幅或多层纸幅相对的两个表面均匀地压向表面光滑的上压辊和下压 辊,使纸幅的表面平滑度得到进一步的提升。
[0074]
同时,通过所述加压整饬对所述纸幅加压,更进一步破坏纸幅中的竹纤维 及竹纤维间的结合结构,进一步提高了纸幅的柔软度。
[0075]
同时,通过对所述多层纸幅加压,也能够使各层纸幅之间接触紧密,不易 分层,为
后段工序中终端产品的加工带来了便利。
[0076]
本发明还提供了一种竹浆生活用纸,由上述的竹浆生活用纸制造方法制备 得到,相较于现有的竹浆纸,所述竹浆生活用纸,其柔软度和表面平滑性能都 有较大幅度的提升,具备了与木浆纸相当的柔软细腻,增强了竹浆生活用纸的 市场竞争力。
[0077]
所述竹浆生活用纸可以用于制造面巾纸、卫生纸、餐巾纸、纸浴巾等等生 活用纸终端产品,符合消费者日益强化的环保理念。
[0078]
进一步的,该竹浆生活用纸定量为10~20g/m2,厚度为70~104um,柔软 度为60~100mn。优选的,该竹浆生活用纸定量为13~18g/m2,厚度为70~ 100um,柔软度为60~80mn。
[0079]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利 用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其 他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1