一种工字型纸板成型生产线及折叠方法
1.本发明涉及纸板折叠生产线领域,特别涉及一种工字型纸板成型生产线及折叠方法。
背景技术:
2.在纸箱包装行业中,为在纸箱中分割空间及加强纸箱抗压强度,会在纸箱中加入板面直立的成型纸板。如本发明所涉及的工字型纸板,将纸箱分割成可左右两个区域。
3.工字纸板成型前是一张平面的h型纸片,其平铺状态下两侧有对称设置好的切口,将平面h型纸片成型及成型后的工字纸板装入纸箱原是由人工完成,在这道工序中消耗大量人力成本。因成型后的工字纸板体积较大,堆放需要占用较大的空间,且纸板成型后有一定的回弹量,堆放后重新取出无法直接用于自动化装配,不适合提前将纸板大量成型后堆叠备用,所以需要设计一种可自动折叠纸板且将折叠成型的纸板对应放入纸箱的成型生产线。
技术实现要素:
4.为克服现有技术中的不足,本发明提供一种可自动折叠完成工字型纸板且自动装箱的工字型纸板成型生产线及折叠方法。
5.为实现上述目的,本发明采用的技术方案如下:一种工字型纸板成型生产线,包括用于运输纸板的纸板输送带,还包括连接板、下压板、挡板、隔板、侧压机构,纸板上两侧开设有切口,所述连接板设于纸板输送带末端,沿连接板中部位置开设有穿孔;
6.挡板设有两组,所述挡板顶部设有转动辊,两所述挡板架设于穿孔下方,且两挡板分别设于穿孔两侧边缘位置,使两挡板的转动辊设于穿孔内;下压板设有两块,两下压板架设于穿孔上方,且两下压板可透过穿孔朝两挡板之间上下移动,两所述下压板用于将纸板沿转动辊下压至穿孔内并使纸板左右两侧向上折叠形成于两挡板之间;所述隔板可移动的贯穿设于两挡板之间,使下压板可将纸板下压至抵住隔板;
7.侧压机构设有两组,侧压机构包括侧压组件、转动杆、若干滚轮,所述转动杆架设于两挡板之间,所述侧压组件采用两三角板拼接设置,所述滚轮设于三角板相邻顶角处且设于夹设于两三角板之间,两所述三角板一端套设于转动杆上,通过转动杆带动两侧三角板转动,使三角板顶角的滚轮依次与纸板接触下压,并使纸板前后两侧沿切口向下折叠形成工字型纸板。
8.进一步的,所述下压板采用“l”型设置,且两下压板之间设有固定杆连接,所述固定杆设于下压板中段位置,且与隔板位置上下对应。
9.进一步的,所述下压板上设有两滑台气缸,其中一滑台气缸设立于下压板内侧,用于驱动下压板移动至固定杆与隔板顶部接触,另一滑台气缸设于前一滑台气缸上,用于驱动下压板朝隔板下方移动。
10.进一步的,所述侧压组件设有两组,两侧压组件间隔设置,且两侧压组件的间距小
于两挡板之间的间距,所述两下压板的间距小于两挡板之间的间距,且两下压板与两挡板之间的间距具有可容纳纸板厚度的间隙。
11.进一步的,所述侧压机构还包括驱动杆、侧压气缸,所述驱动杆连接于转动杆一端,所述侧压气缸与驱动杆连接,使驱动杆带动转动杆转动。
12.进一步的,所述挡板底部沿宽度方向中部位置设有向上延伸设置的长型缺口,所述隔板可通过贯穿两挡板的长型缺口插设与两挡板之间。
13.进一步的,所述隔板一端设有推拉气缸,通过推拉气缸使隔板在插设于两挡板的长型缺口内与抽出状态之间改变。
14.进一步的,还包括纸板叠放位,所述纸板叠放位设于纸板输送带初始端,所述纸板叠放位包括两支撑板、支撑杆,两所述支撑板架设于纸板输送带上,所述支撑杆设于两支撑板之间且与两支撑板连接,使纸板堆叠于支撑杆上,且朝纸板输送带方向向下倾斜设置且与纸板输送带输送面接触。
15.进一步的,还包括压紧轮,所述压紧轮设有若干个,分别排列组成两排且架设于纸板输送带上方,使纸板传送状态下被夹设于压紧轮与纸板输送带之间。
16.一种折叠方法,包括:
17.步骤一,纸板输送带待折叠且处于平铺状态的纸板一一朝连接板方向输送,且前段的纸板被输送至连接板上;
18.步骤二,隔板处于插设于两挡板的长型缺口状态下,启动两下压板,让下压板朝穿孔方向移动,并将纸板压入穿孔内进入两挡板之间,且将纸板定位与隔板上,使其夹设与下压板与隔板之间,由于两挡板顶部设有转动辊,使得纸板下压穿过穿孔过程中左右两侧沿转动辊向上折叠,且向上折叠的左右两侧纸板被夹设于两下压板与两挡板之间;
19.步骤三,此时纸板定位与隔板上,同时驱动两挡板前后两侧的驱动杆,通过驱动杆带动转动杆转动,并带动侧压组件绕转动杆转动,让三角板由纸板顶面往下转动,并使三角板下端顶角的滚轮优先接触纸板前后两侧并将其沿着下压,再由上端的滚轮接触将纸板继续下压,下压至纸板前后两侧完全沿着切口向下折叠,形成了工字型纸板;
20.步骤四,将隔板从长型缺口内抽出,使隔板处于抽出状态,让两下压板继续向下移动,将工字型纸板从两挡板下方压入待装箱的纸箱内。
21.由上述对本发明的描述可知,与现有技术相比,本发明提供的一种工字型纸板成型生产线,设置纸板输送带的作用在于输送纸板;设置连接板的作用在于使纸板停留于连接板上,并在连接板上开设穿孔的作用在于可让纸板穿过穿孔;设置下压板与挡板的作用在于通过下压板向下压动纸板,并与穿孔配合将纸板压入穿孔内,然后进入两个挡板之间,让纸板左右两侧向上折叠并卡设于两挡板之间;设置转动辊的作用在于使纸板被下压板压入穿孔进入两挡板之间的过程中,纸板左右两侧可以沿着两挡板顶部的转动辊向上折叠;设置隔板的作用在于当隔板处于插设于长型缺口内状态下时,隔板可以起到隔档纸板的作用,当隔板处于抽出状态下时,可以使纸板被压入纸箱内,且让已经折叠成型好的一块工字型纸板对应压入一个纸箱内;通过在两挡板前后两侧分别设置侧压机构的作用在于通过侧压组件将纸板前后两侧向下压动完成折叠;侧压组件采用在三角板连接,并在三角板顶角处设置滚轮的作用在于使得侧压组件在转动的时候滚轮先后与纸板接触并随着转动下压,使纸板前后两侧向下折叠,使纸板形成工字型纸板。
附图说明
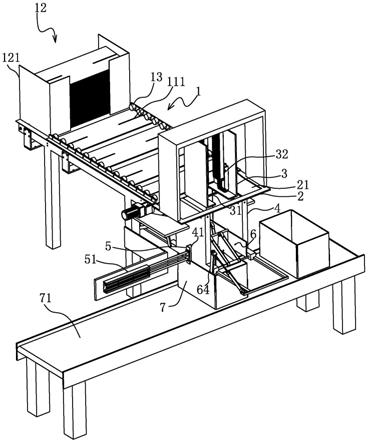
22.图1为本发明一种工字型纸板生产线的结构示意图。
23.图2为本发明纸板下压至隔板状态半剖结构示意图。
24.图3为本发明侧压机构下压纸板状态半剖结构示意图。
25.图4为本发明纸板入箱状态半剖结构示意图。
26.图5为本发明下压板与挡板连接状态剖视结构示意图。
27.图中标识对应如下:1.纸板输送带、11.纸板、111.切口、112.工字型纸板、12.纸板置放位、121.支撑板、122.支撑杆、13.压紧轮、2.连接板、21.穿孔、 3.下压板、31.固定杆、32.滑台气缸、4.挡板、41.长型缺口、42.转动辊、5. 隔板、51.推拉气缸、6.侧压机构、61.侧压组件、611.三角板、62.转动杆、63. 滚轮、64.驱动杆、65.侧压气缸、7.纸箱、71.纸箱输送带
具体实施方式
28.以下通过具体实施方式对本发明作进一步的描述。
29.参照图1至图5所示一种工字型纸板成型生产线,包括纸板输送带1、连接板 2、下压板3、挡板4、隔板5、侧压机构6、纸箱7。
30.纸板输送带1架设于机架上,纸板输送带1是用于输送待折叠纸板11的,此时的纸板11是处于平铺状态,且纸板11上两侧开设有切口111,并堆叠至在纸板 11叠放位12内,所述纸板11叠放位设于纸板输送带1初始端,所述纸板11叠放位 12包括两支撑板121、支撑杆122,两所述支撑板121架设于纸板输送带1上,且支撑板121与输送带之间设有仅可让一片纸板11通过的缝隙,所述支撑杆122设于两支撑板121之间且与两支撑板121连接,使纸板11堆叠于支撑杆122上,且朝纸板输送带1方向向下倾斜设置且与纸板输送带1输送面接触,使纸板11一一被往连接板2方向输送。
31.连接板2固定设于纸板输送带1末端,且连接板2上沿连接板2中部位置开设有穿孔21,穿孔21位置与纸板输送带1的中心位置对应,且穿孔21的长度恰好是纸板11上两切口111间距的大小;挡板4设有两组,所述挡板4顶部设有转动辊42,两所述挡板4架设于穿孔21下方,且两挡板4分别设于穿孔21两侧边缘位置,使两挡板4的转动辊42设于穿孔21内,设置转动辊42的作用在于使纸板11被下压板 3压入穿孔21进入两挡板4之间的过程中,纸板11左右两侧可以沿着两挡板4顶部的转动辊42的滚动向上折叠,设置转动辊42也使纸板11被下压过程不会被挡板4 的边角割破损坏;
32.下压板3设有两块,所述下压板3采用“l”型设置,且两下压板3之间设有固定杆31连接,所述固定杆31设于下压板3中段位置,且与隔板5位置上下对应,两下压板3架设于穿孔21上方,且两下压板3可透过穿孔21朝两挡板4之间上下移动,两所述下压板3用于将纸板11沿转动辊42下压至穿孔21内并进入两挡板4之间使纸板11左右两侧向上折叠形成于两挡板4之间,其中所述两下压板3的间距小于两挡板4之间的间距,且两下压板3与两挡板4之间的间距具有仅可容纳纸板 11厚度的间隙,使纸板11可以更好的被下压板3与挡板4卡固间隙里;所述下压板3上设有两滑台气缸32,其中一滑台气缸32设立于下压板3内侧,用于驱动下压板3移动至固定杆31与隔板5顶部接触,另一滑台气缸32设于前一滑台气缸32 上,用于驱动下压板3朝两挡板4下方移动。
33.隔板5是可以移动的贯穿设于两档板之间,所述挡板4底部沿宽度方向中部位置设有向上延伸设置的长型缺口41,所述隔板5可通过贯穿两挡板4的长型缺口41插设与两挡板4之间,所述隔板5一端设有推拉气缸51,通过推拉气缸51使隔板5在插设于两挡板4的长型缺口41内与抽出状态之间改变;当隔板5贯穿两挡板4的长型缺口41插设与两挡板4之间时,隔板5的作用是用于防止纸板11处于两挡板4之间时掉落,也可以使在纸板11被夹设与隔板5与下压板3的固定杆31之间时,使得纸板11在完成前后折叠的情况下让隔板5成为支撑点;当隔板5抽出状态时,下压板3即可通过下压将纸板11压入纸箱7内。
34.侧压机构6设有两组,两组侧压机构6分别设置在两挡板4的前后两侧,分别控制折叠纸板11前后两侧。侧压机构6包括侧压组件61、转动杆62、若干滚轮63、驱动杆64、侧压气缸65,所述转动杆62架设于两挡板4之间,所述驱动杆64连接于转动杆62一端,所述侧压气缸65与驱动杆64连接,使驱动杆64带动转动杆62 转动,所述侧压组件61采用两三角板611拼接设置,所述滚轮63设于三角板611 相邻顶角处且设于夹设于两三角板611之间,三角板611的三个顶角处其中两个顶角处安装了滚轮63,且其中有一顶角处安装了一个滚轮63,另一顶角处安装了排列设置了两个滚轮63,剩余的一个顶角处套设在了转动赶上,即两所述三角板611一端套设于转动杆62上,通过转动杆62带动两侧三角板611转动,使两三角板611顶角的滚轮63依次通过转动的位置与纸板11接触下压,并使纸板11前后两侧沿切口111向下折叠形成工字型纸板112;设置两三角板611夹持已滚轮63 的作用在于通过三角板611的转动,让先接触纸板11的一侧顶角的滚轮63沿着纸板11滚动下压,并随着转动杆62的转动,使另一侧顶角的滚轮63也接触到纸板 11并通过其继续向下滚动下压,从而完成对纸板11前后两侧的向下折叠;两所述侧压组件61间隔设置,且两侧压组件61的间距小于两挡板4之间的间距,使得侧压组件61具有足够的转动空间。
35.压紧轮13,所述压紧轮13设有若干个,分别排列组成两排且架设于纸板输送带1上方,使纸板11传送状态下被夹设于压紧轮13与纸板输送带1之间,使得纸板11在输送过程中通过压紧轮13将纸板11两侧压住,可防止纸板11翘边。
36.该种工字型纸板成型生产线及折叠方法的工作原理如下:
37.步骤一,纸板输送带1待折叠且处于平铺状态的纸板11一一朝连接板2方向输送,且前段的纸板11被输送至连接板2上;
38.步骤二,隔板5处于插设于两挡板4的长型缺口41状态下,启动两下压板3,让下压板3朝穿孔21方向移动,并将纸板11压入穿孔21内进入两挡板4之间,且将纸板11定位与隔板5上,使其夹设与下压板3与隔板5之间,由于两挡板4顶部设有转动辊42,使得纸板11下压穿过穿孔21过程中左右两侧沿转动辊42向上折叠,且向上折叠的左右两侧纸板11被夹设于两下压板3与两挡板4之间;
39.步骤三,此时纸板11定位与隔板5上,同时驱动两挡板4前后两侧的驱动杆 64,通过驱动杆64带动转动杆62转动,并带动侧压组件61绕转动杆62转动,让三角板611由纸板11顶面往下转动,并使两三角板611下端顶角的滚轮63优先接触纸板11前后两侧并将其沿着下压,再由上端的滚轮63接触将纸板11继续下压,下压至纸板11前后两侧完全沿着切口111向下折叠,形成了工字型纸板112;
40.步骤四,将隔板5从长型缺口41内抽出,使隔板5处于抽出状态,让两下压板3继续向下移动,将工字型纸板112从两挡板4下方压入待装箱的纸箱7内,待装箱的纸箱7设于纸
箱输送带71上,每一折叠好的工字型纸板112对应放入一纸箱7内;
41.步骤五,装箱完成后,两下压板3回归初始位置,等待下一纸板11输送到连接板2,将隔板5继续插入两挡板4的长型缺口41内,然后重复以后步骤即可。
42.上述仅为本发明的一种具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1