一种生产弹力纬纱的管纱定型机冷却系统的制作方法
1.本实用新型涉及弹力纬纱生产设备技术领域,特别涉及一种生产弹力纬纱的管纱定型机冷却系统。
背景技术:
2.弹力纬纱是一种包芯纱,由尼龙66长丝外包棉纤维组成,用作织造子午轮胎帘子布的纬向材料,生产弹力纬纱过程中,需要用细纱机将尼龙丝包棉加捻后卷绕到筒管上做成细纱,然后用定型罐做成筒纱。弹力纬纱的细纱因为回缩性很大,在定型罐加工时会产生捻缩,不利于后工序的使用,需要对细纱通过加热的方式定型,解决细纱捻缩问题。定型罐一般通过蒸汽加热的方式对细纱进行定型,定型后需要对定型罐抽真空,定型罐内的空气经过加热,温度和湿度很高,一般在70℃以上,使用真空机抽真空时会造成真空机过热,不但损坏真空机,而且真空度达不到设计要求,因此在抽真空的过程中在空气进入真空机之前对空气冷却。
3.中国专利cn 213389268 u公开了一种生产弹力纬纱的细纱定型装置,在定型罐到真空机管道之间,增加一个缓冲罐和冷却罐,通过缓冲罐降低空气速度,然后通过冷却罐进行冷却后再进入真空机。通过上述设备可以对空气进行真空冷却,但是此设备存在以下问题:1、缓冲罐和冷却罐单独设立,需要的生产场地比较大;2、冷却后的温度不可控,从而无法达到完全冷却空气的目的。
技术实现要素:
4.针对以上缺陷,本实用新型的目的是提供一种生产弹力纬纱的管纱定型机冷却系统,此生产弹力纬纱的管纱定型机冷却系统占地面积小,而且可以对冷却后的空气温度进行监控,达到空气的完全冷却,从而对真空机起到绝对的保护作用。
5.为了实现上述目的,本实用新型的技术方案是:
6.一种生产弹力纬纱的管纱定型机冷却系统,包括冷却罐,所述冷却罐顶部设置有进气口,所述冷却罐底部设置出气口,
7.所述冷却罐内设置有冷却装置,所述出气口上连接有出气管,所述出气管上设置有温度测量器和第一流量控制阀,所述温度测量器和所述第一流量控制阀均电连接plc控制器。
8.其中,所述冷却罐内设置有隔板,所述隔板上均匀设置有通气孔,所述隔板将所述冷却罐分隔成上下两个腔室,所述进气口连通所述上腔室,所述出气口连通所述下腔室,所述冷却装置位于所述下腔室内。
9.其中,所述冷却罐内设置有压力传感器,所述定型罐的排气口上通过三通管路并联有两个所述冷却罐,所述三通管路的每个支路上分别设置有第二流量控制阀,所述压力传感器和所述第二流量控制阀电连接所述plc控制器。
10.其中,所述下腔室底部设置有锥形底,所述锥形底的底部设置有排水口。
11.其中,所述冷却装置包括铺设在所述下腔室内的水冷管,所述水冷管内通入冷却水,所述水冷管上设置有电磁阀,所述电磁阀电连接所述plc控制器。
12.其中,每条所述出气管上均连接有独立的真空机。
13.采用了上述技术方案后,本实用新型的有益效果是:
14.1、冷却罐顶部设置有进气口,冷却罐底部设置出气口,将缓冲功能和冷却功能合并为一体,刚进入冷却罐的热空气向上升,温度较低的气体逐渐向下溢,通过溢气的方式,热空气从进气口溢散到出气口,从而降低了空气的传输速度,延长了空气在冷却罐内的停留时间,保证空气的充分冷却。
15.2、通过在出气管上设置有温度测量器和第一流量控制阀,当温度测量器检测到出气管中的空气温度高于35摄氏度后,将信号传输给plc控制器,plc控制器控制第一流量控制阀减小过流量,从而使高温空气可以在冷却罐内停留更多时间,以此达到继续降温的目的。
16.3、通过设置隔板,可以使空气在冷却室内均匀分布,保证空气与冷却装置的充分接触,提高冷却效果。
17.4、通过冷却罐内设置有压力传感器,在定型罐的排气口上并联设置两个冷却罐,通过设置压力传感器,当因为第一流量控制阀的截留导致冷却罐内压力升高时,当升高到预设压力,关闭第二流量控制阀,停止继续向冷却罐内通入空气,从而人为的干预冷却罐充气的启闭,从而提高了安全性;两个冷却罐轮流工作,可以提高空气冷却效率,而且避免设备长时间工作影响设备的使用寿命。
18.5、冷却装置包括铺设在下腔室内的水冷管,水冷管内通入冷却水,水冷管上设置有电磁阀,电磁阀电连接plc控制器,通过plc控制器自动控制冷却罐进冷水,确保人工控制忘记开冷水阀的情况。
19.综上所述,本实用新型一种生产弹力纬纱的管纱定型机冷却系统解决了现有技术中设备占地面积大,冷却后的空气温度不可控的技术问题,本实用新型通过将缓冲功能和冷却功能合并为一体,从而减少了设备的占地面积,通过设置温度测量器从而使冷却后的空气温度可控。
附图说明
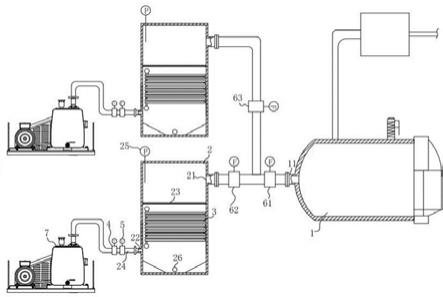
20.图1是本实用新型一种生产弹力纬纱的管纱定型机冷却系统的结构示意图;
21.图中:1、定型罐,11、排气口,2、冷却罐,21、进气口,22、出气口,23、隔板,24、出气管,25、压力传感器,26、排水口,3、冷却装置,4、温度测量器,5、第一流量控制阀,61、第二流量控制阀a ,62、第二流量控制阀b ,63、第二流量控制阀c,7、真空机。
具体实施方式
22.下面结合附图和实施例,进一步阐述本实用新型。
23.本说明书中涉及到的方位均以附图所示方位为准,仅代表相对的位置关系,不代表绝对的位置关系。
24.如图1所示,一种生产弹力纬纱的管纱定型机冷却系统,冷却系统安装在定型罐1的排气口11上,冷却系统包括冷却罐2,冷却罐2顶部设置有进气口21,冷却罐2底部设置出
气口22,冷却罐2内设置有隔板23,隔板23上均匀设置有通气孔。隔板23将冷却罐2分隔成上下两个腔室,进气口21连通上腔室,出气口22连通下腔室,下腔室设置有冷却装置3。设置上下两个腔室,从而防止高压热空气的猛烈进入,对冷却装置3造成冲击,从而影响冷却装置3的稳定性。下腔室底部设置有锥形底,锥形底的底部设置有排水口26。因高温空气中含有水分,当冷却后,部分水分凝结成液体沉积,锥形底有利于液体的排出。当高温空气从进气口21进入上腔室后,刚进入上腔室的热空气向上升,温度较低的气体逐渐向下溢,然后通过隔板23上的通气孔进入到下腔室,高温空气在下腔室内经过冷却装置3进行冷却,冷空气逐渐向下溢,然后通过冷却罐2底部的出气口22排出冷却罐2。
25.如图1所示,出气口22上连接有出气管24,出气管24上设置有温度测量器4和第一流量控制阀5,温度测量器4和第一流量控制阀5均电连接有plc控制器(图中未示出)。冷却罐2内设置有压力传感器25,定型罐1的排气口11上通过三通管路并联有两个冷却罐2,三通管路的每个支路上分别设置有第二流量控制阀,其中对应排气口11设置的为第二流量控制阀a 61,对应两个冷却罐2设置的分别为第二流量控制阀b 62和第二流量控制阀c 63,压力传感器25和第二流量控制阀电连接plc控制器。两个冷却罐2的出气管24上分别连接有独立的真空机7。两个真空机7独立工作,互不干扰,从而防止一个真空机7损坏,造成设备停机。
26.冷却装置3包括铺设在下腔室内的水冷管,水冷管内通入冷却水,水冷管上设置有电磁阀,电磁阀电连接plc控制器。
27.如图1所示,本实用新型生产一种弹力纬纱的管纱定型机冷却系统的工作流程如下:
28.高温空气从排气口11排出,然后经过三通管路进入到其中一个冷却罐2中,高温空气从进气口21进入上腔室后,刚进入上腔室的热空气向上升,温度较低的气体逐渐向下溢,然后通过隔板23上的通气孔进入到下腔室,高温空气在下腔室内经过冷却装置3进行冷却,冷空气逐渐向下溢,然后通过冷却罐2底部的出气口22排出冷却罐2,空气从出气管24进入到真空机7,当出气管24上的温度测量器4测得空气温度大于35摄氏度时,将信号传输给plc控制器,plc控制器控制第一流量控制阀减小过流量,空气逐渐在冷却罐2中聚集,当压力传感器25测得的冷却罐2内的压力值到达预设值时,关闭对应的第二流量控制阀b 62,启动第二流量控制阀c 63,高温空气进入到第二个冷却罐2中进行冷却,以此循环。
29.本实用新型一种生产弹力纬纱的管纱定型机冷却系统占地面积小,而且空气冷却效果好,保证了真空度,而且极大的保证了真空机的使用寿命。
30.本实用新型不局限于上述具体的实施方式,本领域的普通技术人员从上述构思出发,不经过创造性的劳动,所做出的种种变换,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1