一种包装纸盒原纸印刷切割设备的制作方法
1.本发明涉及包装盒生产技术领域,具体涉及一种包装纸盒原纸印刷切割设备。
背景技术:
2.包装盒顾名思义就是用来包装产品的盒子,可以按材料来分类比如:纸盒,铁盒,木盒,布盒,皮盒,亚克力盒,瓦楞包装盒、pvc盒等,也可以按产品的名称来分类比如:月饼盒、茶叶盒、枸杞盒、糖果盒、精美礼盒、土特产盒,酒盒,巧克力盒,食品药品保健品盒、食品包装盒,茶叶包装盒、文具盒等。包装盒功能:保证运输中产品的安全,提升产品的档次等。而目前市场上使用最多的就是包装纸盒。
3.其中,具有天地盖包装盒的包装方式在手机、数码应用广泛,其包括内材和面材分部加工再进行粘盒成型。其中,内材是用灰板纸进行模切、开v槽(90-100度)、四边贴角成型的一个硬质纸盒;面材是铜杆对包装原纸进行印刷、模切切割定型、面纸上胶后,将其粘贴在硬质纸盒外部,从而利用硬纸盒作为主体支撑,利用包装原纸作为外部包装使用,而现有的此类包装纸盒生产过程中,对于将面纸粘接在硬纸盒上的步骤多为人工操作,从而导致生产加工效率较低,加工成本较高。
技术实现要素:
4.本发明的目的是提供一种包装纸盒原纸印刷切割设备,以解决现有技术中的上述不足之处。
5.为了实现上述目的,本发明提供如下技术方案:一种包装纸盒原纸印刷切割设备,包括机座,所述机座包括裁切输送台,所述裁切输送台的一端设置有硬纸盒承载台,外包原纸经印刷后引至裁切输送台顶部输送,所述硬纸盒承载台上投放硬纸盒,所述机座的上方设置有水平横移的横移板,所述横移板的底部固定连接有竖直导杆,所述裁切输送台的一侧顶部通过支撑架转动安装有周转导套,所述周转导套的内部滑动连接有拨杆,所述竖直导杆的外部滑动套接有压贴罩,所述压贴罩的顶部连接有缓冲板,所述拨杆的一端与缓冲板的外侧转动连接,所述压贴罩跟随拨杆的摆动进行矩形轨迹运动,所述压贴罩下压至裁切输送台顶部时对外包原纸进行成型裁切,且所述压贴罩移动至硬纸盒承载台上时再次下压,将裁切后并留在压贴罩中的外包面纸压贴在硬纸盒的外部。
6.优选的,所述裁切输送台靠近硬纸盒承载台一端的内部转动安装有刷胶辊,所述刷胶辊与外部供胶设备连接。
7.优选的,所述拨杆靠近缓冲板一端的端部与周转导套的端部之间设置有压力弹性件,所述缓冲板与压贴罩的顶壁之间也设置有压力弹性件,所述压力弹性件选用压力弹簧。
8.优选的,所述压贴罩的内腔设置为与硬纸盒形状相同的矩形内腔,且所述压贴罩外壁的底部固定连接有裁切模板,所述裁切模板的形状与硬纸盒的四周侧壁展开后的形状相同,且所述裁切模板边缘处的底部固定连接有切刀。
9.优选的,所述裁切输送台远离硬纸盒承载台一端的顶部固定安装有压印台,所述
横移板对应压印台的位置处固定安装有压印板,所述压印台的顶部安装外包面纸卷,外包原纸沿压印台的表面滑移,所述横移板靠近压印台时,压印板对外包原纸进行印刷。
10.优选的,所述竖直导杆的底端固定连接有顶出板,所述顶出板的大小小于压贴罩内腔的顶壁的大小。
11.优选的,所述硬纸盒承载台顶部通过安装架固定安装有纸盒料筒,所述纸盒料筒的内部堆叠存储硬纸盒,所述横移板滑动连接于纸盒料筒的底端,且所述横移板的内部开设有与纸盒料筒底部端口相同的槽口,所述横移板端部的顶部固定连接有隔料板,所述隔料板贯穿纸盒料筒的侧壁,并与纸盒料筒的侧壁滑动配合。
12.优选的,所述硬纸盒承载台的底部开设有活动腔,所述活动腔的内部滑动安装有定位台,所述定位台的一端延伸至活动腔的外部,并固定连接有连接板,所述连接板的顶端延伸至纸盒料筒底端的外侧,且与纸盒料筒升降滑动配合,所述连接板靠近纸盒料筒的一侧固定连接有斜面凸板,所述斜面凸板的底部设置有倾斜面,所述横移板靠近连接板的一侧固定连接有凸柱,所述横移板移动并带动凸柱经过斜面凸板的底部时推动连接板升降。
13.优选的,所述硬纸盒承载台的顶部滑动安装有推出块,所述推出块与裁切输送台之间连接有拉力弹性件,且所述推出块的一端固定连接有外伸杆,所述外伸杆延伸至硬纸盒承载台的外侧,所述拨杆远离缓冲板的一端摆动至底部并经过硬纸盒承载台外侧时对外伸杆进行拨动,并将推出块向外推动,所述拉力弹性件选用拉力弹簧。
14.在上述技术方案中,本发明提供的技术效果和优点:
15.1、本发明通通过对周转导套进行转动驱动,进而带动拨杆进行周向摆动,且利用竖直导杆对压贴罩的竖直导向、横移板的水平滑动导向以及压贴罩接触裁切输送台顶部后的水平导向,进而在控制周转导套顺时针转动的同时,也可以带动压贴罩进行一个顺时针的矩形轨迹运动,利用横移板推动压印板印刷,且利用缓冲板压动压贴罩进行下降进行外包面纸裁切,裁切模板左移的过程中,对外包原纸整体进行牵引移动,而当压贴罩完全移动到硬纸盒承载台上方后,由于硬纸盒承载台低于裁切输送台,因此压贴罩在压力弹性件的推动下再次下移,将外包面纸压贴在硬纸盒外部,进而连续完成对外包原纸的印刷、裁切以及粘贴功能,极大的提高了包装纸盒的加工效率,降低了包装纸车的生产成本。
16.2、本发明通过利用横移板的横移带动槽口在纸盒料筒的底部端口不断移动,当槽口与纸盒料筒的底部对准后,隔料板也插入至纸盒料筒中,对上一层的硬纸盒进行阻挡,从而使每次槽口与纸盒料筒对准均只掉落一个硬纸盒到硬纸盒承载台上方,从而实现对硬纸盒的自动上料,且通过在硬纸盒承载台的内部设置可以升降的定位台,并利用连接板对其进行连接,从而利用横移板的移动,带动凸柱经过斜面凸板底部时,控制其进行升降,实现了对硬纸盒的自动上料控制,以及自动定位支撑控制,进一步的提高了设备使用的自动化性能。
17.3、本发明通过在硬纸盒承载台上设置推出块,使其可以在硬纸盒承载台顶部滑动,而利用周转导套的周转,压贴罩右移的过程中,拨杆的末端拨动外伸杆,带动推出块在硬纸盒承载台上水平移动,从而将已经加工好的包装盒向外推出,进而完成了设备自动将加工好的包装盒推出的功能,进一步的提高了设备使用的功能性。
附图说明
18.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
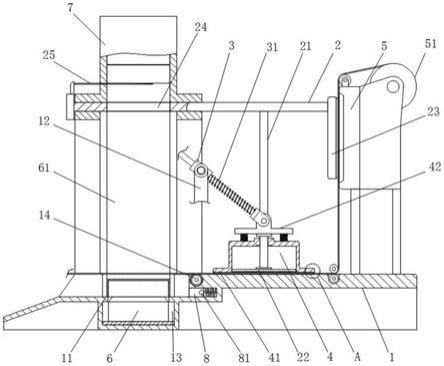
19.图1为本发明的裁切状态示意图。
20.图2为本发明的压贴状态示意图。
21.图3为本发明的卸料状态示意图。
22.图4为本发明的左视图。
23.图5为本发明斜面凸板的升降配合示意图。
24.图6为本发明图1的局部结构放大图。
25.图7为本发明图1的a部结构放大图。
26.图8为本发明硬纸盒外部外包面纸的包贴示意图。
27.附图标记说明:
28.1、裁切输送台;11、硬纸盒承载台;12、支撑架;13、活动腔;14、刷胶辊;2、横移板;21、竖直导杆;22、顶出板;23、压印板;24、槽口;25、隔料板;26、凸柱;3、周转导套;31、拨杆;4、压贴罩;41、裁切模板;42、缓冲板;43、切刀;5、压印台;51、外包面纸卷;6、定位台;61、连接板;62、斜面凸板;7、纸盒料筒;8、推出块;81、外伸杆。
具体实施方式
29.为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
30.实施例1
31.本发明提供了如图1-6所示的一种包装纸盒原纸印刷切割设备,包括机座,所述机座包括裁切输送台1,所述裁切输送台1的一端设置有硬纸盒承载台11,外包原纸经印刷后引至裁切输送台1顶部输送,所述硬纸盒承载台11上投放硬纸盒,所述机座的上方设置有水平横移的横移板2,所述横移板2的底部固定连接有竖直导杆21,所述裁切输送台1的一侧顶部通过支撑架12转动安装有周转导套3,所述周转导套3的内部滑动连接有拨杆31,所述竖直导杆21的外部滑动套接有压贴罩4,所述压贴罩4的顶部连接有缓冲板42,所述拨杆31的一端与缓冲板42的外侧转动连接,对周转导套3进行转动驱动,进而带动拨杆31进行周向摆动,且利用竖直导杆21对压贴罩4的竖直导向、横移板2的水平滑动导向以及压贴罩4接触裁切输送台1顶部后的水平导向,进而在控制周转导套3顺时针转动的同时,也可以带动压贴罩4进行一个顺时针的矩形轨迹运动,所述压贴罩4下压至裁切输送台1顶部时对外包原纸进行成型裁切,且所述压贴罩4移动至硬纸盒承载台11上时再次下压,将裁切后并留在压贴罩4中的外包面纸压贴在硬纸盒的外部;
32.进一步的,在上述技术方案中,所述裁切输送台1靠近硬纸盒承载台11一端的内部转动安装有刷胶辊14,所述刷胶辊14与外部供胶设备连接,进而开业对包装纸进行自动刷胶作业;
33.进一步的,在上述技术方案中,所述拨杆31靠近缓冲板42一端的端部与周转导套3的端部之间设置有压力弹性件,所述缓冲板42与压贴罩4的顶壁之间也设置有压力弹性件,
所述压力弹性件选用压力弹簧,从而为压贴罩4的二次下压增加弹力;
34.进一步的,在上述技术方案中,所述压贴罩4的内腔设置为与硬纸盒形状相同的矩形内腔,且所述压贴罩4外壁的底部固定连接有裁切模板41,所述裁切模板41的形状与硬纸盒的四周侧壁展开后的形状相同,且所述裁切模板41边缘处的底部固定连接有切刀43,进而保证完整、快速的裁切处外包面纸;
35.进一步的,在上述技术方案中,所述裁切输送台1远离硬纸盒承载台11一端的顶部固定安装有压印台5,所述横移板2对应压印台5的位置处固定安装有压印板23,所述压印台5的顶部安装外包面纸卷51,外包原纸沿压印台5的表面滑移,所述横移板2靠近压印台5时,压印板23对外包原纸进行印刷,进而利用横移板2的移动同步完成印刷作业;
36.进一步的,在上述技术方案中,所述竖直导杆21的底端固定连接有顶出板22,所述顶出板22的大小小于压贴罩4内腔的顶壁的大小,进而在压贴罩4从硬纸盒承载台11开始上升时,可以使顶出板22相对于移出压贴罩4,进而避免包装盒卡入压贴罩4中;
37.工作原理:通过对周转导套3进行转动驱动,进而带动拨杆31进行周向摆动,且利用竖直导杆21对压贴罩4的竖直导向、横移板2的水平滑动导向以及压贴罩4接触裁切输送台1顶部后的水平导向,进而在控制周转导套3顺时针转动的同时,也可以带动压贴罩4进行一个顺时针的矩形轨迹运动,且带动横移板2进行不断的左右往复运动,将压印台5设置在裁切输送台1的顶部,当横移板2右移时,可以推动压印板23与压印台5配合,对外包原纸的外壁进行印刷,且横移板2右移到达极限后,拨杆31的摆动开始带动缓冲板42压动压贴罩4进行下降,如图1所示,当缓冲板42完全下压后,会使裁切模板41以及底部的切刀43将外包原纸按照模型图样对外包原纸进行裁切形成外包面纸,并使裁切成型后的外包面纸暂存在裁切模板41中,而后拨杆31的摆动会带动压贴罩4和横移板2向左移动,此时,压印板23远离外包原纸,裁切模板41带动外包原纸也向左移动,设置外包原纸纸带的宽度大于成型外包面纸的宽度,即裁切后,外包面纸的边角料不会断裂,从而在裁切模板41左移的过程中,对外包原纸整体进行牵引移动,而当压贴罩4完全移动到硬纸盒承载台11上方后,由于硬纸盒承载台11低于裁切输送台1,因此压贴罩4在压力弹性件的推动下再次下移,如图2和6所示,此时虽然缓冲板42在拨杆31的拨动下即将开始上移,但压贴罩4会被压缩弹性件推动到底,而由于裁切输送台1的内部设置刷胶辊14,当外包面纸经过刷胶辊14时底部会涂抹上胶水,因此,当压贴罩4二次下压时,对准已经放置在硬纸盒承载台11上的硬纸盒下压,而硬纸盒进入压贴罩4的内腔中,从而利用压贴罩4的内腔将成型的外包面纸的四个侧壁向下压动,与硬纸盒完整贴合,进而完成将外包面纸压贴在硬纸盒外部的过程,而后缓冲板42上升至一定高度后将压贴罩4拉起,并在到达最高处时,再次带动压贴罩4和横移板2右移进行循环加工,进而连续完成对外包原纸的印刷、裁切以及粘贴功能,极大的提高了包装纸盒的加工效率,降低了包装纸车的生产成本。
38.实施例2
39.基于实施例1,不同的是,如图1-5所示的一种包装纸盒原纸印刷切割设备,所述硬纸盒承载台11顶部通过安装架固定安装有纸盒料筒7,所述纸盒料筒7的内部堆叠存储硬纸盒,所述横移板2滑动连接于纸盒料筒7的底端,且所述横移板2的内部开设有与纸盒料筒7底部端口相同的槽口24,所述横移板2端部的顶部固定连接有隔料板25,所述隔料板25贯穿纸盒料筒7的侧壁,并与纸盒料筒7的侧壁滑动配合;
40.进一步的,在上述技术方案中,所述硬纸盒承载台11的底部开设有活动腔13,所述活动腔13的内部滑动安装有定位台6,所述定位台6的一端延伸至活动腔13的外部,并固定连接有连接板61,所述连接板61的顶端延伸至纸盒料筒7底端的外侧,且与纸盒料筒7升降滑动配合,所述连接板61靠近纸盒料筒7的一侧固定连接有斜面凸板62,所述斜面凸板62的底部设置有倾斜面,所述横移板2靠近连接板61的一侧固定连接有凸柱26,所述横移板2移动并带动凸柱26经过斜面凸板62的底部时推动连接板61升降;
41.工作原理:通过在硬纸盒承载台11的上方连接纸盒料筒7,进而将硬纸盒开口向下依次堆叠在纸盒料筒7中,而利用横移板2的横移带动槽口24在纸盒料筒7的底部端口不断移动,在横移板2和压贴罩4完全右移远离硬纸盒承载台11时,通过在横移板2的顶部安装隔料板25,当槽口24与纸盒料筒7的底部对准后,隔料板25也插入至纸盒料筒7中,对上一层的硬纸盒进行阻挡,从而使每次槽口24与纸盒料筒7对准均只掉落一个硬纸盒到硬纸盒承载台11上方,从而实现对硬纸盒的自动上料,且通过在硬纸盒承载台11的内部设置可以升降的定位台6,并利用连接板61对其进行连接,从而利用横移板2的移动,带动凸柱26经过斜面凸板62底部时,控制其进行升降,如图5所示,当横移板2左移,并即将到达极限时,带动定位台6上升,进而使其插入至已经输送至硬纸盒承载台11上的硬纸盒中,对硬纸盒进行定位支撑,从而在后续压贴罩4下压时,硬纸盒与其精准对接,而当外包面纸压贴结束后,压贴罩4上升,再带动横移板2右移,横移板2右移时,斜面凸板62与凸柱26的配合使定位台6下降复位,从而不影响粘贴好后的包装盒卸料,进一步利用了压贴罩4对横移板2的横移联动,实现了对硬纸盒的自动上料控制,以及自动定位支撑控制,进一步的提高了设备使用的自动化性能。
42.实施例3
43.基于实施例1,不同的是,如图1-4所示的一种包装纸盒原纸印刷切割设备,所述硬纸盒承载台11的顶部滑动安装有推出块8,所述推出块8与裁切输送台1之间连接有拉力弹性件,且所述推出块8的一端固定连接有外伸杆81,所述外伸杆81延伸至硬纸盒承载台11的外侧,所述拨杆31远离缓冲板42的一端摆动至底部并经过硬纸盒承载台11外侧时对外伸杆81进行拨动,并将推出块8向外推动,所述拉力弹性件选用拉力弹簧;
44.工作原理:通过在硬纸盒承载台11上设置推出块8,使其可以在硬纸盒承载台11顶部滑动,而利用周转导套3的周转,当压贴罩4位于上方时,拨杆31远离压贴罩4的一端摆动至下方,如图3所示,当压贴结束后,且定位台6下移后,压贴罩4右移的过程中,拨杆31的末端拨动外伸杆81,带动推出块8在硬纸盒承载台11上水平移动,从而将已经加工好的包装盒向外推出,而由于压贴罩4右移的过程中,拨杆31有向上的运动趋势,进而会在某一时刻脱离外伸杆81,而推出块8在拉力弹性件的拉动下自动复位,等待下次工作,而拨杆31则继续摆动,进而完成了设备自动将加工好的包装盒推出的功能,进一步的提高了设备使用的功能性。
45.综上所述:通过对周转导套3进行转动驱动,进而带动拨杆31进行周向摆动,且利用竖直导杆21对压贴罩4的竖直导向、横移板2的水平滑动导向以及压贴罩4接触裁切输送台1顶部后的水平导向,进而在控制周转导套3顺时针转动的同时,也可以带动压贴罩4进行一个顺时针的矩形轨迹运动,且带动横移板2进行不断的左右往复运动,进利用压印板23实现对外包原纸的外壁进行印刷功能,同时在压动压贴罩4下降,利用裁切模板41和切刀43还
实现了对外包原纸进行裁切功能,并在裁切模板41左移的过程中,实现对外包原纸整体进行牵引移动功能,而当压贴罩4完全移动到硬纸盒承载台11上方后,压贴罩4二次下压时,对准已经放置在硬纸盒承载台11上的硬纸盒下压,还完成将外包面纸压贴在硬纸盒外部的功能,且利用横移板2在纸盒料筒7底部的滑动以及隔料板25的隔料功能,还实现了对硬纸盒的自动上料功能,且利用横移板2移动时凸柱26对斜面凸板62的升降控制完成对定位台6的升降驱动,还实现了压贴外包面纸时对硬纸盒的自动定位功能,且在亚忒结束,以及横移板2右移的过程中,利用拨杆31对外伸杆81的拨动,还实现了对压贴好的包装盒自动退出的功能,进而循环完成了对包装盒的自动加工功能,极大的提高了包装纸盒的加工效率,降低了包装纸车的生产成本。
46.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1