一种用于检测打码机构漏打码的监测系统的制作方法
1.本实用新型涉及一种包装生产线上的监测机构,具体涉及一种包装物料的色带漏打码的监测系统。
背景技术:
2.目前,药品包装生产线多采用电动色带打码机构来完成包装物料的打码工作。现有电动色带打码机,包括一凸轮机构,该凸轮机构通过一组连杆机构带动一打码铜块进行打码动作,所述打码铜块对应所述包装机的间歇式输送带上输送的待打码包装物料进行打码。因电动色带打码机是由凸轮转动和连杆机构配合完成包装物料的色带打码动作的。时常会因机构故障,导致凸轮转动不到位,或者凸轮机构不动作,发生漏打码情况。目前是依靠人工挑拣漏打码的包装物料,不仅人工劳动成本高,产品合格率也低下。
技术实现要素:
3.为解决现有技术存在的问题,本实用新型提供一种用于检测打码机构漏打码的监测系统,不仅大大提高生产效率,及产品合格率,而且明显降低生产成本。
4.为达成上述目的,本实用新型采用如下技术方案:
5.一种用于检测打码机构漏打码的监测系统,对应包装生产线上设有的电动色带打码机设置;该包装生产线涉及的包装机包括一具有一定间歇传送周期的间歇式输送带;所述监测系统包括一plc控制器,及连接该plc控制器的凸轮传感模块、包装物料传感模块、报警装置和触摸屏;其中,
6.凸轮传感模块,包括一光电式接近开关,用于监测间歇式输送带的一个间歇传送周期内,所述电动色带打码机的凸轮转动次数,以形成凸轮转动次数信号,并将该凸轮转动次数信号传送给plc控制器进行分析判断。
7.包装物料传感模块,包括一色标光电传感器,该色标光电传感器监测到位的待检测包装物料上的色标,以形成待检测包装物料到位信号,并将该待检测包装物料到位信号传送给plc控制器,以启动间歇式输送带的一个间歇传送周期;
8.plc控制器,在间歇式输送带的一个间歇传送周期内,对来自凸轮传感模块的凸轮转动次数信号与预设信号进行比对,当凸轮转动次数信号与预设信号不一致时,该plc控制器判断电动色带打码机漏打码,并控制报警装置启动,并在触摸屏上记录该报警信号。
9.如上所述的一种用于检测打码机构漏打码的监测系统,所述凸轮传感模块和包装物料传感模块均设置在可调节支架。
10.如上所述的一种用于检测打码机构漏打码的监测系统,还包括有复位旋钮开关,该复位旋钮开关通过plc控制器连接报警装置。
11.相较于现有技术,本实用新型用于检测打码机构漏打码的监测系统的技术方案具有如下有益效果:
12.一是,本实用新型用于检测打码机构漏打码的监测系统,采用连接plc控制器的凸
60、颗粒包装机pwd-129cy、粉剂包装机dxdf60w等。
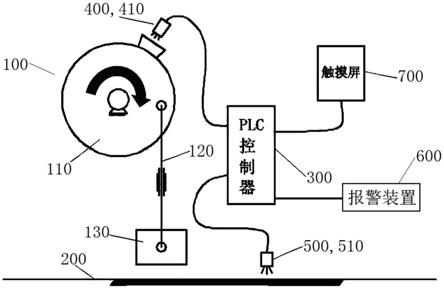
25.本实用新型包装生产线涉及的电动色带打码机100,包括一凸轮机构110,该凸轮机构110通过一组连杆机构120带动一打码铜块130进行打码动作,所述打码铜块130对应所述包装机的间歇式输送带200上输送的待打码包装物料进行打码,以实现该电动色带打码机100打码工作。
26.本实用新型监测系统,包括一plc控制器300,及连接该plc控制器300的凸轮传感模块400和包装物料传感模块500,所述plc控制器300还连接有报警装置600和触摸屏700。
27.本实用新型凸轮传感模块400,设置在第一支架(图中未示出)上,最佳的,该第一支架为可调节支架,以使所述凸轮传感模块400与电动色带打码机100的凸轮机构110之间的相对安装位置,可通过该第一支架作相应的调节,保证该凸轮传感模块400监测结果的可靠性。
28.本实用新型凸轮传感模块400,包括一光电式接近开关410,用于监测间歇式输送带200的一个间歇传送周期t3内,所述凸轮机构110的凸轮转动次数,以形成凸轮转动次数信号t1,并将该凸轮转动次数信号t1传送给plc控制器300进行分析判断。本实施例中,所述光电式接近开关410可为接近开关fotek:ql-05。
29.本实用新型包装物料传感模块500,设置在第二支架(图中未示出)上,最佳的,该第二支架为可调节支架,以使所述包装物料传感模块500与包装机的间歇式输送带200上输送的待检测包装物料之间的相对位置,可通过该第二支架作相应的调节,保证该包装物料传感模块500监测结果的可靠性。
30.本实用新型包装物料传感模块500,包括一色标光电传感器510,该色标光电传感器510监测到位的待检测包装物料上的色标,以形成待检测包装物料到位信号t2,并将该待检测包装物料到位信号t2传送给plc控制器300,以启动间歇式输送带200的一个间歇传送周期t3。本实施例中,所述色标光电传感器510可为富台光电:ks-c2色标光电传感器。
31.本实用新型plc控制器300,接收到待检测包装物料到位信号t2后,启动间歇式输送带200的一个间歇传送周期t3,并同时启动凸轮传感模块400的光电式接近开关410对凸轮机构110的凸轮转动次数开始进行计数,并在该一个间歇传送周期t3内,将采集到的凸轮转动次数信号t1与预设信号t4进行处理分析。所述预设信号t4为在间歇式输送带200的一个间歇传送周期t3内,凸轮转动次数的正常值。
32.具体的,plc控制器300在间歇式输送带200的一个间歇传送周期t3内,对来自凸轮传感模块400的凸轮转动次数信号t1与预设信号t4进行比对。当凸轮转动次数信号t1与预设信号t4一致时,该plc控制器300视电动色带打码机打码100正常;当凸轮转动次数信号t1与预设信号t4不一致时,该plc控制器300判断电动色带打码机100漏打码,并控制报警装置600启动,以发出警报信号,直到人工解除后报警解除,预防生产过程中漏打印的不良品流入后道工序影响生产质量。且该plc控制器300通过一通讯口在触摸屏700上记录该报警信号,以自动保存报警记录,自动统计报警次数,以备查用。
33.本实用新型一种用于检测打码机构漏打码的监测系统,还包括有复位旋钮开关,该复位旋钮开关通过plc控制器300连接报警装置。所述复位旋钮开关将复位信号传送至plc控制器300,用于控制报警装置600的声光报警器,但不会停止系统的监测功能。当系统报警触发时,将复位旋钮开关手动置于常闭“on”状态时,可解除报警装置600的声光报警
器,同时,plc控制器300会自动记录复位旋钮开关的操作痕迹,为管理员追溯报警处理事件提供参考,在复位期间,若仍有报警事件触发,plc控制器300均会自动记录和显示。待触发报警装置600的所有条件解除后,将复位旋钮开关手动置于常开“off”状态,报警装置600恢复报警监测功能。
34.上述说明示出并描述了本实用新型的优选实施例,如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1