一种双工位快速换桶的供墨装置的制作方法
1.本实用新型属于印刷供墨技术领域,涉及一种双工位快速换桶的供墨装置。
背景技术:
2.目前市场上的供墨装置有很多,其中利用柱塞泵来吸取油墨至印刷机墨槽为较普遍的做法,但是目前的供墨装置存在有以下几点不足,第一,柱塞泵吸取油墨后,油桶内的油墨会下降,柱塞泵压盘在负压的作用下,会随之下降,在这个过程中,可能会造成柱塞泵吸不到油墨的情况,进而影响柱塞泵的寿命。第二,油墨桶一般都比较重,当油墨耗尽时需要更换油墨桶,这个过程费时费力,有可能会造成压盘上残留的油墨表面凝固,而影响印刷效果。
技术实现要素:
3.本实用新型的目的是提供一种双工位快速换桶的供墨装置,该装置通过活塞式下压盘对油墨桶进行挤压,再通过柱塞泵将油墨桶中的油墨抽至墨斗,完成上墨工作;并通过可旋转的双工位油墨桶放置架快速完成更换油墨桶。
4.本实用新型所采用的技术方案是,一种双工位快速换桶的供墨装置,包括机架,机架的相对两侧分别设有相互平行的上升气缸a和上升气缸b,上升气缸a的气缸杆与上升气缸b的气缸杆之间安装有支撑横梁,支撑横梁上安装有柱塞泵,柱塞泵的下方设有双工位油墨桶放置架。
5.本实用新型的特点还在于,
6.柱塞泵包括柱塞泵主体,柱塞泵主体的管道上设有出墨压力表,出墨压力表的下方设有出墨口,柱塞泵主体的下端设有下压盘,下压盘上设有下压盘密封圈,下压盘密封圈与油墨桶紧密接触;
7.下压盘上还分别设有下压盘进气口和下压盘排气阀,柱塞泵主体的吸墨管道的下端还安装有压盘下吸嘴,压盘下吸嘴的上端通过挡板支撑,且压盘下吸嘴的上端端面与弹簧接触。
8.双工位油墨桶放置架包括设置在机架上的旋转机构,旋转机构的相对两侧分别设有油墨桶放置架a和油墨桶放置架b。
9.油墨桶放置架a包括底座a,底座a内安装有若干平行的辊筒 a,底座a的底部安装有四个牛眼轮a,牛眼轮a与机架的底板接触,底座a上端设有若干立柱a,立柱a上沿水平方向固定有定位卡圈 a,定位卡圈a上设有扶手a;
10.油墨桶放置架b包括底座b,底座b内安装有若干平行的辊筒b,底座b的底部安装有四个牛眼轮b,牛眼轮b与机架的底板接触,底座b上端设有若干立柱b,立柱b上沿水平方向固定有定位卡圈b,定位卡圈b上设有扶手b。
11.旋转机构包括平面轴承,平面轴承安装在机架的一侧支柱上,旋转套筒与平面轴承的外壁连接,旋转套筒可绕平面轴承进行旋转运动,底座a和底座b对称安装在旋转套筒
的相对两端。
12.机架的一侧设有上料架,上料架包括上料钢架,上料钢架上安装有若干平行设置的上料辊筒,上料钢架上还设有锁死块,锁死块通过转轴与上料钢架连接,锁死块可绕转轴相对在上料钢架上旋转,锁死块的一端端部安装有锁死踏板,拉力弹簧一端安装在锁死块上,拉力弹簧的另一端连接在上料钢架上。
13.本实用新型的有益效果是,本实用新型提供的一种双工位快速换桶供墨装置通过柱塞泵和下压盘,隔绝了油墨桶内的油墨与空气接触,有效的避免了空气中的杂质掉落近油墨桶内。同时采用下压盘挤压油墨桶的方式,使残余在油墨桶内的剩余油墨减小。节省了企业的生产成本。此外,通过双工位油墨桶放置架进行快速的油墨桶更换,节省时间成本,并防止了由于长时间更换油墨桶而造成的下压盘残留油墨凝结的问题。
附图说明
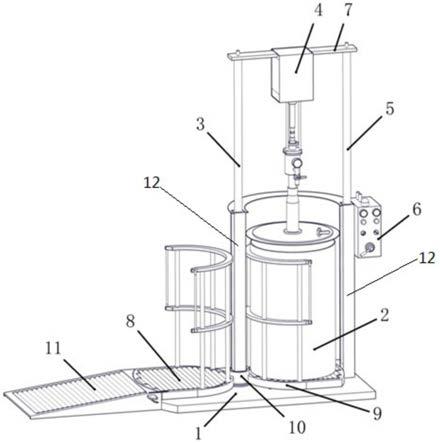
14.图1是本实用新型一种双工位快速换桶的供墨装置的的主视图;
15.图2是本实用新型一种双工位快速换桶的供墨装置的柱塞泵示意图;
16.图3是本实用新型一种双工位快速换桶的供墨装置的压盘下吸嘴示意图;
17.图4是本实用新型一种双工位快速换桶的供墨装置的双工位油墨桶放置架示意图;
18.图5是本实用新型一种双工位快速换桶的供墨装置的上料架示意图;
19.图6是本实用新型一种双工位快速换桶的供墨装置的锁死块结构示意图;
20.图7是本实用新型一种双工位快速换桶的供墨装置的加注机的控制箱示意图。
21.图中,1.机架,2.油墨桶,3.上升气缸a;
22.4.柱塞泵,4
‑
1.柱塞泵主体,4
‑
2.出墨压力表,4
‑
3.出墨口,4
‑
4.下压盘,4
‑
5.下压盘进气口,4
‑
6.下压盘排气阀,4
‑
7.下压盘密封圈,4
‑
8. 挡板,4
‑
9.压盘下吸嘴,4
‑
10.弹簧;
23.5.上升气缸b;
24.6.控制箱,6
‑
1.控制箱体,6
‑
2.上升气缸出气口,6
‑
3.下压盘出气口,6
‑
4.警示灯,6
‑
5.柱塞泵气压表,6
‑
6.上升气缸气压表,6
‑
7.柱塞泵调节旋钮,6
‑
8.上升气缸控制旋钮,6
‑
9.电源开关,6
‑
10.运行开关, 6
‑
11.油墨桶上升气缸控制摇杆;
25.7.支撑横梁;
26.8.油墨桶放置架a,8
‑
1.底座a,8
‑
2.辊筒a,8
‑
3.牛眼轮a,8
‑
4. 立柱a,8
‑
5.扶手a,8
‑
6.定位卡圈a,8
‑
7.锁死槽a;
27.9.油墨桶放置架b,9
‑
1.底座b,9
‑
2.辊筒b,9
‑
3.牛眼轮b,9
‑
4. 立柱b,9
‑
5.扶手b,9
‑
6.定位卡圈b,9
‑
7.锁死槽b;
28.10.旋转机构,10
‑
1.平面轴承,10
‑
2.旋转套筒;
29.11.上料架,11
‑
1.上料钢架,11
‑
2.上料辊筒,11
‑
3.锁死踏板,11
‑
4. 滑槽,11
‑
5.锁死块,11
‑
6.拉力弹簧;
30.12.支柱。
具体实施方式
31.下面结合附图和具体实施方式对本实用新型进行详细说明。
32.本实用新型一种双工位快速换桶的供墨装置,如图1所示,包括机架1,机架1的两个支柱12上分别设有相互平行的上升气缸a3和上升气缸b5,上升气缸a3的气缸杆与上升气缸b5的气缸杆之间安装有支撑横梁7,柱塞泵4安装在支撑横梁7上;上升气缸a3和上升气缸b5通气后可带动柱塞泵4整体上升。
33.如图2、3所示,柱塞泵4包括柱塞泵主体4
‑
1,柱塞泵主体4
‑
1 采用双层式单向阀结构,它的密封性强,确保长时间保压无泄漏。出墨压力表4
‑
2位于柱塞泵主体4
‑
1的管道上,出墨压力表4
‑
2可以测得柱塞泵4抽出的油墨压力。
34.在出墨压力表4
‑
2的下方设有出墨口4
‑
3,通过柱塞泵4抽出的油墨由此口流出,流向印刷机的墨斗中。出墨口4
‑
3处还设有阀门开关,可以控制油墨的流出。
35.柱塞泵主体4
‑
1的下端设有下压盘4
‑
4,下压盘密封圈4
‑
7固定在下压盘4
‑
4上,下压盘密封圈4
‑
7是加入高分子耐磨材料的橡胶,下压盘密封圈4
‑
7与油墨桶2紧密接触,该橡胶材质保证高速上下五万次不磨损。
36.下压盘4
‑
4上设有下压盘进气口4
‑
5和下压盘排气阀4
‑
6,柱塞泵主体4
‑
1的吸墨管道的下端还安装有压盘下吸嘴4
‑
9,压盘下吸嘴 4
‑
9的上端由挡板4
‑
8挡住,压盘下吸嘴4
‑
9的上端与弹簧4
‑
10接触。
37.在正常情况下,压盘下吸嘴4
‑
9会伸出塞泵主体4
‑
1的吸墨管道,且比下压盘4
‑
4高出30mm
‑
40mm,而当下压盘4
‑
4下降到油墨桶2 的最底部时,压盘下吸嘴4
‑
9会挤压弹簧4
‑
10,此时压盘下吸嘴4
‑
9 缩回柱塞泵主体4
‑
1的吸墨管道内。此种设计的优点是避免由于下压盘4
‑
4在下降的过程中没有及时同油墨桶2内的油墨接触,造成柱塞泵主体4
‑
1吸空。
38.在下压盘4
‑
4的正下方,放置装有油墨的油墨桶2。油墨桶2放置在由油墨桶放置架a8、油墨桶放置架b9和旋转机构10所组成的双工位油墨桶放置架上,油墨桶放置架a8和油墨桶放置架b9结构完全一样,对称安装在旋转机构10的两侧。
39.如图4所示,油墨桶放置架a8包括底座a8
‑
1,在底座a8
‑
1内安装有若干平行的辊筒a8
‑
2,油墨桶2可在辊筒a8
‑
2上前后滑动。在底座a8
‑
1的下端安装有四个牛眼轮a8
‑
3,牛眼轮a8
‑
3与机架1 的底板接触,用以支撑整个油墨桶放置架a8和油墨桶2的重量。在底座a8
‑
1上端设有若干立柱a8
‑
4,定位卡圈a8
‑
6固定于立柱a8
‑
4 上,用来对油墨桶2进行定位。扶手a8
‑
5安装在定位卡圈a8
‑
6上,方便旋转双工位油墨桶放置架。
40.油墨桶放置架b9包括底座b9
‑
1,在底座b9
‑
1内安装有若干平行的辊筒b9
‑
2,油墨桶2可在辊筒b9
‑
2上前后滑动。在底座b9
‑
1 的下端安装有四个牛眼轮b9
‑
3,牛眼轮b9
‑
3与机架1的底板接触,用以支撑整个油墨桶放置架b9和油墨桶2的重量。在底座b9
‑
1上端设有若干立柱b9
‑
4,定位卡圈b9
‑
6固定于立柱b9
‑
4上,用来对油墨桶2进行定位。扶手b9
‑
5安装在定位卡圈b9
‑
6上,方便旋转双工位油墨桶放置架。
41.旋转机构10包括平面轴承10
‑
1,平面轴承10
‑
1安装在机架1的一侧支柱12上,上升气缸a3的气缸杆与平面轴承10
‑
1与同心设置,旋转套筒10
‑
2套入机架1的一侧支柱12上,旋转套筒10
‑
2在平面轴承10
‑
1的作用下,旋转套筒10
‑
2与平面轴承10
‑
1的外壁连接,旋转套筒10
‑
2可绕平面轴承10
‑
1进行旋转运动。底座a8
‑
1和底座b9
‑
1 对称安装在旋转套筒10
‑
2的相对两端,可同旋转套筒10
‑
2一起进行旋转。
42.如图5、6所示,上料架11固定在机架1的一侧,且紧贴双工位油墨桶放置架。上料架11包括上料钢架11
‑
1,上料辊筒11
‑
2平行安装在上料钢架11
‑
1上,上料钢架11
‑
1上还设有锁死块11
‑
5,锁死块 11
‑
5为带有孔的长方体金属条,锁死块11
‑
5位于(图5中)a点的孔通过转轴与上料钢架11
‑
1连接,锁死块11
‑
5可绕a点在上料钢架11
‑
1上旋转,锁死块11
‑
5的b点上安装有锁死踏板11
‑
3,拉力弹簧 11
‑
6一端安装在锁死块11
‑
5(a点)的一侧,拉力弹簧11
‑
6的另一端连接在上料钢架11
‑
1上,当踩动锁死踏板11
‑
3时,锁死块11
‑
5绕 a点逆时针旋转,松开锁死踏板11
‑
3,锁死块11
‑
5绕a点顺时针旋转,油墨桶放置架a8和油墨桶放置架b9的底座上分别设有锁死槽 a8
‑
7和锁死槽b9
‑
7,锁死块11
‑
5可进入锁死槽a8
‑
7(或锁死槽b9
‑
7) 内,此时双工位油墨桶放置架将被锁死,不再转动。
43.油墨桶2可沿着上料架11被推上油墨桶放置架a8或油墨桶放置架b9。当油墨桶2的圆柱面与定位卡圈a8
‑
6或定位卡圈b9
‑
6接触时,停止推动油墨桶2。
44.在机架1的另一侧支柱12上安装有控制箱6。
45.如图7所示,控制箱6包括控制箱体6
‑
1,控制箱体6
‑
1的顶部设有上升气缸出气口6
‑
2,上升气缸出气口6
‑
2分别连接上升气缸a3 和上升气缸b5,向两个气缸通气。
46.下压盘出气口6
‑
3位于上升气缸出气口6
‑
2一侧,下压盘出气口 6
‑
3与下压盘进气口4
‑
5连接。
47.当油墨桶2内的油墨耗尽时,需要向油墨桶2内通入空气,利用桶内的空气将下压盘4
‑
4顶起,再次过程中,上升气缸a3和上升气缸b5缓慢伸长,配合下压盘4
‑
4同油墨桶2的分离工作。这样设计的好处是,如果利用上升气缸a3和上升气缸b5上升将下压盘4
‑
4 脱离油墨桶2,就需要其他的设备要固定油墨桶2,避免在下压盘4
‑
4 上升阶段,油墨桶2跟随上升,而起不到使下压盘4
‑
4脱离油墨桶2 的目的。
48.控制箱体6
‑
1的顶部还设有警示灯6
‑
4,起到提示的作用。控制箱体6
‑
1的前端设有柱塞泵气压表6
‑
5,可以直观读取此刻柱塞泵4 的工作气压。通过位于柱塞泵气压表6
‑
5下方的柱塞泵调节旋钮6
‑
7,对柱塞泵4的油墨输出速度进行调整。上升气缸气压表6
‑
6位于柱塞泵气压表6
‑
5一侧。位于上升气缸气压表6
‑
6下方的上升气缸控制旋钮6
‑
8可以控制上升气缸a3和上升气缸b5上升和下降的速度。目前市面上的其他供墨装置柱塞泵和上升气缸均使用同一个气压调节阀,所以上升气缸的速度不可调。而本实用新型通过上升气缸控制旋钮6
‑
8控制上升气缸a3和上升气缸b5的升降速度,可以有效的防止因为升降速度过快造成的气缸内部压力大,气缸内部密封垫片的磨损,从而影响上升气缸的使用寿命。
49.控制箱体6
‑
1上还设有电源开关6
‑
9,运行开关6
‑
10,按动电源开关6
‑
9,加注机通电,按动运行开关6
‑
10,加注机开始供墨。在控制箱体6
‑
1的最下方,还设有上升气缸控制摇杆6
‑
11,通过转动上升气缸控制摇杆6
‑
11,它有三个挡位,分别为升档,停档和降档,可控制上升气缸a3和上升气缸b5的伸缩方向。
50.本实用新型本实用新型一种双工位快速换桶的供墨装置的使用方法为:
51.步骤1,按动电源开关6
‑
9,加注机通电。旋转柱塞泵调节旋钮 6
‑
7,选择适当的抽墨速度。
52.步骤2,旋转上升气缸控制旋钮6
‑
8,选择合适的上升气缸上升速度。然后将上升气缸控制摇杆6
‑
11从停档旋转至升档,此时上升气缸a3和上升气缸b5将带动柱塞泵4上升。
53.步骤3,当柱塞泵4上升至最高点时,人工将装有油墨的油墨桶 2放在下压盘4
‑
4的
正下方。
54.步骤4,将下压盘排气阀4
‑
6打开,使其可以向外排气。
55.步骤5,将上升气缸控制摇杆6
‑
11从升档旋转至降档,下压盘 4
‑
4在上升气缸a3和上升气缸b5的作用下向下运动,伸入油墨桶2 内。由于压盘密封圈4
‑
7紧贴油墨桶2内壁。油墨桶2内的空气只能从下压盘排气阀4
‑
6内排出。
56.步骤6,当下压盘4
‑
4接触到油墨桶2内的油墨时,油墨会有从下压盘排气阀4
‑
6溢出的趋势,此时将上升气缸控制摇杆6
‑
11旋转至停档,此时下压盘4
‑
4停止向下运动。之后将下压盘排气阀4
‑
6关闭,此时下压盘4
‑
4和油墨桶2之间形成封闭空间。
57.步骤7,按下运行开关6
‑
10,柱塞泵4开始运动,此时加注机开始向印刷机的墨斗供墨。由于下压盘4
‑
4和油墨桶2之间形成封闭空间,所以下压盘4
‑
4始终与油墨桶2内的油墨贴合。
58.步骤8,当油墨桶2中的油墨耗尽时,打开上升气缸出气口6
‑
2 的阀门,上升气缸出气口6
‑
2将通过下压盘进气口4
‑
5向油墨桶2内注入空气,与此同时,将上升气缸控制摇杆6
‑
11从停档旋转至升档。上升气缸a3和上升气缸b5开始带动下压盘4
‑
4上升。
59.步骤9,待下压盘4
‑
4与油墨桶2完全脱离时,关闭上升气缸出气口6
‑
2的阀门,将上升气缸控制摇杆6
‑
11从升档旋转至停档。
60.本实用新型一种双工位快速换桶的供墨装置的换桶原理是:(假设此时油墨桶放置架a8与上料架11通过锁死块11
‑
5锁在一起)将装满油墨的油墨桶2沿上料架11向上推,当油墨桶2的圆柱面与定位卡圈a8
‑
6接触时,停止推动油墨桶2.用脚踩下锁死踏板11
‑
3,此时锁死块11
‑
5逆时针旋转,从锁死槽a8
‑
7内脱出,接着用手拉动扶手a8
‑
5使油墨桶放置架a8进行旋转,当旋转180度时,锁死块11
‑
5 将落入油墨桶放置架b9的锁死槽b9
‑
7内,此时油墨桶2正好位于下压盘4.4的下方。接着在将装满油墨的油墨桶沿上料钢架11
‑
1推上油墨桶放置架b9,待油墨桶放置架a8耗尽,便可进行快速更换油墨桶。
61.为使下压盘4
‑
4与油墨桶2充分接触,确保在输出油墨的过程中油墨不会从下压盘4
‑
4与油墨桶2之间的间隙内溢出来,对下压盘密封圈4
‑
7的各项参数有如下要求:
62.当油墨桶2的直径为500
‑
550mm时,下压盘密封圈4
‑
7的直径应比油墨桶2的直径大10到18mm,且下压盘密封圈4
‑
7的厚度为7 到9mm;
63.当油墨桶的直径为550
‑
600mm时,下压盘密封圈4
‑
7的直径应比油墨桶2的直径大18
‑
22mm,且下压盘密封圈4
‑
7的厚度为 9
‑
12mm;
64.当油墨桶的直径为600
‑
650mm时,下压盘密封圈4
‑
7的直径应比油墨桶2的直径大22
‑
26mm,且下压盘密封圈4
‑
7的厚度为14mm。
65.通过实验验证,当下压盘密封圈4
‑
7按照上述方法进行直径与厚度的设计,可防止油墨的外泄。
66.且要求压盘下吸嘴4
‑
9会伸出塞泵主体4
‑
1的吸墨管道,比下压盘4
‑
4高出30mm
‑
40mm。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1