一种动平衡纠偏装置及应用动平衡纠偏装置的纠偏方法与流程
1.本发明涉及印刷设备动平衡纠偏的技术领域,尤其是涉及一种动平衡纠偏装置及应用动平衡纠偏装置的纠偏方法。
背景技术:
2.高速旋转机械受物料的影响较大,冲击、腐蚀、磨损、结焦都会对机器的转子系统造成不平衡故障。而旋转机械的振动故障有70%来源于转子系统的不平衡。
3.而印刷机上的版辊,由于版辊表面经过雕刻机雕刻后本身带有不规则花纹,将其直接安装在转子系统上,在旋转过程中易产生由于动不平衡导致的机械振动,该机械振动极易影响印刷的质量以及转子系统的使用寿命。
4.现有版辊的动平衡纠偏通常是:先检测出版辊所需添加的平衡量及该平衡量所需添加在版辊端部的位置,然后在版辊的端部所需添加的位置焊接配重板。检测时会在版辊的端部螺接一试重。
5.但是,由于焊接配重板后还需进行检测校核,若校核出版辊两端的配重板仍然不满足需求,则需要加焊或是切除部分,在校核后调整配重板重量较为不便。
技术实现要素:
6.为了便于纠版辊的动平衡,本技术提供一种动平衡纠偏装置及应用动平衡纠偏装置的纠偏方法。
7.第一方面,本技术提供一种动平衡纠偏装置,内容如下:一种动平衡纠偏装置,其包括同轴连接于版辊端部的调节座以及连接于调节座上的调节组件,所述调节座内设置有环形的容置腔,所述容置腔内填充配重液,所述调节座轴向的一端与版辊连接,相对的另一端为操作面,所述操作面上开设有调节孔,所述调节孔围绕调节座的轴线间隔且等距设置有n个,n为偶数且大于2,所述调节孔背离操作面的一端贯通至容置腔,所述调节孔靠近容置腔的一端固定连接有封闭调节孔的软膜,所述软膜具有弹性;所述调节组件对应调节孔设置有n组,所述调节组件滑动锁定连接于调节孔内,所述调节组件靠近容置腔的一端与软膜相抵。
8.通过上述技术方案,在将本技术动平衡纠偏装置安装在版辊端部并且测得版辊的动不平衡量后,转动一调节孔内的调节组件,令该调节组件背离容置腔移动,而该调节孔为增重孔,使得配重液挤压软膜并且相对进入至该调节孔内,从而使得配重液填充增重孔由于活动杆退出形成的空间。软膜减小配重液自调节孔外漏的概率。并且,调节与增重孔所在同一调节座径向上的另一调节孔内的调节组件,该另一调节孔为减重孔,减重孔内的调节组件伸入至容置腔内,从而使得配重液恢复至调节增重孔内调节组件时的液压,以改变配重液的重心,改善版辊的动不平衡量。而当校核动平衡且仍不满足时,能够再次通过调节位于最靠近该动不平衡量的调节孔的调节组件进行调节,减少了现有焊接或是切除的步骤,以便对版辊的动平衡的纠偏。
9.优选的,所述调节组件包括连接套以及活动杆,所述连接套固定连接于操作面上,所述连接套的中部开设有贯通的螺纹孔,所述螺纹孔与调节孔同轴对应设置;所述活动杆穿过螺纹孔并且穿设于调节孔内,所述活动杆与调节孔相适配,所述活动杆与螺纹孔螺纹连接,所述活动杆位于调节孔内的一端与软膜相抵。
10.通过上述技术方案,活动杆与连接套螺纹连接,活动杆通过连接套连接于调节座上,从而在转动活动杆时实现活动杆沿调节孔轴向的移动。相较于活动杆直接螺接于调节孔内,能够在活动杆背离容置腔移动后且软膜与调节孔孔壁相抵时,由于本技术中的调节孔孔壁上不设置有内螺纹或是外螺纹,从而减小调节孔孔壁上存在内螺纹或是外螺纹而划伤软膜的概率,从而保障软膜的使用寿命。
11.优选的,所述活动杆长度方向的中部外侧壁开设有中间定位槽,所述中间定位槽沿活动杆长度方向的中部与连接套背离版辊一侧平齐时,所述软膜与容置腔背离版辊一侧平齐。
12.通过上述技术方案,令中间定位槽的中部与连接套背离调节座一端对齐,使得调节座上的活动杆伸入至调节孔内的长度尺寸趋于一致,从而降低安装调节组件对版辊动平衡检测影响。
13.优选的,所述活动杆与软膜相抵的一端周侧壁设置有弧形倒角。
14.通过上述技术方案,端部设置有弧形倒角的活动杆能够减少活动杆端部边沿划伤软膜的概率,从而保障软膜的使用寿命。
15.优选的,所述活动杆背离软膜的一端同轴固定连接有旋钮块。
16.通过上述技术方案,旋钮块便于现场人员转动活动杆。
17.优选的,所述操作面的上还开设有用于连接试重的检测孔,所述检测孔位于相邻两调节孔之间,所述检测孔与调节座轴线之间的间距尺寸等于调节孔与轴线之间的间距尺寸。
18.通过上述技术方案,检测孔便于安装试重,以便在安装本技术的动平衡纠偏装置后进行现场检测。
19.优选的,所述容置腔的腔壁上固定连接有柔性的垫层,所述垫层位于容置腔靠近版辊一侧的腔壁上。
20.通过上述技术方案,软膜能够在受到调节杆驱使而与垫层相抵时,通过垫层的形变,从而减少对软膜的损伤,提高软膜的使用寿命。
21.优选的,所述垫层整体呈圆环形所述垫层与容置腔同轴。
22.通过上述技术方案,呈环形的垫层相较呈间隔块状分布的垫层,能够在调节座安装在版辊端部时,减少垫层对版辊动平衡的影响。
23.优选的,所述调节孔与容置腔连接的一端周侧壁开设有避让容纳槽,所述避让容纳槽围绕调节孔一周设置,所述软膜靠近边沿的部分固定连接于避让容纳槽的槽壁。
24.通过上述技术方案,避让容纳槽能够减小活动杆在调节孔内移动时直接与软膜边沿接触的概率,从而减少活动杆的移动对软膜安装性能的影响。
25.第二方面,本技术提供一种应用动平衡纠偏装置的纠偏方法,内容如下:一种应用动平衡纠偏装置的纠偏方法,其包括以下步骤,s1,安装动平衡纠偏装置;安装前,先将调节组件安装于安装环板上,然后将活动杆统一调整至活动杆的中间定位
槽与连接套背离安装环板的一端平齐的位置;s2,检测安装动平衡纠偏装置后的版辊的动平衡;s3,调节;s3
‑
1,首先,选取最靠近所测得需要添加平衡量位置的调节孔,该调节孔为增重孔,并且选取出对应增重孔位于安装环板径向另一端上的减重孔;s3
‑
2,转动增重孔上的活动杆,令增重内的活动杆背离容置腔移动;然后,再转动减重孔内的活动杆,令减重孔内的活动杆朝向容置腔移动;s3
‑
3,校核调整后的版辊。
26.通过上述方案,实现采用本技术的动平衡纠偏装置对版辊动平衡的纠偏。
27.综上所述,本技术至少具有以下之一的效果:1、相较焊接或是切除增重板,本技术具有通过再次调节调节座上的调节组件的方式,减少了相关中加焊增重板或是切除增重板的步骤,以便对经过纠偏后的版辊进行二次或是多次纠偏;2、通过令活动杆上的中间定位槽与连接套背离安装环板一端对齐,从而使得调节座上的活动杆伸入至调节孔内的长度尺寸趋于一致,从而降低安装调节组件对版辊动平衡检测影响;3、通过避让容纳槽能够减小活动杆在调节孔内移动时直接与软膜边沿接触的概率,从而减少活动杆的移动对软膜安装性能的影响;4、实现采用本技术的动平衡纠偏装置对版辊动平衡的纠偏。
附图说明
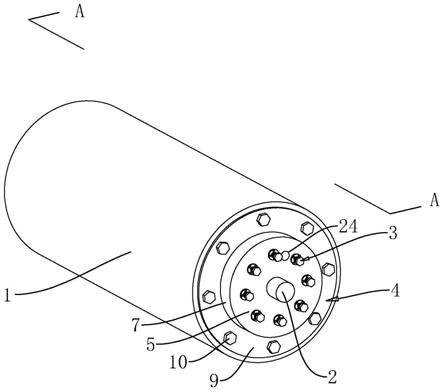
28.图1是本技术实施例的整体结构示意图。
29.图2是图1中a
‑
a剖面结构示意图。
30.图3是图2中调节座的放大结构示意图。
31.图4是本技术中活动杆上的中间定位槽与连接套端部平齐时的结构示意图。
32.图5是本技术实施例的活动杆与螺纹孔爆炸时的结构示意图。
33.图6是本技术实施中调节配重液重心后的工况结构示意图。
34.图7是图6中增重孔的放大工况结构示意图。
35.图8是图6中减重孔的放大工况结构示意图。
36.附图标记说明:1、版辊;2、转动轴;3、调节组件;4、调节座;5、安装环板;6、抵接环板;7、大环板;8、小环板;9、固定翻边;10、固定螺栓;11、容置腔;12、调节孔;13、避让容纳槽;14、软膜;15、垫层;16、连接套;17、活动杆;18、连接翻边;19、螺纹孔;20、旋钮块;21、减重孔;22、增重孔;23、中间定位槽;24、检测孔。
具体实施方式
37.以下结合附图1
‑
8对本技术作进一步详细说明。
38.参照图1,版辊1整体呈筒状,并且两端与转子系统的转动轴2固定连接。
39.第一方面,本技术实施例公开了一种动平衡纠偏装置。参照图1、2,动平衡纠偏装置同轴连接于版辊1的端部,动平衡纠偏装置包括调节座4以及连接于调节座4上的调节组件3。
40.参照图2、3,调节座4整体呈圆环体,调节座4同轴连接于版辊1的端部,调节座4套
设于转子系统的转动轴2上。
41.调节座4一侧面与版辊1的端部贴合,相对的另一侧背离版辊1并且形成操作面。调节座4包括安装环板5、抵接环板6、大环板7以及小环板8。安装环板5和抵接环板6均呈平行版辊1端部的圆环形板件,小环板8连接于安装环板5和抵接环板6的内环之间,大环板7连接于安装环板5和抵接环板6的外环之间,大环板7和小环板8均同安装环板5一体固定连接。
42.抵接环板6与大环板7螺栓连接,抵接环板6与小环板8均螺栓连接,抵接环板6与大环板7或是与小环板8之间的螺栓均位于抵接环板6背离安装环板5的一侧,并且抵接环板6与大环板7或是与小环板8之间的螺栓均为沉头螺栓。抵接环板6与大环板7之间均设置有密封肋条(图中未显示),抵接环板6与小环板8之间均设置有密封肋条。安装环板5背离连接环板的一侧形成操作面。
43.大环板7背离小环板8的侧壁一周均固定连接有固定翻边9,固定翻边9上围绕固定翻边9的轴线间隔且等距分布有若干固定螺栓10,固定螺栓10穿过固定翻边9并且穿设于版辊1的端部,固定螺栓10与版辊1螺接。
44.大环板7、小环板8、抵接环板6以及安装环板5形成密封容置腔11,容置腔11内填充配重液。
45.再参照图1,安装环板5的操作面上还开设有一个用于安装试重的检测孔24,检测孔24背离操作面的一侧与容置腔11间隔设置。
46.参照图4、5,安装环板5的上开设有若干调节孔12,调节孔12围绕安装环板5的轴线间隔且等距分布有n个,n为偶数且大于等于4,调节孔12自安装环板5的操作面水平贯通伸入至容置腔11内。本技术实施例中n等于8。
47.调节孔12与安装环板5轴线之间的间距尺寸等于检测孔24与安装环板5轴线之间的间距尺寸,调节孔12与检测孔24大小相等。
48.调节孔12靠近容置腔11的一端周侧壁开设有避让容纳槽13,避让容纳槽13围绕调节孔12一周设置,避让容纳槽13与容置腔11连通。避让容纳槽13上固定连接有柔性的软膜14,软膜14隔断容置腔11和调节孔12,从而减少配重液直接与调节组件3以及调节孔12孔壁的接触。
49.调节组件3对应调节孔12设置有8组,调节组件3均包括连接套16以及活动杆17。连接套16上开设有螺纹孔19,螺纹孔19贯通连接套16,螺纹孔19与调节孔12同轴设置,螺纹孔19的孔壁上设置有外螺纹。
50.连接套16靠近操作面的一端外侧壁一周均固定连接有连接翻边18,连接翻边18厚度方向的一侧与安装环板5贴合,连接翻边18与安装环板5螺栓连接。
51.活动杆17的一端穿过螺纹孔19并且伸入至调节孔12内,活动杆17相对的另一端同轴固定连接有供现场人员抓握的旋钮块20,旋钮块20呈多边形柱体。
52.活动杆17与调节孔12相适配,活动杆17的周侧壁与调节孔12的孔壁间隙配合,活动杆17伸入至调节孔12内的一端周侧壁呈弧形倒角设置,并且活动杆17伸入至调节孔12的一端与软膜14背离容置腔11的一端相抵。
53.活动杆17的周侧壁上开设有内螺纹,活动杆17的内螺纹与连接套16的外螺纹相配合。由于活动杆17与连接套16螺纹连接,而非是活动杆17直接与调节孔12螺接。相较直接将活动杆17螺接在调节孔12上,本技术具有在活动杆17背离容置腔5移动后,减小软膜14在配
重液挤压作用下与调节孔12孔壁相抵而划伤软膜14的概率。
54.活动杆17的外侧壁一周开设有中间定位槽23,中间定位槽23位于活动杆17轴向的中部,当中间定位槽23沿活动杆17轴线的中部与连接套16背离抵接环板6的一侧平齐时,活动杆17伸入至调节孔12内的一端与避让容纳槽13背离容置槽的一侧槽壁平齐。
55.在安装活动杆17时,通过转动活动杆17并且令活动杆17的,以便使活动杆17伸入至调节孔12内的长度尺寸趋于一致,以便保障活动杆17安装的精度,减少活动杆17的安装对检测动平衡的影响。
56.抵接环板6靠近安装环板5的一侧上还固定连接有柔性的垫层15,垫层15围绕抵接环板6的轴线设置,调节孔12沿自身轴向朝向抵接环板6的投影位于垫层15上。垫层15能够减少活动杆17驱使软膜14朝向抵接环板6移动时,在垫层15的形变缓冲作用下减少对软膜14的损伤,从而提高软膜14的使用寿命。而呈环形的垫层15能够减少垫层15对版辊1动平衡检测的影响。
57.本技术一种动平衡纠偏装置的实施原理为:通过调节座4上的调节组件3进行对版辊1动平衡的纠偏,调节时,令位于调节座4同一径向上的两调节孔12一个为减重孔21,一个为增重孔22,增重孔22内的活动杆17背离容置腔11移动,减重孔21内的活动杆17朝向并伸入至容置腔11内移动,从而改变配重液的重心,平衡版辊1的动不平衡量。
58.而当首次动平衡纠偏仍不满足时,可以再次调节相应的调节组件3,节省加焊配重板或是切除配重板的步骤。
59.第二方面,本技术实施例公开了一种应用动平衡纠偏装置的纠偏方法,其包括以下步骤,s1,安装动平衡纠偏装置。动平衡纠偏装置预先组装,通过固定螺栓10将调节座4安装在版辊1的端部。
60.组装动平衡纠偏装置时,先将调节组件3安装于安装环板5上,连接套16固定在安装环板5上,活动杆17伸入至调节孔12内。然后将活动杆17统一调整至活动杆17的中间定位槽23与连接套16背离安装环板5的一端平齐的位置。
61.之后,令安装环板5上的活动杆17抵接于桌面或是地面上,大环板7、小环板8以及安装环板5之间形成的槽体顶端开口朝上,随后,将配重液灌注于大环板7、小环板8以及安装环板5之间的槽体。
62.最后,将抵接环板6连接于大环板7和小换板之间并且采用螺栓连接,从而拼接形成调节座4。
63.s2,检测安装动平衡纠偏装置后的版辊1的动平衡。将检测用的试重安装于安装环板5的检测孔24内,然后现场检测此时版辊1所需添加的平衡量及其位置。
64.s3,调节。s3
‑
1,参照图6、7,首先,选取最靠近所测得需要添加平衡量位置的调节孔12,该调节孔12为增重孔22,并且选取出对应增重孔22位于安装环板5径向另一端上的减重孔21。
65.s3
‑
2,转动增重孔22上的活动杆17,令增重内的活动杆17背离容置腔11移动。参照图6、8,此时,随着该增重孔22内活动杆17的退出,配重液将驱使软膜14形变并且挤入增重孔22内,而部分配重液的竖向投影也将位于增重孔22内,从而增大调节座4在沿增重孔22轴向部分的重量。
66.然后,再转动减重孔21内的活动杆17,令减重孔21内的活动杆17朝向容置腔11移
动。此时,随着减重孔21内活动杆17的移动,使得软膜14逐渐形变并且凸出安装环板5,随着软膜14排开配重液,从而减小调节座4沿减重孔21轴向部分上的重量。将容置腔5内配重液的液压恢复至调节增重孔22内活动杆17前的液压。
67.通过使得配重液进入增重孔22内,以及减重孔21内活动杆17部分排开相应部分的配重液,从而令调节座4的整体重心靠近所需添加平衡量的位置,从而对版辊1的动平衡进行纠偏,减少版辊1转动时的动不平衡量。
68.s3
‑
3,校核调整后的版辊1。
69.当检测出的结果仍不满足使用需求时,再次重复步骤s3。
70.本技术的一种应用动平衡纠偏装置的纠偏方法的实施原理为:通过上述步骤,调整版辊1的动平衡。
71.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1