一种UV压印拉丝纹理的加工工艺的制作方法
一种uv压印拉丝纹理的加工工艺
技术领域
1.本发明涉及uv压印拉丝纹理技术领域,尤其涉及一种uv压印拉丝纹理的加工工艺。
背景技术:
2.随着人们对生活质量要求的提升,在出行的交通工具上除了舒适度等要求外,在品质和美观的要求也在与日俱增;欧美各车企及国内车企已经在新车型上越来越多的使用金属迎宾踏板,迎宾踏板的材料基本上以金属为主,金属的表面效果已经成为选车时非常重要的关注点;目前汽车装饰件市场上的踏板,主要的金属表面拉丝均为物理拉丝,物理拉丝的方式有灰尘和噪声污染,并且拉丝后为了防腐都要进行氧化处理等表面处理,不但破坏了金属件本身的物理表面性能,也不环保,为了解决这一问题,其改进方式大多采用更换材料或更换表面处理的方式,其改进方式仍然存在弊端,不能够有效的提高环保效果,不能满足使用需求,因此我们提出了一种uv压印拉丝纹理的加工工艺用于解决上述问题。
技术实现要素:
3.基于背景技术存在的技术问题,本发明提出了一种uv压印拉丝纹理的加工工艺。
4.本发明提出的一种uv压印拉丝纹理的加工工艺,包括以下步骤:s1:选取一块金属板,使用下料模具将金属板裁切成产品设计轮廓;s2:通过丝网印刷对s1中金属板表面印刷有一层油墨层,将印刷油墨层后的金属板放置在烘烤箱内进行烘烤,且烘烤箱的温度为100—140℃,烘烤时间1-2h;s3:将s2中所述的金属板从烘烤箱内取出,在油墨层的表面涂抹一层uv树脂层,将涂抹后的金属板再次放入到s2中的烘烤箱内进行烘烤,烘烤10-20min,实现对uv树脂层的初固;s4:将s3中所述的金属板从烘烤箱内取出,然后在uv树脂层的顶部再涂抹一层uv树脂层,以上述s3中同样的方式对金属板进行再次烘烤,实现对uv树脂层的二固;s5:将s4中所述的金属板取出,使用冷风机对金属板进行吹动冷却,冷却1-2h;s6:将s5中所述的金属板放置在纳米压印机上,通过纳米压印机在uv树脂层的表面进行压印,使得uv树脂层的表面呈现出纹理,进而得到uv拉丝层。
5.优选地,所述s1中,金属板的最薄厚度为0.4mm。
6.优选地,所述s3中,初固能量的功率控制在800-1000mj/c
㎡
。
7.优选地,所述s4中,二固能量的功率控制在500—600mj/c
㎡
。
8.优选地,所述s3中,uv树脂层为丙烯酸树脂、环氧丙烯酸树脂和聚酯丙烯酸树脂中的一种或多种。
9.优选地,所述s2中,油墨层可以采用附着力一样的多种颜色油墨,通过油墨层的颜色来改变拉丝底色。
10.优选地,所述s6中,uv拉丝层上的纹理可为不同的纹理。
11.与现有的技术相比,本发明的有益效果是:本发明采用uv压印拉丝工艺环保性好,在拉丝压印的过程中不会破坏金属层表面,不需要做防腐蚀处理,且通过油墨层、uv拉丝层相配合,可实现多种颜色,多种纹理的组合,提高纹理质感,且油墨层的设置,可提高金属板和uv拉丝层之间的连接牢固性,满足使用需求。
附图说明
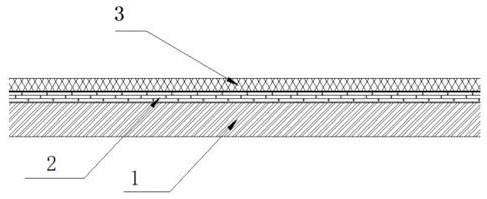
12.图1为本发明提出的一种uv压印拉丝纹理的加工工艺中金属板、油墨层和uv拉丝层连接件的剖视结构示意图。
13.图中:1、金属板;2、油墨层;3、uv拉丝层。
具体实施方式
14.下面结合具体实施例对本发明作进一步解说。
15.实施例一参照图1,本实施例提出了一种uv压印拉丝纹理的加工工艺,包括以下步骤:s1:选取一块金属板1,使用下料模具将金属板1裁切成产品设计轮廓,其中金属板1的最薄厚度为0.4mm;s2:通过丝网印刷对s1中金属板1表面印刷有一层油墨层2,将印刷油墨层2后的金属板1放置在烘烤箱内进行烘烤,且烘烤箱的温度为100℃,烘烤时间1h,其中油墨层2可以采用附着力一样的多种颜色油墨,通过油墨层2的颜色来改变拉丝底色,且通过油墨层2可增加后续的uv拉丝层3和金属板1之间的连接;s3:将s2中的金属板1从烘烤箱内取出,在油墨层2的表面涂抹一层uv树脂层,将涂抹后的金属板1再次放入到s2中的烘烤箱内进行烘烤,烘烤10min,实现对uv树脂层的初固,初固能量的功率控制在800mj/c
㎡
,其中uv树脂层为丙烯酸树脂、环氧丙烯酸树脂和聚酯丙烯酸树脂中的一种或多种;s4:将s3中的金属板1从烘烤箱内取出,然后在uv树脂层的顶部再涂抹一层uv树脂层,以上述s3中同样的方式对金属板1进行再次烘烤,实现对uv树脂层的二固,二固能量的功率控制在500mj/c
㎡
;s5:将s4中的金属板1取出,使用冷风机对金属板1进行吹动冷却,冷却1h;s6:将s5中的金属板1放置在纳米压印机上,通过纳米压印机在uv树脂层的表面进行压印,使得uv树脂层的表面呈现出纹理,进而得到uv拉丝层3,其中uv拉丝层3上的纹理可为不同的纹理。
16.实施例二参照图1,本实施例提出了一种uv压印拉丝纹理的加工工艺,包括以下步骤:s1:选取一块金属板1,使用下料模具将金属板1裁切成产品设计轮廓,其中金属板1的最薄厚度为0.4mm;s2:通过丝网印刷对s1中金属板1表面印刷有一层油墨层2,将印刷油墨层2后的金属板1放置在烘烤箱内进行烘烤,且烘烤箱的温度为120℃,烘烤时间1.5h,其中油墨层2可
以采用附着力一样的多种颜色油墨,通过油墨层2的颜色来改变拉丝底色,且通过油墨层2可增加后续的uv拉丝层3和金属板1之间的连接;s3:将s2中的金属板1从烘烤箱内取出,在油墨层2的表面涂抹一层uv树脂层,将涂抹后的金属板1再次放入到s2中的烘烤箱内进行烘烤,烘烤15min,实现对uv树脂层的初固,初固能量的功率控制在900mj/c
㎡
,其中uv树脂层为丙烯酸树脂、环氧丙烯酸树脂和聚酯丙烯酸树脂中的一种或多种;s4:将s3中的金属板1从烘烤箱内取出,然后在uv树脂层的顶部再涂抹一层uv树脂层,以上述s3中同样的方式对金属板1进行再次烘烤,实现对uv树脂层的二固,二固能量的功率控制在550mj/c
㎡
;s5:将s4中的金属板1取出,使用冷风机对金属板1进行吹动冷却,冷却1.5h;s6:将s5中的金属板1放置在纳米压印机上,通过纳米压印机在uv树脂层的表面进行压印,使得uv树脂层的表面呈现出纹理,进而得到uv拉丝层3,其中uv拉丝层3上的纹理可为不同的纹理。
17.实施例三参照图1,本实施例提出了一种uv压印拉丝纹理的加工工艺,包括以下步骤:s1:选取一块金属板1,使用下料模具将金属板1裁切成产品设计轮廓,其中金属板1的最薄厚度为0.4mm;s2:通过丝网印刷对s1中金属板1表面印刷有一层油墨层2,将印刷油墨层2后的金属板1放置在烘烤箱内进行烘烤,且烘烤箱的温度为140℃,烘烤时间2h,其中油墨层2可以采用附着力一样的多种颜色油墨,通过油墨层2的颜色来改变拉丝底色,且通过油墨层2可增加后续的uv拉丝层3和金属板1之间的连接;s3:将s2中的金属板1从烘烤箱内取出,在油墨层2的表面涂抹一层uv树脂层,将涂抹后的金属板1再次放入到s2中的烘烤箱内进行烘烤,烘烤20min,实现对uv树脂层的初固,初固能量的功率控制在1000mj/c
㎡
,其中uv树脂层为丙烯酸树脂、环氧丙烯酸树脂和聚酯丙烯酸树脂中的一种或多种;s4:将s3中的金属板1从烘烤箱内取出,然后在uv树脂层的顶部再涂抹一层uv树脂层,以上述s3中同样的方式对金属板1进行再次烘烤,实现对uv树脂层的二固,二固能量的功率控制在600mj/c
㎡
;s5:将s4中的金属板1取出,使用冷风机对金属板1进行吹动冷却,冷却2h;s6:将s5中的金属板1放置在纳米压印机上,通过纳米压印机在uv树脂层的表面进行压印,使得uv树脂层的表面呈现出纹理,进而得到uv拉丝层3,其中uv拉丝层3上的纹理可为不同的纹理。
18.对实施例一至三制得的uv压印拉丝纹理,对比常规的uv压印拉丝纹理,实验数据如下表所示:
由上述表格可知,本发明提出的一种uv压印拉丝纹理的加工工艺在环保性能、纹理质感和连接牢固性均具有明显提高,且实施二为最佳实施例。
19.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1