压料机构及自动印刷机的制作方法
1.本实用新型有关一种压料机构及印刷机,且尤其是有关一种在动态传输时限制平面物件翘曲的压料机构及自动印刷机。
背景技术:
2.在制鞋业中,一般拉帮式制鞋(或称加州式)会在鞋中底布上印制标记线,后续使用针车与鞋面结合后,装入鞋楦进行后续工程。现有的标记线采用人工网板印刷,故需设置不同尺寸网板对应不同尺寸的鞋中底布,因此,除网版的成本外,也需人力成本,制造成本较高。
3.为了减少成本,目前有部分业者导入自动印刷机,利用输送带将鞋中底布传至印刷模块下以进行印刷。然而,鞋中底布为平面物件而容易翘曲,进而导致成品的不良。除鞋中底布外,大多数待印的平面物件也有类似的翘曲问题,因此,如何避免此类的平面物件在自动传输及打印时受到翘曲影响,遂成相关业者欲解决的问题。
技术实现要素:
4.为了解决上述问题,本实用新型提供一种压料机构及自动印刷机,通过结构配置,可以有效压抵待印物件,避免待印物件翘曲。
5.依据本实用新型一实施方式提供一种压料机构,其用于压抵待印物件,压料机构包含第一组件、第二组件以及至少一第一线体。第二组件与第一组件间隔排列。前述至少一第一线体一端连接于第一组件且另一端连接第二组件。其中,待印物件动态传输至前述至少一第一线体的下方,以受前述至少一第一线体拘束。
6.借此,可使第一线体在不伤害待印物件的情况拘束待印物件,而能达到有效防止翘曲的功效。
7.依据前述实施方式的压料机构,其中,第一组件包含至少一第一升降件,第二组件包含至少一第二升降件,第一升降件与第二升降件中至少一者作动,以使前述至少一第一线体下降并压向待印物件。
8.依据前述实施方式的压料机构,其中,第一组件可包含至少一第一压抵件及至少一第一前端弹性件,前述至少一第一压抵件连接前述至少一第一升降件且受前述至少一第一升降件带动升降,前述至少一第一前端弹性件限位于前述至少一第一压抵件。第二组件包含至少一第二压抵件及至少一第二后端弹性件,前述至少一第二压抵件连接前述至少一第二升降件且受前述至少一第二升降件带动升降,前述至少一第二后端弹性件限位于前述至少一第二压抵件,前述至少一第一线体的前述端连接前述至少一第一前端弹性件且前述另一端连接前述至少一第二后端弹性件。
9.依据前述实施方式的压料机构,其中,前述至少一第一压抵件可具有圆盘结构且包含二第一凸缘,前述至少一第一压抵件的二第一凸缘之间夹第一环形轨道,第一组件还包含至少一第一凸销设置于前述至少一第一压抵件,前述至少一第一前端弹性件连接于前
述至少一第一凸销的前侧;前述至少一第二压抵件具有圆盘结构且包含二第二凸缘,前述至少一第二压抵件的二第二凸缘之间夹第二环形轨道,第二组件还包含至少一第二凸销设置于前述至少一第二压抵件,前述至少一第二后端弹性件连接于前述至少一第二凸销的后侧;前述至少一第一线体的前述端绕过前述至少一第一压抵件的第一环形轨道的一部分后连接于前述至少一第一前端弹性件,前述至少一第一线体的前述另一端绕过前述至少一第二压抵件的第二环形轨道的一部分后连接于前述至少一第二后端弹性件。
10.依据本实用新型另一实施方式提供一种自动印刷机,其用以在待印物件上进行打印,自动印刷机包含机座、输送带、压料机构以及打印模块。输送带设置于机座且用以传送待印物件,压料机构设置于机座且包含第一组件、第二组件以及至少一第一线体。第一组件包含至少一第一压抵件,第二组件与第一组件间隔排列且包含至少一第二压抵件。前述至少一第一线体一端连接于前述至少一第一压抵件且另一端连接前述至少一第二压抵件。打印模块设置于机座且用以在待印物件上打印预设图案。其中,待印物件受输送带传至前述至少一第一线体的下方,以受前述至少一第一线体拘束。
11.依据前述实施方式的自动印刷机,其中,第一组件包含二第一升降件,二第一升降件分别位于输送带的二侧,前述至少一第一压抵件连接二第一升降件且受二第一升降件带动升降;第二组件包含二第二升降件,二第二升降件分别位于输送带的二侧,前述至少一第二压抵件连接二第二升降件且受二第二升降件带动升降,第一组件与第二组件中至少一者作动,以使前述至少一第一线体下降并压向待印物件。
12.依据前述实施方式的自动印刷机,其中,第一组件可包含至少一第一前端弹性件,前述至少一第一前端弹性件限位于前述至少一第一压抵件,第二组件包含至少一第二后端弹性件,前述至少一第二后端弹性件限位于前述至少一第二压抵件,前述至少一第一线体的前述端连接前述至少一第一前端弹性件且前述另一端连接前述至少一第二后端弹性件。
13.依据前述实施方式的自动印刷机,其中,第一组件可还包含第一轮轴,第一轮轴连接于二第一升降件之间,前述至少一第一压抵件具有圆盘结构,前述至少一第一压抵件的数量为三且间隔穿设于第一轮轴;第二组件还包含第二轮轴,第二轮轴连接于二第二升降件之间,前述至少一第二压抵件具有圆盘结构,前述至少一第二压抵件的数量为三且间隔穿设于第二轮轴;前述至少一第一线体的数量为三,各第一线体连接于各第一压抵件与各第二压抵件之间。
14.依据前述实施方式的自动印刷机,其中,压料机构可还包含第三组件、第四组件以及至少一第二线体。第三组件与第二组件间隔排列,第三组件包含二第三升降件及至少一第三压抵件,二第三升降件分别位于输送带的二侧,前述至少一第三压抵件连接二第三升降件且受二第三升降件带动升降。第四组件与第三组件间隔排列,第四组件包含二第四升降件及至少一第四压抵件,二第四升降件分别位于输送带的二侧,前述至少一第四压抵件连接二第四升降件且受二第四升降件带动升降。前述至少一第二线体一端连接于前述至少一第三压抵件且另一端连接前述至少一第四压抵件。
15.依据前述实施方式的自动印刷机,可还包含影像辨识模块,其设置于机座且用以拍摄至少一影像,前述至少一影像包含待印物件。
16.依据前述实施方式的自动印刷机,其中,影像辨识模块的拍摄范围位于第一组件与第二组件之间,打印模块的打印范围位于第三组件与第四组件之间。
17.依据前述实施方式的自动印刷机,其中,各第一升降件及各第二升降件可具有电磁阀结构。
附图说明
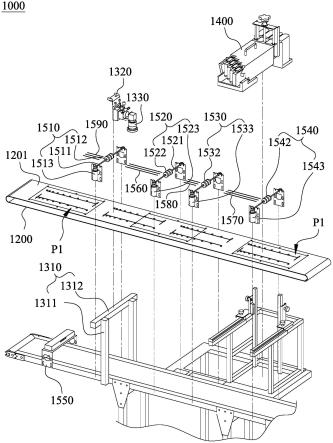
18.图1绘示依照本实用新型第1实施例的一种自动印刷机的立体示意图;
19.图2绘示图1第1实施例的自动印刷机的部分爆炸示意图;
20.图3绘示图1第1实施例的自动印刷机的俯视示意图;
21.图4绘示图1第1实施例的自动印刷机的第一组件的爆炸示意图;
22.图5绘示图1第1实施例的自动印刷机的第一压抵件至第四压抵与第一线体至第四线体的连接示意图;
23.图6绘示图1第1实施例的自动印刷机的第一组件、第二组件及第一线体与待印物件的剖面作动示意图;以及
24.图7绘示依照本实用新型第2实施例的一种自动印刷机压料方法的方框示意图。
具体实施方式
25.以下将参照附图说明本实用新型的实施例。为明确说明起见,许多实务上的细节将在以下叙述中一并说明。然而,阅读者应了解到,这些实务上的细节不应用以限制本实用新型。也就是说,在本实用新型部分实施例中,这些实务上的细节是非必要的。此外,为简化附图起见,一些现有惯用的结构与元件在附图中将以简单示意的方式绘示;并且重复的元件将可能使用相同的编号或类似的编号表示。
26.此外,本文中第一、第二、第三等用语只是用来描述不同元件或成分,而对元件/成分本身并无限制,因此,第一元件/成分也可改称为第二元件/成分。且本文中的元件/成分/机构/模块的组合非此领域中的一般周知、常规或现有的组合,不能以元件/成分/机构/模块本身是否为现有技术,来判定其组合关系是否容易被技术领域中的技术人员轻易完成。
27.请参阅图1、图2及图3,其中图1绘示依照本实用新型第1实施例的一种自动印刷机1000的立体示意图,图2绘示图1第1实施例的自动印刷机1000的部分爆炸示意图,图3绘示图1第1实施例的自动印刷机1000的俯视示意图。自动印刷机1000用以在待印物件s1(绘示于图6)上进行打印,自动印刷机1000可包含机座1100、输送带1200、压料机构1500以及打印模块1400。输送带1200设置于机座1100且用以传送待印物件s1,压料机构1500设置于机座1100且用于压抵待印物件s1,打印模块1400可设置于机座1100且用以在待印物件s1上打印预设图案。
28.借此,压料机构1500可以在待印物件s1传输的过程中协助压料,而能避免待印物件s1翘曲,并顺利打印。
29.仔细而言,输送带1200可包含输送表面1201,输送带1200可具有环状带体结构,通过马达带动滚轮可使输送带1200循环转动,输送带1200的结构为现有技术且非本案的改良重点,细节处不再赘述。输送表面1201上可显示复数辨识图案p1,在第1实施例中,复数辨识图案p1可以是以印刷方式形成,而在其他实施例中,辨识图案可以是使用光线投射式、贴合式或其他方式显示于输送表面上,不以上述为限。
30.自动印刷机1000可还包含影像辨识模块1300,其设置于机座1100且用以拍摄至少
一影像,前述至少一影像包含待印物件s1。前述至少一影像可还包含待印物件s1及辨识图案p1的影像,其中,辨识图案p1可包含各种图形标志,例如直线标志及点状标志等,通过辨识图案p1的图形配置,可以计算出待印物件s1相对于辨识图案p1中点状标志或直线标志的角度及距离,而能取得待印物件s1的打印位置。借此,在取得打印位置后,便可使打印模块1400依打印位置来对待印物件s1进行打印。
31.影像辨识模块1300可包含摄影机支架1310、固定部1320及摄影机1330,摄影机支架1310包含二立杆1311及横杆1312,二立杆1311分别设置于输送带1200的二侧,横杆1312连接于二立杆1311之间,固定部1320设置于横杆1312,摄影机1330则设置于固定部1320,并使其镜头朝下而能对应于输送表面1201,当输送带1200将待印物件s1传至摄影机1330时,摄影机1330即可进行影像的拍摄。
32.打印模块1400为喷墨式且包含复数喷头,而能在待印物件s1进行印刷。打印模块1400为现有技术且非本案的改良重点,细节处不再赘述。
33.压料机构1500可包含第一组件1510、第二组件1520以及至少一第一线体1560。第二组件1520与第一组件1510间隔排列,前述至少一第一线体1560一端连接于第一组件1510且另一端连接第二组件1520。其中,待印物件s1动态传输至前述至少一第一线体1560的下方,以受前述至少一第一线体1560拘束。
34.借此,可使第一线体1560在不伤害待印物件s1的情况下拘束待印物件s1,而能达到有效防止待印物件s1翘曲的功效,如此可有助于防止翘曲影响打印结果,而能提升自动印刷机1000的打印良率。在此要特别说明地是,在其他实施例中,压料机构不只可用于自动印刷机,其可用于任何用以动态传输平面物件或轻薄物件的机台,例如以输送带传输纸板、片材等,而能通过线体来拘束平面物件或轻薄物件,以防止翘曲,不以附图及文中的自动印刷机1000为限。
35.在第1实施例中,第一组件1510可包含至少一第一升降件1513,第二组件1520可包含至少一第二升降件1523,其中,第一组件1510与第二组件1520中至少一者作动,以使前述至少一第一线体1560下降并压向待印物件s1。而第一升降件1513的数量可为二,二第一升降件1513可分别位于输送带1200的二侧,第二升降件1523的数量也可为二,且二第二升降件1523也可分别位于输送带1200的二侧。各第一升降件1513及各第二升降件1523可具有电磁阀结构,而能借由通电来达到升降效果,然不以此为限。
36.请参阅图4及图5,并一并参阅图1至图3,其中图4绘示图1第1实施例的自动印刷机1000的第一组件1510的爆炸示意图,图5绘示图1第1实施例的自动印刷机1000的第一压抵件1512至第四压抵件1542与第一线体1560至第四线体1590的连接示意图。第一组件1510可还包含至少一第一压抵件1512,前述至少一第一压抵件1512连接二第一升降件1513且受二第一升降件1513带动升降;第二组件1520可还包含至少一第二压抵件1522,前述至少一第二压抵件1522连接二第二升降件1523且受二第二升降件1523带动升降,前述至少一第一线体1560的一端连接于前述至少一第一压抵件1512且另一端连接前述至少一第二压抵件1522。
37.压料机构1500可还包含第三组件1530、第四组件1540以及至少一第二线体1570。第三组件1530与第二组件1520间隔排列,第三组件1530包含二第三升降件1533以及至少一第三压抵件1532,二第三升降件1533分别位于输送带1200的二侧,前述至少一第三压抵件
1532连接二第三升降件1533且受二第三升降件1533带动升降。第四组件1540与第三组件1530间隔排列,第四组件1540包含二第四升降件1543以及至少一第四压抵件1542,二第四升降件1543分别位于输送带1200的二侧,前述至少一第四压抵件1542连接二第四升降件1543且受二第四升降件1543带动升降。
38.压料机构1500可还包含压料支架1550,压料支架1550、第一组件1510、第二组件1520、第三组件1530及第四组件1540沿输送带1200的传输方向依序设置,而压料支架1550与第一组件1510之间可连接有第四线体1590,第一组件1510与第二组件1520之间可连接有第一线体1560,第二组件1520及第三组件1530之间可连接有第三线体1580,而第三组件1530及第四组件1540之间可连接有第二线体1570。如此一来,在传输的过程中,通过第一组件1510、第二组件1520、第三组件1530及第四组件1540的作动,可连续拘束待印物件s1。
39.进一步地,影像辨识模块1300的拍摄范围位于第一组件1510与第二组件1520之间,打印模块1400的打印范围位于第三组件1530与第四组件1540之间,如此可确保待印物件s1在被拍摄及打印时均是呈现平坦的状态,而能更提升精准度。
40.在结构配置上,第一组件1510可还包含第一轮轴1511,第一轮轴1511连接于二第一升降件1513之间,前述至少一第一压抵件1512的数量为三且间隔穿设于第一轮轴1511;第二组件1520还包含第二轮轴1521,第二轮轴1521连接于二第二升降件1523之间,前述至少一第二压抵件1522的数量为三且间隔穿设于第二轮轴1521;前述至少一第一线体1560的数量为三,各第一线体1560连接于各第一压抵件1512与各第二压抵件1522之间。
41.第一组件1510可还包含三第一前端弹性件1514,各第一前端弹性件1514限位于各第一压抵件1512。第二组件1520可包含三第二后端弹性件1526,各第二后端弹性件1526限位于各第二压抵件1522,各第一线体1560的前述端连接各第一前端弹性件1514且另一端连接各第二后端弹性件1526。
42.各第一压抵件1512可具有圆盘结构且包含二第一凸缘15121,各第一压抵件1512的二第一凸缘15121之间夹第一环形轨道15122,第一组件1510还包含三第一凸销1515分别设置于三第一压抵件1512,各第一前端弹性件1514连接于各第一凸销1515的前侧;各第二压抵件1522具有圆盘结构且包含二第二凸缘(未绘示),各第二压抵件1522的二第二凸缘之间夹第二环形轨道(未绘示),第二组件1520还包含三第二凸销1525分别设置于三第二压抵件1522,各第二后端弹性件1526连接于各第二凸销1525的后侧;各第一线体1560的前述端绕过各第一压抵件1512的第一环形轨道15122的一部分后连接于各第一前端弹性件1514,各第一线体1560的前述另一端绕过各第二压抵件1522的第二环形轨道的一部分后连接于各第二后端弹性件1526。
43.第一组件1510可还包含三第一后端弹性件1516分别设置于三第一凸销1515的后侧,三第四线体1590的一端分别连接于压料支架1550的三支架弹性件1551,各第四线体1590的另一端绕过各第一压抵件1512的第一环形轨道15122的另一部分后连接于第一后端弹性件1516。
44.第三组件1530的结构与第二组件1520的结构类似而包含三第三后端弹性件(未标号),且各第三压抵件1532可包含第三环形轨道(未标号),第二组件1520可还包含三第二前端弹性件1524分别设置于三第二凸销1525的前侧,故各第三线体1580的一端可绕过第二压抵件1522的第二环形轨道的另一部分后连接于各第二前端弹性件1524,各第三线体1580的
另一端可绕过各第三压抵件1532的第三环形轨道的一部分后连接于第三后端弹性件。第二线体1570与第三压抵件1532及第四压抵件1542的连接方式与上述类似而不另赘述。
45.请参阅图6,并一并参阅图1至图5,其中图6绘示图1第1实施例的自动印刷机1000的第一组件1510、第二组件1520及第一线体1560与待印物件s1的剖面作动示意图。待印物件s1可进入第四线体1590的下方,由于第四线体1590是倾斜设置,而能在待印物件s1进入第一组件1510前将待印物件s1朝下压以导引待印物件s1,使其能顺利进入第一压抵件1512及第一线体1560的下方,之后,第一升降件1513可作动,使第一压抵件1512的第一凸缘15121(绘示于图4)压在待印物件s1的表面。因待印物件s1具有平面范围,若只有第一凸缘15121无法将所有位置压平,且因待印物件s1受输送带1200输送而一直处于移动状态,并无法一直受压于第一凸缘15121。是以,通过第一线体1560的结构配置,可让待印物件s1被拘束在第一线体1560与输送表面1201之间的空隙,如此可以让待印物件s1在移动的过程中,大范围地被保持在空隙内,而能避免翘曲。并且通过第二组件1520、第三组件1530、第四组件1540、第二线体1570及第三线体1580的连续作动,可一直被拘束而保持平坦状态,达到防止翘曲的效果。此外,第四组件1540作动时可有助于将第二线体1570沾到的油墨抖除,而能达到防止积墨的功效。
46.在此要特别说明地是,虽图1至图6的第1实施例中绘示第一组件1510包含第一升降件1513及第二组件1520包含第二升降件1523,然可以理解地是,在未绘示的实施例中,第一组件可不包含第一升降件且第二组件可不包含第二升降件,即,第一线体可通过第一压抵件及第二压底件、或是直接连接第一轮轴及第二轮轴以维持在一定高度,而由于第一线体具有可挠性,故只要第一压抵件及第二压抵件与输送带之间保留待印物件可顺利通过的间隙,或第一轮轴及第二轮轴与输送带之间保留待印物件可顺利通过的间隙,均可使待印物件在通过第一线体下方时受第一线体拘束而避免翘曲。
47.请参阅图7,并一并参阅图1至图6,其中图7绘示依照本实用新型第2实施例的一种自动印刷机压料方法2000的方框示意图。自动印刷机压料方法2000,用于前述的自动印刷机1000,自动印刷机压料方法2000包含拍摄步骤201、翘曲状态确认步骤202以及压料步骤203。
48.在拍摄步骤201中,使影像辨识模块1300拍摄至少一影像,前述至少一影像包含待印物件s1。
49.在翘曲状态确认步骤202中,使控制模块分析前述至少一影像,以确认待印物件s1的翘曲状态。
50.在压料步骤203中,使压料机构1500中的第一组件1510及第二组件1520依翘曲状态同时或依序作动。
51.第一组件1510及第二组件1520在待印物件s1传送的过程中会一直不断的上升下降,因此,可通过不同待印物件s1的翘曲状态,控制第一升降件1513及第二升降件1523的升降状态及时序,以更符合不同的待印物件s1。第三组件1530及第四组件1540的作动时序也可调整。
52.此外,自动印刷机压料方法2000可还包含打印步骤204,影像辨识模块1300拍摄影像给控制模块进行分析后,可还提供打印位置,因此,在打印步骤204中,可由打印模块1400依打印位置对待印物件s1进行打印。而由于待印物件s1已被拘束而能避免其翘曲,故打印
的精度可被提升。
53.虽然本实用新型已以实施例揭露如上,然其并非用以限定本实用新型,本领域技术人员,在不脱离本实用新型的精神和范围内,当可作各种的更动与润饰,因此本实用新型的保护范围当视权利要求书所界定者为准。
54.【符号说明】
55.1000:自动印刷机
56.1100:机座
57.1200:输送带
58.1201:输送表面
59.1300:影像辨识模块
60.1310:摄影机支架
61.1311:立杆
62.1312:横杆
63.1320:固定部
64.1330:摄影机
65.1400:打印模块
66.1500:压料机构
67.1510:第一组件
68.1511:第一轮轴
69.1512:第一压抵件
70.15121:第一凸缘
71.15122:第一环形轨道
72.1513:第一升降件
73.1514:第一前端弹性件
74.1515:第一凸销
75.1516:第一后端弹性件
76.1520:第二组件
77.1521:第二轮轴
78.1522:第二压抵件
79.1523:第二升降件
80.1524:第二前端弹性件
81.1525:第二凸销
82.1526:第二后端弹性件
83.1530:第三组件
84.1532:第三压抵件
85.1533:第三升降件
86.1540:第四组件
87.1542:第四压抵件
88.1543:第四升降件
89.1550:压料支架
90.1551:支架弹性件
91.1560:第一线体
92.1570:第二线体
93.1580:第三线体
94.1590:第四线体
95.2000:自动印刷机压料方法
96.201:拍摄步骤
97.202:翘曲状态确认步骤
98.203:压料步骤
99.204:打印步骤
100.p1:辨识图案
101.s1:待印物件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1