一种图案转移印刷装置的制作方法
一种图案转移印刷装置
1.本技术要求在2021年06月04日提交中国专利局、申请号202121253234.9、发明创造名称为“一种图案转移印刷装置”的中国专利申请的优先权,其全部内容通过引用结合在本技术中。
技术领域
2.本技术涉及精密印刷技术领域,尤其涉及一种图案转移印刷装置。
背景技术:
3.从太阳能获得电能,需要通过太阳能电池进行光电变换来实现,晶体硅太阳能电池是一种可以有效地吸收太阳能辐射,并使之转化为电能的半导体电子器件,而生产晶体硅太阳能电池最关键的步骤之一是在硅片的正面和背面制造非常精细的栅线,该栅线用于将由光能转化为电能而产生的电子导出晶体硅太阳能电池,制造该栅线的工艺通常由丝网印刷技术来完成。
4.每块硅太阳能电池的正面和背面都有通过丝网印刷积淀的栅线,正面的栅线比背面的更细,正面的栅线把太阳能电池正面有效区域采集到的光生电子传递到更大的采集导线上,接着再传递到组件的电路系统中。电池正面栅线的一个负面效应是阴影,栅线阻挡了少量阳光,使其无法进入电池的有效区域,从而降低了光电转化效率,为了将这种阴影效应降到最低,正面的栅线必须尽可能做的更窄。
5.太阳能电池丝网印刷设备和自动化有了很大的进步,具备了在微米级尺寸上重复进行多次印刷的能力,但是,因为更细的栅线对于丝网印刷的网版要求更高,需要匹配性能更佳的导电银浆,导致生产成本提高,更重要的是,对于生产高效太阳能电池,丝网印刷技术印刷低温银浆的速率仍然严重制约着生产线的产能。
技术实现要素:
6.本技术提供了一种图案转移印刷装置,以解决传统丝网印刷的印刷速率低,以及网版受限引起的栅线宽度无法减小的问题。
7.本技术解决上述技术问题所提供的一种图案转移印刷装置,包括脉冲光源系统、脉冲光源控制系统、图案转印模板、待印刷基板,所述脉冲光源控制系统用于控制所述脉冲光源系统产生脉冲光,并照射到所述图案转印模板的第一表面;
8.所述图案转印模板为透明材质,所述图案转印模板的第二表面设置有填充浆料的预设凹槽,所述图案转印模板的第二表面与所述待印刷基板相对设置,且与所述待印刷基板之间保持预设距离。
9.进一步的,所述预设凹槽的表面设置光能吸收层,所述光能吸收层的厚度为1-10μm。
10.更进一步的,所述图案转印模板的第二表面中未设置所述预设凹槽的区域设置有反光膜,所述反光膜的厚度为1-100μm。
11.进一步的,还包括用于将所述浆料刮涂至所述预设凹槽中的刮刀组件,所述刮刀组件包括填料刮刀、清整刮刀、浆料回收部件和刮刀底托,所述填料刮刀和所述清整刮刀分别设置在所述刮刀底托的两端,所述浆料回收部件设置在所述填料刮刀和所述清整刮刀的中间,所述填料刮刀与所述图案转印模板之间的夹角为10-90
°
,所述清整刮刀与所述图案转印模板之间的夹角为90-160
°
。
12.进一步的,还包括用于清洗图案转印模板上残留的浆料残存物的清洗组件,所述清洗组件包括清洗储存部件和喷头部件,所述清洗储存部件用于储存清洗掉的浆料残存物,所述喷头部件为扇形。
13.进一步的,所述预设距离为1-1000μm。
14.进一步的,所述脉冲光源系统包括脉冲氙灯或脉冲氪灯的一种,所述脉冲光源系统产生的光照脉冲宽度小于10ms。
15.进一步的,所述预设凹槽的横截面形状包括方形、半椭圆形、梯形或半圆形,且所述预设凹槽的宽度为1-100μm,深度为5-50μm。
16.进一步的,所述图案转印模板包括有机玻璃、高硼硅玻璃、石英玻璃或硅酸盐玻璃中的一种,且厚度为1-100mm。
17.本技术提供的技术方案包括以下有益技术效果:
18.本技术的技术方案提供的图案转移印刷装置包括脉冲光源系统、控制脉冲光源系统产生脉冲光的脉冲光源控制系统、透明材质的图案转印模板和待印刷基板,在图案转印模板的第二表面设置凹槽,并在凹槽中填充浆料,通过脉冲光源控制系统控制脉冲光源系统产生脉冲光,利用脉冲光照射到浆料上提供的热量,使浆料快速、整体的转移印刷到待印刷基板上,使用该装置在作为待印刷基板的太阳能电池基板上制造栅线,相比丝网印刷技术,该装置可以降低太阳能电池栅线的宽度,提高栅线的高宽比,降低金属化成本,同时提高栅线制造的速率。
附图说明
19.为了更清楚地说明本技术的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
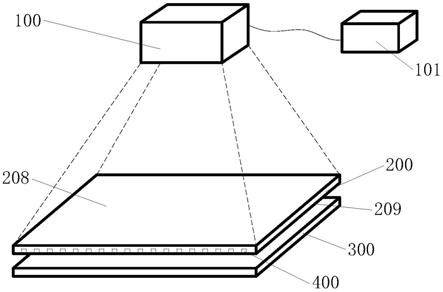
20.图1为本技术实施例提供的图案转移印刷装置示意图;
21.图2为本技术实施例提供的上填料刮刀组件;
22.图3为本技术实施例提供的下填料刮刀组件;
23.图4为本技术实施例提供的凹槽横截面为方形的图案转印模板;
24.图5为本技术实施例提供的凹槽横截面为椭圆形的图案转印模板;
25.图6为本技术实施例提供的凹槽横截面为梯形的图案转印模板;
26.图7为本技术实施例提供的凹槽横截面为半圆形的图案转印模板;
27.图8为本技术实施例提供的图案转印模板第二表面设置反射膜示意图;
28.图9为本技术实施例提供的图案转印模板凹槽内设置光能吸收层示意图。
29.附图标记说明:100-脉冲光源系统;101-脉冲光源控制系统;200-图案转印模板;201-石英玻璃;202-反光膜;203-浆料;204-光能吸收层;208-第一表面;209-第二表面;
300-待印刷基板;400-凹槽;500-刮刀组件;501-填料刮刀;502-清整刮刀;503-浆料回收部件;504-刮刀底托。
具体实施方式
30.为了使本领域技术人员更好地理解本技术中的技术方案,下面将结合本技术实施例中的附图,对申请实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
31.硅太阳能电池在制造过程中,需要在正面和背面制造非常精细的栅线,本技术提供了一种可以在硅太阳能电池上快速制备出精细的栅线的图案转移印刷装置和方法。
32.图1是本技术示例性实施例示出的图案转移印刷装置,如图1所示,该装置包括:产生脉冲光照的脉冲光源系统100,控制脉冲光源系统产生脉冲光照的脉冲光源控制系统101,第二表面209上设置有凹槽400的图案转印模板200,凹槽400中可以填充浆料203,待制备栅线的待印刷基板300,脉冲光源系统100产生的脉冲光照射在图案转印模板200的第一表面208上,图案转印模板200的第二表面209与待印刷基板300相对设置,且与待印刷基板300之间保持1-1000μm的间距。其中,脉冲光源系统100包括可以产生高强度脉冲光的脉冲灯和用于控制光照范围的反光体,脉冲灯可以选择脉冲氙灯、脉冲氪灯等,光照的脉冲宽度通常小于10ms,如采用氙灯管,控制脉冲光的脉冲宽度为100μs,反光体为平面的或圆形的,使灯管产生的光全部均匀且集中的照射在图案转印模板200上,提高光的利用率。
33.本技术的图案转移印刷装置还包括用于将浆料203刮涂填充到凹槽400中的刮刀组件500,如图2所示的,刮刀组件500包括用于将浆料刮涂至凹槽400中的填料刮刀501、用于将石英玻璃200上除凹槽400以外的其他位置的浆料铲除干净,并修复凹槽400中的浆料203表面的平整度的清整刮刀502,用于安装前述填料刮刀501和清整刮刀502的刮刀底托504,还包括用于回收清理掉多余浆料的浆料回收部件503,其中,填料刮刀501和清整刮刀502分别设置在刮刀底托504的两端,浆料回收部件503设置在填料刮刀501和清整刮刀502的中间,填料刮刀501选用硬度大于hb95的塑料胶条制成,清整刮刀选用不锈钢制成,在使用时,填料刮刀501与图案转印模板200之间的夹角设置为10-90
°
,清整刮刀502与图案转印模板200之间的夹角设置为90-160
°
。
34.本技术的图案转移印刷装置还包括用于清洗使用后的图案转印模板200上残留的浆料残存物的清洗组件,该清洗组件包括清洗储存部件和喷头部件,清洗储存部件用于收集、储存清洗掉的浆料残存物,喷头部件用于喷射清洗液,该喷头部件为扇形,其大小可以覆盖整个图案转印模板200。
35.本技术的第一种实施方式:采用硬质透明的基材作为图案转印模板200,可以选择有机玻璃、高硼硅玻璃、石英玻璃、硅酸盐玻璃中的一种,玻璃厚度为1-100mm,如使用2mm厚的石英玻璃板,根据太阳能电池上所需栅线的形状和分布情况,在石英玻璃板上采用掩膜化学腐蚀或机械加工等方法,加工得到与太阳能电池栅线对应的凹槽400,该凹槽400的宽度通常为1-100μm,深度为5-50μm,优选的凹槽400的宽度为20-40μm,深度为15-25μm,如通过掩膜、曝光、显影、化学刻蚀等工艺制备凹槽400,制备的凹槽400的宽度为30μm、深度为20
μm,凹槽可以根据需要制备成横截面分别如图4、图5、图6、图7所示的方形、半椭圆形、梯形、半圆形等形状。
36.在石英玻璃板上制备好凹槽400后,需要将浆料填充至凹槽400中,浆料是高粘度不易流动的,比如电子工业用的锡膏、太阳能电池用的银浆、铝浆等,并在浆料中加入受热后容易挥发的有机溶剂。向凹槽400填充还有银浆的浆料的过程为:将石英玻璃板有凹槽400的一面置于下填料刮刀组件500的下方,如图3所示,将填料刮刀501前进方向与石英玻璃板之间的夹角设置为60
°
,将清整刮刀502前进方向与石英玻璃板之间的夹角设置为130
°
,首先,通过浆料给进装置将浆料挤到填料刮刀501前的石英玻璃板上,然后,移动刮刀组件500,利用填料刮刀501将浆料刮填到石英玻璃板上的凹槽400中,再用清整刮刀502将石英玻璃板上其他位置的浆料铲除干净,并修复凹槽400中的浆料203的表面平整度,使凹槽400中的浆料饱满且平整。
37.将填充好浆料的石英玻璃板,置于作为待印刷基板300的待制备栅线的太阳能电池基板正上方,石英玻璃板具有凹槽400的一面与太阳能电池基板相对,另一面与作为光源的脉冲氙灯相对,石英玻璃板与太阳能电池基板之间的距离为200μm,与脉冲氙灯之间的距离为5cm,使脉冲光源控制系统101控制脉冲氙灯进行曝光100μs,石英玻璃板凹槽400中的浆料被光照射,温度快速升高,使得浆料203中的有机成分气化,产生的气体在浆料203和凹槽400的界面之间产生一定的气压,在该气压的驱动下,浆料203中剩余的银浆与凹槽400分离,并转移印刷到太阳能电池基板上,完成太阳能电池基板的栅线制备。
38.本技术的第二种实施方式:与第一种实施方式不同的是,将完成凹槽400刻蚀的石英玻璃板上有凹槽400的一面置于上填料刮刀组件500的上方,如图2所示,将填料刮刀501前进方向与石英玻璃板之间的角度设置为60
°
,将清整刮刀502前进方向与石英玻璃板之间的角度设置为130
°
,并在填料刮刀501和清整刮刀502之间设置浆料回收部件503,同样的,移动刮刀组件,利用填料刮刀501和清整刮刀502将浆料203填充到凹槽400中,且使浆料饱满、平整,同时,利用浆料回收部件503将多余的浆料回收,一方面,保持石英玻璃板表面的干净整洁,另一方面,回收的浆料可以再次利用。将填充好浆料的石英玻璃板,按照与第一实施例相同的方式,完成太阳能电池基板的栅线制备。
39.本技术的第三种实施方式:与前两种实施方式不同的是,在石英玻璃板的凹槽400中填充浆料203之前,如图8所示,通过真空镀膜等方法在石英玻璃板表面中除过凹槽的其他区域设置反射膜202,反射膜202具有耐高温的特性,可选择金属反光膜、干涉反光膜、银铝合金层、镍铬合金层等薄膜层,反射膜202的厚度为1-100μm,如,选择设置5μm厚的镍铬合金层反射膜,设置反射膜可以使照射在石英玻璃板未设置凹槽的区域的光再次反射进玻璃板中,使更多的光能进入凹槽400的侧面,可以充分利用光能,提高了浆料的气化和分离速度,也阻挡了光穿过石英玻璃板照射到待印刷基板300上,进而避免了待印刷基板300的温度升高,影响其产品的性能。
40.本技术的第四种实施方式:与前三种实施方式不同的是,在石英玻璃板的凹槽400的表面涂覆光能吸收层204,如图9所示,光能吸收层204可选择黑镍、铬及合金层,如涂覆1μm厚的黑镍涂层,该光能吸收层204可以吸收更多的光照,更快的提高浆料203的温度,进而使浆料203更容易从凹槽400中分离,提高转印的速率,还可以降低曝光能量,节省能源。
41.本技术的实施方式,选择石英玻璃作为承载浆料203的图案转印模板200,在其表
面刻蚀加工微米级的凹槽400,将制备栅线的浆料填充至凹槽400中,利用脉冲氙灯发出的光照射石英玻璃板,使浆料400中的有机成分气化,利用产生的气压提供动力,使浆料400中的导电部分快速、准确的转印至太阳能电池基板上,形成所需的栅线,这样的方式可以单次完成太阳能电池基板一个表面上所有栅线的制造,提高了栅线的制造速度和精准度,降低了浆料的使用量。
42.需要说明的是,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
43.以上所述仅是本技术的具体实施方式,使本领域技术人员能够理解或实现本技术。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
44.应当理解的是,本技术并不局限于上面已经描述并在附图中示出的内容,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1