一种组装屏幕的挤压治具的制作方法
1.本实用新型涉及信息显示屏技术领域,尤其涉及组装类产品组装挤压后自动取屏放至流水线的相关模具及技术的研发。
背景技术:
2.目前,屏幕及背板等组件在组装完毕后通常需经过挤压工序,以使多个组件固定相连。以前作业方式是由组装员工将组装好的产品流至下道挤压岗位,由挤压员工将组装好的产品放入挤压模具,启动后等待约5秒钟左右再将屏取出放到流水线。人工的流水线操作虽然在一定程度上可以提升加工效率,但仍然具备作业效率慢、人工劳动强度大等无法避免的缺陷,同时,人工过多的介入也将带来失误率高、废品率高等问题。
技术实现要素:
3.本实用新型针对以上问题,提出了一种动作稳定、加工效率高且废品率低,可大幅减少人工操作,自动、有序完成组装屏幕挤压工序的组装屏幕的挤压治具。
4.本实用新型的技术方案为:包括挤压模具以及抓取机构;
5.所述挤压模具包括底板、导轨、水平驱动机构、感应器、下压板、导杆以及竖直驱动机构;
6.所述导轨水平设置、且固定连接在工作台上,所述底板可滑动的连接在导轨上,所述水平驱动机构连接在工作台和底板之间,通过水平驱动机构带动底板沿导轨做直线往复运动;
7.所述导杆具有两个,两个所述导杆均竖直地固定连接在工作台上,所述下压板处于导轨的上方、且下压板的两端分别套接两个导杆,所述竖直驱动机构连接在工作台和下压板之间,通过竖直驱动机构带动下压板沿导杆做直线往复运动;
8.所述感应器设在下压板的下方;
9.所述抓取机构包括顶梁、同步带、升降气缸以及吸嘴,所述顶梁的一端固定连接在挤压模具的上方,所述同步带沿顶梁的长度方向设置在顶梁上,所述升降气缸滑动连接在顶梁上、且在同步带的带动下沿顶梁的长度方向往复滑动,所述吸嘴与升降气缸相连接、且在升降气缸的带动下做上下往复运动。
10.所述底板的底面上固定连接有多个滑块,所述滑块可滑动的设置于工作台上、且滑块的中部开设有与导轨适配的滑孔,多个所述滑块均套接所述导轨。
11.所述顶梁的两端分别设有一个主动轮以及一个从动轮,所述同步带依次绕过所述主动轮和从动轮,使得同步带在主动轮的驱动下做周向往复运动。
12.所述升降气缸的固定部与顶梁滑动连接、且与同步带固定相连,所述升降气缸的活动部上固定连接有水平支板,所述吸嘴的中部可滑动的穿设在水平支板中、且吸嘴的顶端固定连接有限位块,所述吸嘴的上部套接有弹簧,所述弹簧抵在水平支板和限位块之间。
13.所述水平驱动机构为气缸、液压推杆或电动推杆。
14.所述竖直驱动机构为气缸、液压推杆或电动推杆。
15.所述挤压治具还包括设在挤压模具一侧的电气总控制箱,所述电气总控制箱上设有可触摸控制屏、启动开关、急停按钮以及数字气压显示表,所述电气总控制箱同时连接水平驱动机构、竖直驱动机构以及升降气缸。
16.本实用新型介入原流水线之后,可无需安排挤压岗位,只需由组装员工将组装好的产品放入挤压机,然后按下启动按钮即可;此后的挤压、取屏、放屏几组动作将由挤压治具自行完成,有效的提高了工作效率,避免了人工的浪费,节约了1个人力。从整体上具有动作稳定、加工效率高以及废品率低等优点。
附图说明
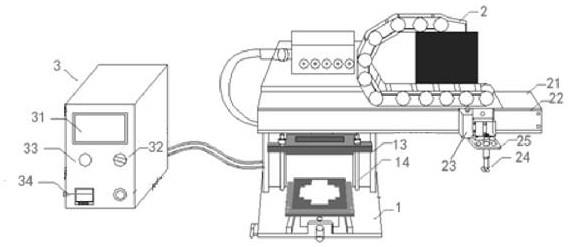
17.图1是本案的结构示意图,
18.图2是本案的侧向视图;
19.图中1是挤压模具,11是底板,12是导轨,13是下压板,14是导杆,15是滑块;
20.2是抓取机构,21是顶梁,22是同步带,23是升降气缸,24是吸嘴,25是水平支板;
21.3是电气总控制箱,31是可触摸控制屏,32是启动开关,33是急停按钮,34是数字气压显示表。
具体实施方式
22.为能清楚说明本专利的技术特点,下面通过具体实施方式,并结合其附图,对本专利进行详细阐述。
23.本实用新型如图1
‑
2所示,包括挤压模具1以及抓取机构2;
24.所述挤压模具1包括底板11、导轨12、水平驱动机构、感应器、下压板13、导杆14以及竖直驱动机构;
25.所述导轨12水平设置、且固定连接在工作台上,所述底板11可滑动的连接在导轨12上,所述水平驱动机构连接在工作台和底板11之间,通过水平驱动机构带动底板11沿导轨12做直线往复运动;
26.所述导杆14具有两个,两个所述导杆14均竖直地固定连接在工作台上,所述下压板13处于导轨12的上方、且下压板13的两端分别套接两个导杆14,所述竖直驱动机构连接在工作台和下压板之间,通过竖直驱动机构带动下压板沿导杆做直线往复运动;
27.所述感应器设在下压板的下方;
28.所述抓取机构2包括顶梁21、同步带22、升降气缸23以及吸嘴24,所述顶梁21的一端固定连接在挤压模具1的上方,所述同步带22沿顶梁21的长度方向设置在顶梁21上,所述升降气缸23滑动连接在顶梁21上、且在同步带22的带动下沿顶梁21的长度方向往复滑动,所述吸嘴24与升降气缸23相连接、且在升降气缸23的带动下做上下往复运动。
29.具体步骤如下:将组装好的产品放入挤压模具的底板上,并按下启动开关,底板下方的水平驱动机构将带动底板向下压板的下方移动,直至感应器感应到底板到设定位置后,下压板在竖直驱动机构的带动下开始向下完成挤压动作。
30.挤压完成后,下压板将开始上升回原位,同时,底板也将开始向外推出回到起始位置。此后,可通过同步带控制吸嘴移动至底板的上方,并通过升降气缸控制吸嘴下行吸取对
挤压后的产品,最后,由吸嘴将吸取出的产品移动至流水线上并放下,使之进入下一道工序。
31.此外,在更换产品型号时,只需将自动挤压机上的挤压模板更换即可,非常方便,几分钟就能换型完成。
32.本案所有操作均可由组装岗位独立完成,无需再单独设立挤压岗位,并且对组装产能无任何影响,且更换型号方便快捷几分钟内就可以完成型号的切换,大大的提高了生产效率,降低了人工成本,单线1年可节约人工成本5万元,cob共有8条流水线,如全部导入生产使用的话一年可为公司节约人力成本:1(人)*50000*8(条线)=40万元。
33.所述底板11的底面上固定连接有多个滑块15,所述滑块15可滑动的设置于工作台上、且滑块15的中部开设有与导轨12适配的滑孔,多个所述滑块15均套接所述导轨12。即在保证底板稳定性的同时,使其可顺利、准确的沿导轨做水平方向上的直线往复运动。
34.所述顶梁21的两端分别设有一个主动轮以及一个从动轮,所述同步带依次绕过所述主动轮和从动轮,使得同步带在主动轮的驱动下做周向往复运动。本案中采用同步带驱动升降气缸,即驱动吸嘴平移的方式,具有动作平稳、可控性好、位移精准等优点。
35.所述升降气缸23的固定部与顶梁21滑动连接、且与同步带22固定相连,所述升降气缸23的活动部上固定连接有水平支板25,所述吸嘴24的中部可滑动的穿设在水平支板25中、且吸嘴的顶端固定连接有限位块,所述吸嘴的上部套接有弹簧,所述弹簧抵在水平支板和限位块之间。这样,在吸嘴接触屏幕时,由于弹簧的存在,将允许吸嘴受到阻力后自由的上行一端距离,从而有效避免因吸嘴下行过快或下行过量,而与屏幕撞击,出现损坏屏幕的问题。
36.所述水平驱动机构为气缸、液压推杆或电动推杆。
37.所述竖直驱动机构为气缸、液压推杆或电动推杆。
38.所述挤压治具还包括设在挤压模具一侧的电气总控制箱3,所述电气总控制箱3上设有可触摸控制屏31、启动开关32、急停按钮33以及数字气压显示表34,所述电气总控制箱同时连接水平驱动机构、竖直驱动机构以及升降气缸。
39.本实用新型具体实施途径很多,以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以作出若干改进,这些改进也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1