一种多层高刚性壳体的制作方法
1.本实用新型涉及车载显示屏壳体结构,特别涉及一种多层高刚性壳体。
背景技术:
2.车载显示屏通常采用热固型塑料通过注塑形成,为增强其作为基础部分的壳底结构强度和刚性,大多采用结构形状较为复杂的冲压或压铸支架作为加强构件形成对壳底的单侧加固支撑结构,支架通过设置局部加强筋,提高自身刚度和强度。而压铸支架通常需要对安装部位的贴合面进行切削加工,以达到尺寸精度和平整度要求。同时,为增强防腐效果,还需要进行钝化类化学处理,以形成防腐蚀、耐酸碱等钝化膜,提高防腐、耐酸碱能力,延长使用寿命。但钝化液需要进行环保处理后才能排放,以满足环保的排放要求,从而增加了制造成本,使得其成本高于冲压支架。而冲压支架由于设置有局部加强结构,通常需要两次以上冲压才可获得,导致工艺复杂,模具数量多,难以进一步降低制造成本。为此,需要进一步改进。
技术实现要素:
3.本实用新型的目的就是针对现有加强支架的车载显示屏类壳体构件制造成本高的不足,提供一种多层高刚性壳体,通过在塑料壳体底部内外层设置双层镀锌钢板的加固结构,增加了壳体底部双向抗弯能力,并可通过冲裁方式获得加固钢板,简化了加工工艺,降低了制造成本。
4.为实现前述目的,本实用新型采用如下技术方案。
5.一种多层高刚性壳体,包括塑料壳体;在所述塑料壳体的壳底内侧和外侧分别设有一平板型加强钢板,两加强钢板采用镀锌钢板冲裁成型,两加强钢板通过多个连接点固定连接。
6.采用前述技术方案的本实用新型,通过在塑料壳体底部的内外面上设置一镀锌的加强钢板,两加强钢板通过多个连接点固定连接,从而在壳体的底部形成双层镀锌钢板的加固结构,使壳体底部被牢固地夹持在两钢板之间,增加了壳体底部的双向抗弯能力,并可采用冲裁落料方法获得钢板,简化了加工工艺,降低了制造难度和成本,提高了成品率和质量稳定性。并利用镀锌钢板自身耐腐蚀性能好的特点,无需进行防腐钝化处理,消除了环境污染隐患。本实用新型利用材料力学中的原理,将高弹性模量e的钢材设在y值较大的位置,远离由塑料壳底部的本体厚度对称中心平面构成的弯曲中性面,即塑料壳底部本体厚度方向的内外面,充分利用材料自身力学属性,取代通过冲压拉伸变形形成加强筋的工序,达到增大零件弯曲半径 的目的,从而增强抗弯能力,同时,极大地简化零件的形状,降低了制造难度。另外,由于加强钢板采用平板型,无需形成局部加强的加强筋,可有效降低壳体的整体高度,减小了显示屏整体厚度,节省了占用空间,方便在车辆上布置。
7.优选的,两所述加强钢板通过螺钉,或螺钉和螺母,或铆钉固定连接;且在两所述加强钢板通过螺钉固定连接的结构中,一所述加强钢板上形成有用于与所述螺钉连接的螺
孔。以使两钢板与塑料壳底部的固定连接形成多种结构形式,方便根据工厂实际工艺条件,以降低综合成本为原则选择使用。其中,采用螺钉固定时,一个钢板和塑料壳底部上设置穿设螺钉的通孔,另一钢板上设置螺纹孔,通过螺钉与螺纹孔配合将两个呈夹板式地固定在塑料壳体底部的两侧。采用螺钉和螺母固定连接时,两个钢板和塑料壳底部上均设置通孔,通过装配方式在螺钉上套上固定螺母将两加强钢板固定在壳体底部的本体板上;采用铆钉固定连接时,两个钢板和塑料壳底部上均设置通孔,铆钉前端依次穿过两个钢板层和塑料层后铆接固定。
8.进一步优选的,所述螺孔由局部拉伸冲裁形成的翻边凸缘内孔为底孔加工形成。利用局部拉伸冲裁形成的翻边凸缘增加螺孔的螺纹深度,从而增加与螺钉的配合长度,提高连接可靠性。
9.进一步优选的,两所述加强钢板中的一个通过注塑与塑料壳体形成一体结构。以利用注塑过程中熔融状态的注塑材料能够与钢板结合面形成紧密结合的特点,使一体形成在塑料壳体上的钢板与塑料壳体形成牢固的连接关系,提高整体的连接强度和壳体底部刚度。
10.本实用新型还提供了另一种方案的多层高刚性壳体。
11.一种多层高刚性壳体,包括塑料壳体;在所述塑料壳体的壳底板内侧和外侧分别设有一平板型加强钢板,两加强钢板采用镀锌钢板冲裁成型,两加强钢板上均设有塑料充填孔,两加强钢板均通过注塑与塑料壳体形成一体结构;并由溢出塑料充填孔孔口的注塑材料形成蘑菇头。
12.采用前述方案的多层高刚性壳体,利用注塑过程中熔融状态的注塑材料能够与钢板结合面形成紧密结合的特点,并利用溢出塑料充填孔孔口的注塑材料形成蘑菇头,蘑菇头使一体形成在塑料壳体上的钢板与塑料壳体形成牢固的连接关系,确保壳体强度和刚度。且在注塑完成后,无需进行钢板与塑料壳体之间的装配,提高生产效率。
13.本实用新型的有益效果是,通过内外层的双层镀锌钢板加固结构,增加了壳体双向抗弯能力,并利用冲裁方法获得钢板,简化加工工艺,降低制造成本。同时,也可利用塑料壳体的注塑成型过程,将加强钢板板一体形成在壳体本体上,减少装配工作量,提高生产效率。
附图说明
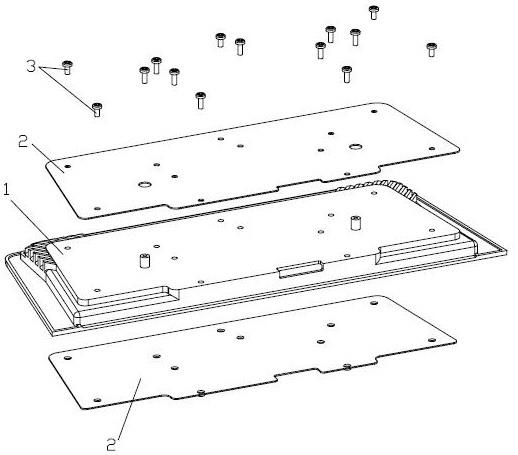
14.图1是本实用新型的结构示意爆炸图。
15.图2是本实用新型实施例1的局部结构示意图。
16.图3是本实用新型实施例2的局部结构示意图。
17.图4是本实用新型实施例3的局部结构示意图。
18.图5是本实用新型实施例4的局部结构示意图。
具体实施方式
19.下面结合附图对本实用新型作进一步说明,但并不因此将本实用新型限制在的实施例范围之中。
20.实施例1,参见图1、图2,一种多层高刚性壳体,包括塑料壳体1;在所述塑料壳体1
的壳底内侧和外侧分别设有一平板型加强钢板2,两加强钢板2采用镀锌钢板冲裁成型,两加强钢板2通过多个连接点固定连接,两加强钢板2将所述塑料壳体1的底部夹在中间。
21.其中,两所述加强钢板2通过螺钉固定连接;具体是位于塑料壳体1的底部上侧的加强钢板2和塑料壳体1的底部上均设置穿设螺钉的通孔,位于塑料壳体1的底部下侧的加强钢板2上形成有用于与所述螺钉连接的螺孔,该螺孔由局部拉伸冲裁形成的翻边凸缘内孔的底孔,底孔再通过攻丝加工方式形成螺孔。另一钢板上设置螺纹孔,通过螺钉与螺纹孔配合将两个加强钢板2呈夹板式地固定在塑料壳体1的底部的两侧。
22.实施例2,参见图3,两加强钢板2通过螺钉和螺母固定连接。两个加强钢板2和塑料壳体1的底部上均设置通孔,通过装配方式在螺钉上套上固定螺母,以将两个加强钢板2呈夹板式地固定在塑料壳体1的底部的两侧。
23.本实施例的其余结构与实施例1相同,在此不再赘述。
24.实施例3,参见图4,两加强钢板2通过铆钉4固定连接。铆钉4前端依次穿过两个加强钢板2和塑料壳体1的后铆接固定,以将两个加强钢板2呈夹板式地固定在塑料壳体1的底部的两侧。
25.本实施例的其余结构与实施例2相同,在此不再赘述。
26.前述实施例中,通常情况下,塑料壳体1单独注塑成型后,再在两加强钢板2相互固定连接的过程中被夹固在两加强钢板2中间。显然,也可在塑料壳体1的注塑成型过程中将其中一块加强钢板2与其注塑形成一体。
27.实施例4,参见图5,一种多层高刚性壳体,包括塑料壳体1;在所述塑料壳体1的壳底板内侧和外侧分别设有一平板型加强钢板2,两加强钢板2采用镀锌钢板冲裁成型,两加强钢板2上均设有塑料充填孔,两加强钢板2均通过注塑与塑料壳体1形成一体结构;并由溢出塑料充填孔孔口的注塑材料形成蘑菇头。
28.本实施例应用于现有某一特定车载显示屏控制盒壳体产品时,加强钢板2采用0.8mm~1.2mm厚的镀锌钢板冲裁形成,并具体按实施例1的结构制作。产品造价可从14元人民币左右降至9元左右;同时,控制盒整体厚度可减薄5mm左右。
29.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1