标签贴、铝箔卷及标签卷的制作方法
1.本技术涉及一种胶贴,具体涉及一种标签贴及具有标签贴的铝箔卷和标签卷。
背景技术:
2.目前,现有标签贴为传统的全胶覆盖式标签贴,标签贴进行铝箔卷封口时长时间粘贴在铝箔上会使得溢胶贴在铝箔表面。当撕下标签贴打开铝箔时,由于标签贴粘性较大,标签贴会粘破铝箔。亟待提供一种标签贴能满足铝箔卷封口功能,当撕下标签贴打开铝箔时又能不撕破铝箔。
技术实现要素:
3.鉴于上述状况,有必要提供一种标签贴既可以对铝箔卷进行封口,当撕下标签贴打开铝箔时又能不撕破铝箔。
4.本技术的实施例一方面提供一种标签贴包括标签纸和保护层。标签纸包括基层和粘接层,所述粘接层设置于所述基层的一面,所述粘接层由剥离强度小于20mpa的胶水涂覆形成,所述胶水的涂布量为1~3g/
㎡
。保护层与所述粘接层贴合在一起,所述保护层覆盖所述粘接层远离所述基层的一面。
5.这种标签贴中标签纸包括基层和粘接层,保护层用于保护粘接层,弱胶性胶水即剥离强度小于20mpa的胶水均匀涂布于基层上形成粘接层。弱胶性胶水涂布量为1~3g/
㎡
,而目前市面上常用的标签贴产品的胶水涂布量为6~8g/
㎡
,本技术实施例中的标签贴中胶水的涂布量相较于市面上常用的标签贴产品胶水涂布量降低,降低了成本。且由于胶水的涂布量降低以及采用弱胶性胶水,标签纸从铝箔卷上的剥离力降低,可以满足标签纸从铝箔顺利剥离且不撕破铝箔。
6.在本技术的一些实施例中,所述胶水为硅胶胶水。
7.这种标签贴中采用硅胶胶水涂覆形成粘接层,硅胶胶水的剥离强度为18mpa左右,为弱胶性胶水,便于标签纸从铝箔上顺利剥离且不撕破铝箔。
8.在本技术的一些实施例中,所述基层具有第一本体和撕拉部,所述撕拉部位于所述第一本体在第二方向的端部,所述粘接层涂覆于所述基层上。所述保护层包括第二本体和头部,所述头部与所述第二本体的连接处设置有齿孔,所述头部与所述撕拉部对应设置,所述保护层和所述标签纸沿第一方向叠置,沿所述第一方向观察,所述头部覆盖所述撕拉部。
9.这种标签贴中设有撕拉部,撕拉部与头部粘合在一起,当撕开撕拉部取下标签纸时,因头部与第二本体连接处设置有齿孔,即头部与第二本体点断式连接,头部随撕拉部一起远离第二本体,使得撕拉部在离开保护层时不具有粘性,便于人或机器捏持。当使用标签纸固定的铝箔卷需要打开使用时,撕拉部也不粘于铝箔,便于撕开撕拉部而撕开标签纸。
10.在本技术的一些实施例中,所述基层具有第一本体和撕拉部,所述撕拉部位于所述第一本体在第二方向的端部,所述粘接层涂覆于所述第一本体上且未涂覆于所述撕拉
部。
11.这种标签贴中设有撕拉部,撕拉部不具有粘贴性,便于使用者从撕拉部取下标签纸远离保护层,以及撕开撕拉部而撕开标签纸。
12.在本技术的一些实施例中,所述第一本体具有连接段,所述撕拉部固定于所述连接段在所述第二方向的端部;所述连接段在垂直于所述第二方向上的截面面积沿所述第二方向逐渐变小。
13.这种标签贴中设有连接段,连接段连接撕拉部与第一本体,使得撕拉部不易被扯断。
14.在本技术的一些实施例中,所述第一本体远离所述撕拉部的一端具有一开口,所述开口用于容置所述撕拉部。
15.这种标签贴中标签纸远离撕拉部的一端设有开口,开口可以用来容置撕拉部。当撕拉部位于开口内,此时标签纸刚好环绕铝箔卷一周,可以使得铝箔卷不松散。如果撕拉部没有位于开口内,则有可能是标签纸过短,无法环绕铝箔卷一周,使得铝箔卷的固定效果不好,造成铝箔卷的松散。也有可能是标签纸过长,使得标签纸环绕铝箔卷超过一周,此时则会造成标签纸的部分粘连,造成标签纸的浪费。
16.在本技术的一些实施例中,所述头部可以容置于所述开口。
17.这种标签贴中,当标签纸对铝箔卷进行封口时,头部没有胶水,头部容置在开口内可以减少头部翘起。
18.在本技术的一些实施例中,所述标签纸还包括方向标识件,所述方向标识件设于所述标签纸远离所述粘接层的一面。
19.这种标签贴中,方向标识件用以指向撕下标签纸的方向,便于使用者快速撕下标签纸打开铝箔卷。
20.本技术的实施例另一方面提供一种铝箔卷,铝箔卷包括卷状铝箔和如上所述的标签纸,所述卷状铝箔具有卷绕末端和粘贴区,所述粘贴区露出所述卷绕末端,沿所述卷状铝箔的径向观察,所述卷绕末端与所述粘贴区部分重叠。所述粘接层远离所述基层的一面粘贴所述卷绕末端和所述粘贴区。
21.这种铝箔卷,标签纸对卷状铝箔进行封口,当撕下标签纸打开铝箔时能够不撕破铝箔。
22.本技术的实施例另一方面提供一种标签卷,标签卷包括分段标识件和多个如上所述的标签贴,所述分段标识件设在所述保护层上,位于两个所述标签贴之间。
23.这种标签卷通过设置分段标识件,便于使用者进行人工或机器识别标签纸进而捏持标签纸使用。
附图说明
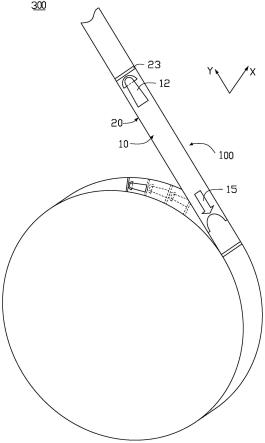
24.图1是本技术的一个实施例中标签贴的结构示意图。
25.图2是图1所示标签贴中标签纸的结构示意图。
26.图3是图1所示标签贴中保护层的结构示意图。
27.图4是图2所示标签纸固定在铝箔上的结构示意图。
28.主要元件符号说明
29.标签贴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
30.标签纸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
31.第一本体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
32.撕拉部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
33.连接段
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
34.粘接层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
35.基层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17
36.开口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
37.方向标识件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
38.保护层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
39.头部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
40.第二本体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
41.分段标识件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
42.铝箔卷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
43.卷状铝箔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
201
44.标签卷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300
45.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
46.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
47.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中设置的元件。当一个元件被认为是“设置在”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中设置的元件。符号“~”应理解为包含其端点值,比如重量百分比为a~b%,应理解为大于或等于a%,且小于或等于b%。
48.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
49.本技术的实施例提供一种标签贴,标签贴包括标签纸和保护层。标签纸包括基层和粘接层,所述粘接层设置于所述基层的一面,所述粘接层由剥离强度小于20mpa的胶水涂覆形成,所述胶水的涂布量为1~3g/
㎡
。保护层与所述粘接层贴合在一起,所述保护层覆盖所述粘接层远离所述基层的一面。保护层用于保护粘接层,弱胶性胶水即剥离强度小于20mpa的胶水均匀涂布于基层上形成粘接层。弱胶性胶水涂布量为1~3g/
㎡
,而目前市面上常用的标签贴产品的胶水涂布量为6~8g/
㎡
,本技术实施例中的标签贴中胶水的涂布量相较于市面上常用的标签贴产品胶水涂布量降低,降低了成本。且由于胶水的涂布量降低以及采用弱胶性胶水,标签纸从卷状铝箔上的剥离力降低,可以满足标签纸从铝箔上顺利剥离且不撕破卷状铝箔。
50.下面结合附图,对本技术的实施例作进一步的说明。
51.请参阅图1,本技术的一实施方式提供一种标签贴100包括保护层20和标签纸10,标签纸10用于卷状铝箔201的封口固定。
52.卷状铝箔201具有卷绕末端和粘贴区,沿卷状铝箔201的周向,卷绕末端与粘贴区部分重叠。对卷状铝箔201的封口固定,也即固定卷绕末端和粘贴区的相对位置,阻止卷绕末端相对粘贴区运动,使得卷状铝箔201维持卷绕的状态。而需要使用卷状铝箔201,则需要撕下标签纸10。通过设置标签纸10的结构,可以使得撕下标签纸10打开卷状铝箔201时尽量不撕破卷状铝箔201。
53.可以理解的,标签纸10也可以用于保鲜膜、保鲜袋等其他产品的封口固定,在此不做限定。
54.请参阅图2,标签纸10包括粘接层16和基层17,胶水均匀涂布于基层17上形成粘接层16。胶水为弱胶性胶水,弱胶性胶水是指剥离强度小于20mpa的胶水。
55.在一实施例中,胶水为硅胶胶水。硅胶胶水的剥离强度一般在18mpa左右。相较于环氧类、聚氨酯类、丙烯酸类等胶粘剂,硅胶胶水的粘结力较弱。
56.硅胶胶水可以通过如下方法制备:
57.按质量份数,硅胶胶水由90~120份硅胶树脂、0.5~2.5份交联剂、1~5份锚固剂、1~3份催化剂、90~120份溶剂混合而成。
58.其中,所述交联剂为羟基硅油,如陶氏7028。
59.所述锚固剂包括γ-氨丙基三乙氧基硅烷、γ-缩水甘油醚氧丙基三甲氧基硅烷、γ-(甲基丙烯酰氧基)丙基三甲氧基硅烷、n-(β-氨乙基)-γ-氨丙基甲基二甲氧基硅烷、γ-缩水甘油醚氧基丙基甲基二乙氧基硅烷、乙烯基三乙氧基硅烷、乙烯基三甲氧基硅烷、乙烯基三(β-甲氧基乙氧基)硅烷中的一种或几种组合。优选地,所述锚固剂为γ-氨丙基三乙氧基硅烷、γ-缩水甘油醚氧丙基三甲氧基硅烷、γ-(甲基丙烯酰氧基)丙基三甲氧基硅烷的组合。如陶氏303型号产品。
60.所述催化剂采用铂金催化剂;如铂金催化剂pt4000。
61.所述溶剂为120#溶剂油与乙酸乙酯按照重量百分比70:20~40混合而成。
62.在一实施例中,基层17材质为塑料薄膜,这种薄膜属非极性聚合物,表面张力较低,一般在29~30mn/m,从理论上讲,若某物体的表面张力低于33mn/m,硅胶胶水难以在上面附着牢固,通过对其表面进行电晕法处理。其处理原理是在处理设备上施加高频、高压电,使其产生高频、高压放电,产生细小密集的紫蓝色火花。空气电离后产生的各种离子在强电场的作用下,加速并冲击处理标签贴100内的塑料薄膜。使塑料分子的化学键断裂而降解,增加表面粗糙度和表面积。放电时还会产生大量的臭氧,臭氧是一种强氧化剂,能使塑料分子氧化,产生羰基与过氧化物等极性较强的基团,从而提高了其表面能。对基层17的表面进行高压电晕处理后,增加了其表面粗糙度和表面积,并提高了其表面能。从而使得硅胶胶水能够较为牢固地附着在塑料薄膜上。
63.将调配好的硅胶胶水均匀涂布于经过处理的基层17的一个表面上,然后放到熟化室进行固化处理,即得到具有粘接层16的标签纸10。
64.可选地,硅胶胶水涂布量为1~3g/
㎡
。
65.目前市面上常用的标签贴100产品的胶水涂布量为6~8g/
㎡
,本实施例中硅胶胶水的涂布量相较于市面上常用的标签贴100产品胶水涂布量降低,降低了成本。且由于液体
硅胶胶水的涂布量降低以及硅胶胶水的弱胶性,标签纸10的剥离力降低,可以满足让铝箔顺利剥离且不撕破铝箔。
66.标签纸10的一个重要的指标参数为剥离强度,剥离强度是指将一定宽度的胶粘带从某特定被粘材料表面上剥离所需要的力,通过测试剥离力f和试样宽度l,计算出界面的剥离强度p,p=f/l。剥离强度可选用labthink兰光生产的ygj-02a胶粘带压滚机和xlw(pc)智能电子拉力试验机,按照gb/t2792—2014测定。测试环境温度为23
±
2℃,相对湿度为65%
±
5%。被贴物选用sus304#不锈钢板,胶带宽度为25mm,剥离速率为300mm/min。每个试样测定3次,取算数平均值。
67.实施例1:将调配好的硅胶胶水均匀涂布于经过处理的基层17的一个表面上,然后放到熟化室进行固化处理,即得到具有粘接层16的标签纸10,硅胶胶水涂布量为1~3g/
㎡
。
68.对比例1:市面上常用的标签贴100产品,制备方法同实施例1,胶水涂布量为6~8g/
㎡
。
69.对以上标签纸10进行剥离强度测试,其具体测试结果如表1所示:
70.表1:
[0071][0072][0073]
通过以上测试数据可知,本实施例中的标签纸10较常用的标签纸10的剥离力降低,本实施例中标签纸10的平均剥离力为2.454gf,而撕破铝箔纸的力为7gf。本实施例中的剥离力小于撕破铝箔纸的力,故本实施例中的标签纸10可以对铝箔卷200封口固定,当撕下标签纸10打开铝箔卷200时可以不撕破卷状铝箔201。
[0074]
在本测试中本实施例样品的标签纸10的宽度与对比例的标签纸的宽度相同,故通过比较剥离力即可得出剥离强度较常用标签纸10的变化。
[0075]
请参阅图3,保护层20包括头部21和第二本体22,头部21设在保护层20的一端,与第二本体22连接在一起。具体地,头部21与第二本体22的连接处设置有齿孔。即,头部21与第二本体22点断式连接,使得头部21与第一本体11可以轻易分离,便于取下头部21。
[0076]
在一实施例中,保护层20为长条形,便于卷起收藏。
[0077]
在一实施例中,头部21设置为半圆形,半圆形外周轮廓顺滑,便于进入标签纸10的开口14内。
[0078]
可以理解头部21也可以为其他形状,如圆形、椭圆形、矩形等,在此不做限制。
[0079]
在一实施例中,保护层20为离型膜。离型膜可以通过聚对苯二甲酸乙二醇酯(pet)经过防静电和防划伤处理得到。这种离型膜形成的保护层20具有很好的吸附性和贴合性,便于与标签纸10贴合在一起。
[0080]
优选地,保护层20为透明膜,便于观察标签纸10的粘接层是否粘附有杂质,也使得
整个标签纸10更加美观。
[0081]
标签纸10的粘接层16贴合在保护层20上,沿第一方向x观察,保护层20覆盖粘接层16。第一方向x为保护层20靠近标签纸10的方向,当平铺标签纸10时,第一方向x垂直于标签纸10。
[0082]
请参阅图1、图2和图3,在一实施例中,标签纸10的外轮廓形状大致呈矩形,保护层20的外轮廓形状也可以大致呈矩形,标签纸10的长度不大于保护层20的长度,标签纸10的宽度不大于保护层20的宽度,使得保护层20可以完全覆盖标签纸10的粘接层16,从而通过保护层20充分保护标签纸10的粘接层16。
[0083]
优选地,标签纸10的宽度和保护层20的宽度大致相等,便于裁切加工。可以理解的,标签纸10也可以为其他形状,保护层20为对应的形状也可以为不同形状。
[0084]
基层17包括第一本体11和撕拉部12,撕拉部12位于第一本体11的在第二方向y的端部,粘接层16涂覆于第一本体11和撕拉部12。第二方向y为第一本体11的延伸方向,第二方向y垂直于第一方向x。在标签贴100中撕拉部12与头部21粘合在一起,当使用标签贴100时,可以撕开撕拉部12取下标签纸10,头部21随撕拉部12一起远离第二本体22,使得撕拉部12在离开保护层20时不具有粘性,便于人或机器抓握。当使用标签纸10固定的卷状铝箔201需要打开使用时,撕拉部12也不粘于卷状铝箔201,便于撕开撕拉部12而撕开标签纸10。
[0085]
优选地,沿第一方向x观察,头部21覆盖撕拉部12,使得撕拉部12的粘接层16被头部21完全保护。
[0086]
在其他实施例中,粘接层16只涂覆于第一本体11,撕拉部12未涂覆粘接层16,撕拉部12不具有粘性,便于直接捏持撕拉部12。
[0087]
标签纸10还包括连接段13,撕拉部12固定于连接段13在第二方向y的端部。连接段13在垂直于第二方向y上的截面面积沿第二方向y逐渐变小。连接段13用于连接第一本体11和撕拉部12,使得撕拉部12不易被扯断。
[0088]
具体地,连接段13设置为梯形,使得撕拉部12与第一本体11缓慢过渡,撕拉部12不易折断。
[0089]
优选地,第一本体11、连接段13和撕拉部12一体成型,便于加工。
[0090]
请同时参阅图4,标签纸10远离撕拉部12的一端设有开口14,开口14可以用来容置头部21和撕拉部12。第一本体11在第二方向y上的延伸长度根据卷状铝箔201的半径进行选择,使得标签纸10能够刚好环绕卷状铝箔201一周,撕拉部12位于开口14内,通过标签纸10可以使得卷状铝箔201不松散。在一实施例中,开口14呈u型,u型开口14的进入端呈扩口式,使得u型开口的u形弧线上每一点的切线和该点的半径方向之间成钝角,u形弧线不易折断。优选地,开口14和头部21的形状大致相同,使得头部21可以刚好处在开口14内,即撕拉部12处于开口14内。
[0091]
在其他实施例中,开口14也可以与头部21的形状不同,头部21能容置在开口14内即可。当标签纸10对铝箔卷200进行封口时,头部21没有胶水,头部21容置在开口14内可以减少头部21的翘起。
[0092]
在一实施例中,标签纸10上还设有方向标识件15,方向标识件15设置在标签纸10远离粘接层16的一面,方向标识件15用以指向撕下标签纸10的方向,便于使用者快速撕下标签纸10打开铝箔卷200。
[0093]
具体地,方向标识件15的形式可以为贴纸、丝印等形式标识在标签纸10上。
[0094]
本技术的实施例另一方面提供一种铝箔卷200,铝箔卷200包括卷状铝箔201和上述标签贴100中的标签纸10,卷状铝箔201具有卷绕末端和粘贴区,所述粘贴区露出所述卷绕末端。沿卷状铝箔201的径向观察,卷绕末端与粘贴区部分重叠。粘接层16远离基层17的一面粘贴在卷绕末端和粘贴区,以实现标签纸10对卷状铝箔201进行封口,当撕下标签纸10打开卷状铝箔201时能够不撕破卷状铝箔201。
[0095]
请参阅图1,本技术的实施例另一方面提供一种标签卷300,多个标签贴100连接在一起,呈卷状,标签贴100卷起便于整理和存放。一个标签纸10设置在一个保护层20上,多个保护层20一体成型,沿第二方向y延伸呈长条状,第二方向y垂直于第一方向x。在保护层20上设有分段标识件23,分段标识件23设于两个标签纸10之间,便于使用者进行人工或机器识别标签纸10进而抓取标签纸10使用。
[0096]
具体地,分段标识件23设在保护层20靠近标签纸10的一面。可以理解,分段标识件23也可以设置在保护层20远离标签纸10的一面。
[0097]
另外,本领域技术人员还可在本技术精神内做其它变化,当然,这些依据本技术精神所做的变化,都应包含在本技术所公开的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1