平面照明装置以及其制造方法与流程
1.本发明涉及一种平面照明装置以及其制造方法。
背景技术:
2.使用于电子设备中的照明单元根据每个电子设备的特性利用合适的光源来提高光效率。
3.作为用于电子设备中的照明单元,有应用于平板显示器的背光单元,从结构上来看,通常通过框架来固定多层的形态。这种结构的背光单元的其总厚度为5mm以上,不能将其成型为汽车部件的形状。
4.并且,作为背光单元主要使用了聚甲基丙烯酸甲酯(polymethylmethacrylate,pmma)。然而,由pmma制成的背光单元,虽具有良好的光学特性(亮度),但是,由于其rigid特性而容易破碎,并且由于柔性差而存在难以形成三维曲面的问题。
5.现有技术文献
6.专利文献
7.专利文献1:韩国授权专利第10-0854377号(2008.08.20.)
技术实现要素:
8.本发明所要解决的技术问题是,提供一种由于柔性及成型性优异而能成型为各种形状且显示优异的光学特性(亮度)的平面照明装置。
9.本发明提供一种平面照明装置,其特征在于,包括:导光板,用于分散光;以及反射板,形成在所述导光板的下部以反射由导光板分散的光,所述反射板为包括第一层和第二层的多层结构。
10.在所述导光板的一面可以形成有图案。
11.所述导光板的材料可为选自由聚乙烯(polyethylene,pe)、聚对苯二甲酸乙二醇酯(polyethylene terephthalate,pet)、聚丙烯(polypropylene,pp)、聚碳酸酯(polycarbonate)、聚氯乙烯(polyvinyl chloride,pvc)、聚氨酯(polyurethane,pu)、聚酰亚胺(polyimide,pi)及热塑性聚氨酯(thermoplastic polyurethane,tpu)组成的组中的一种以上。
12.所述导光板的厚度可为200μm至650μm。
13.所述反射板可为多个。
14.所述反射板可印刷形成于所述导光板的下部面。
15.所述印刷可通过压印、丝网印刷、槽模、凹版涂布、t型模头方式或这些的组合方式执行。
16.所述第一层及第二层的折射率可相互不同。
17.所述第一层的折射率为1.15至1.60,所述第二层的折射率为1.50至1.85,所述第一层和第二层的折射率差可为0.15以上。
18.所述第一层及第二层的各自的厚度可为1μm至10μm。
19.所述第一层的材料可为选自由聚乙烯类树脂、丙烯酸类树脂、聚氨酯类树脂及环氧类树脂组成的组中的一种以上。
20.所述第二层的材料可为选自由聚酯类树脂、聚氨酯类树脂、丙烯酸类树脂及环氧类树脂组成的组中的一种以上。
21.所述第二层可包含透光性微粒。
22.所述透光性微粒可为有机微粒、无机微粒或这些的混合物。
23.所述有机微粒是粒径为1μm至5μm的球状颗粒,折射率可为1.4至1.6,所述无机微粒是粒径为10nm至300nm的球状颗粒,折射率可为1.4至1.75。
24.所述有机微粒可为包括聚苯乙烯类树脂、聚(甲基)丙烯酸酯类树脂或聚(甲基)丙烯酸酯-苯乙烯无规共聚物树脂的树脂微粒。
25.所述无机微粒可为包括二氧化硅、氧化铝、氧化锆或二氧化钛的金属氧化物微粒。
26.本发明提供一种平面照明装置的制造方法,其特征在于,包括:印刷步骤,在导光板上印刷光学图案;以及反射板形成步骤,在所述导光板的下部面形成反射板,所述反射板形成步骤重复一次以上,所述反射板形成步骤包括:形成第一层的步骤;以及形成第二层的步骤。
27.所述光学图案的印刷可通过压印方式、丝网印刷方式、压模方式或这些的组合方式执行。
28.所述反射板可通过压印、丝网印刷、槽模、凹版涂布、t型模头方式或这些的组合方式形成。
29.所述第一层及第二层可通过压印、丝网印刷、槽模、凹版涂布、t型模头方式或这些的组合方式形成。
30.发明的效果
31.本发明通过包含多层结构的反射板,从而,可以提供光学特性(亮度)优异的平面照明装置。
32.本发明通过在导光板的下部面印刷反射板,从而,可以提供柔性及成型性优异的平面照明装置。
33.本发明通过将多层结构的反射板由折射率不同的材料而形成,从而,可以提供光学特性(亮度)得以提高的平面照明装置。
附图说明
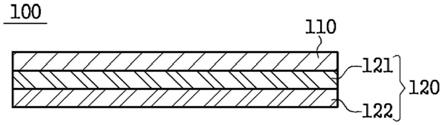
34.图1是示出根据本发明的平面照明装置的示意图。
35.图2是示出形成有根据本发明的光学图案的平面照明装置的示意图。
36.图3是示出形成有根据本发明的光学图案并包括3个反射板的平面照明装置的示意图。
37.图4是示出根据本发明的平面照明装置的制造方法的示意图。
具体实施方式
38.下面,参照附图详细说明本发明的优选实施例。在说明本发明时,若判断对相关的
公知技术的具体说明会使本发明的要旨不明确,则省略对其的详细说明。在图中,为了明确说明本发明将省略了与说明无关的部分,在整个说明书中对类似的部分标注类似的图面标记,本发明的详细构成的方向以附图为准进行说明。并且,在整个说明书中,某一部分“包括”某一部分时,在没有特别相反的记载的情况下,并不排除其他的构成要素,而是指还可以包括其他的构成要素。
39.图1是示出根据本发明的平面照明装置的示意图。
40.参照图1,本发明公开一种平面照明装置100,其特征在于,包括导光板110,用于分散光;以及反射板120,形成在所述导光板110的下部以反射由导光板110分散的光,所述反射板120为包括第一层121和第二层122的多层结构。
41.图2是示出形成有根据本发明的光学图案的平面照明装置的示意图。
42.参照图2,在本发明中,所述导光板110将从光源(未图示)流入的光分散至内部,并且,可在所述导光板的一面可以形成光学图案111,并可以通过所形成的所述光学图案111有效地分散光。
43.所述导光板110的材质可以为选自由聚乙烯(polyethylene,pe)、聚对苯二甲酸乙二醇酯(polyethylene terephthalate,pet)、聚丙烯(polypropylene,pp)、聚碳酸酯(polycarbonate)、聚氯乙烯(polyvinyl chloride,pvc)、聚氨酯(polyurethane,pu)、聚酰亚胺(polyimide,pi)及热塑性聚氨酯(thermoplastic polyurethane,tpu)组成的组中的一种以上,优选地,可以为聚碳酸酯材质。
44.并且,所述导光板110的厚度可以为200μm至650μm,优选地,可为200μm至500μm,更优选地,可为200μm至400μm。当所述导光板110的厚度小于200μm时,不能有效地分散从导光板110流入的光,当大于650μm时,导光板110的柔性降低,会导致平面照明装置的柔性降低。
45.图3是示出形成有根据本发明的光学图案并包括3个反射板的平面照明装置的示意图。
46.参照图3,在本发明中,所述反射板120形成在所述导光板110的下部以反射由导光板110分散的光,所述反射板120在所述导光板110的下部可以形成多个,优选地,优选可以形成2至6个,更优选地,可以形成2至4个。
47.当所述反射板120大于6个时,所述平面照明装置100的柔性会降低,而不能形成所需的弯曲形状,并且透光性会降低。
48.所述反射板120可以印刷形成于所述导光板110的下部面,所述印刷可由压印、丝网印刷、槽模(slot die)方式、凹版涂布、t型模头方式或这些的组合方式执行。
49.通过所述反射板120印刷在所述导光板110的下部面,从而,可以减小平面照明装置100的厚度,由此,可以提高平面照明装置100的柔性和成型性。
50.所述反射板120为包括第一层121和第二层122的多层结构,所述第一层121和第二层122可以通过印刷形成,所述印刷可以通过压印、丝网印刷、槽模、凹版涂布、t型模头方式或这些的组合方式执行。
51.并且,所述第一层121和第二层122的折射率可以不同。当所述第一层和第二层的折射率不同时,可以通过使用折射率的差来改变临界角来引起全反射,因此,可以反射从导光板110流入的光。
52.所述第一层121被印刷形成于所述导光板110的下部面,折射率可以为1.15至
1.60,优选地,可为1.30至1.50。并且,所述导光板110与所述第一层121的折射率之差可以为0.15以上,优选地,可为0.20至0.35。
53.当所述第一层121的折射率小于1.15或大于1.60时,会难以反射光,并且,所述导光板110和所述第一层121的折射率差小于0.15或大于0.35时,会难以反射光。
54.所述第一层121的材质可以为选自由聚乙烯类树脂、丙烯酸类树脂、聚氨酯类树脂及环氧类树脂组成的组中的一种以上,优选地,可为丙烯酸类。
55.并且,所述第一层121的厚度可以为1μm至10μm,优选地,可为2μm至8μm。当所述第一层121的厚度小于1μm时,会难以反射光,当大于10μm时,柔性会降低,而无法形成所需的曲面形状,并且透光性会降低。
56.在本发明中,所述第二层122印刷形成于所述第一层121的下部面,折射率可以为1.50至1.85,优选地,可为1.60至1.80。并且,所述第一层121和所述第二层122的折射率差可以为0.15以上,优选地,可为0.20至0.35。
57.当所述第二层122的折射率小于1.60或大于1.80时,会难以反射光,并且,所述第一层121和所述第二层122的折射率差小于0.15或大于0.35时,会难以反射光。
58.所述第二层122的材质可以为选自由聚酯类树脂、聚氨酯类树脂、丙烯酸类树脂及环氧类树脂组成的组中的一种以上,优选地,可为聚酯类树脂,所述聚酯类树脂可为聚对苯二甲酸乙二醇酯树脂。
59.并且,所述第二层122的厚度可以为0.5μm至10μm,优选地,可为1μm至8μm。当所述第二层122的厚度小于0.5μm时,会难以反射光,并且,当所述第二层122的厚度大于10μm时,柔性会降低,而无法形成所需的曲面形状,并且,透光性会降低。
60.在本发明中,所述第二层122可以包括透光性微粒,所述透光性微粒可以为有机微粒、无机微粒或这些的混合物。
61.所述透光性微粒用于反射和扩散由导光板110引导的光,从而,引导来自所述导光板110的光的全反射。
62.具体而言,所述有机微粒是粒径为1μm至5μm的球状颗粒,折射率可为1.4至1.6,所述无机微粒是粒径为10nm至300nm的球状颗粒,折射率可为1.4至1.75,当所述有机微粒的粒径和折射率超出上述范围,或者所述无机微粒的粒径和折射率超出上述范围时,从导光板引导的光的反射效率降低,并且对下一层的透射率降低,而会导致整体导光板的反射效率降低。
63.并且,所述有机微粒可以为包括聚苯乙烯类树脂、聚(甲基)丙烯酸酯类树脂或聚(甲基)丙烯酸酯-苯乙烯无规共聚物树脂的树脂微粒,并且所述无机微粒可为二氧化硅、氧化铝、氧化锆或二氧化钛的金属氧化物微粒,所述(甲基)丙烯酸均可以包括丙烯酸(acryl)和甲基丙烯酸(methacryl),优选地,可为sio2。
64.并且,在本发明中,所述透光性微粒可以以0.5重量百分比至5重量百分比的含量包含在所述第二层122,当所述透光性微粒超出上述范围时,对下一层的透射率降低,并且导致整个导光板的反射效率降低。
65.图4是示出根据本发明的平面照明装置的制造方法的示意图。
66.参照图4,本发明提供平面照明装置的制造方法,包括:印刷步骤,在导光板110上印刷光学图案111;以及反射板120形成步骤,在所述导光板110的下部面形成反射板120,其
中,所述反射板120的形成步骤重复一次以上,包括形成第一层121的步骤;以及形成第二层122的步骤。
67.在所述导光板110上印刷光学图案111的印刷步骤是印刷将从光源(未图示)流入的光分散至内部的光学图案111的步骤。
68.所述光学图案111可以通过压印方式、丝网印刷方式或压模方式执行,还可以通过组合这些的方式执行。所述丝网印刷方式或压印方式为阳刻方式,所述压模方式为阴刻方式。
69.并且,在本发明中还可以包括印刷所述光学图案111之后固化所述光学图案111的步骤。
70.在本发明中,在所述导光板110的下部面形成反射板120的反射板形成步骤是形成一个以上的反射板120的步骤,重复一次以上。
71.所述反射板120可以通过压印、丝网印刷、槽模、凹版涂布、t型模头方式或这些的组合方式形成在所述导光板110的下部面。
72.所述反射板120的形成步骤包括形成第一层121步骤和形成第二层122步骤。
73.在所述反射板120形成步骤中,在所述导光板110的下部面涂布第一层121,在所述第一层121的下部面涂布所述第二层122。然后,在所述第二层122的下部面涂布所述第一层121,在所述第一层121的下部面涂布所述第二层122,反复此过程形成一个以上的反射板120。
74.所述第一层121和第二层122可以通过压印、丝网印刷、槽模、凹版涂布、t型模头方式或这些的组合方式形成,优选地,可以通过压印方式涂布形成。
75.并且,在本发明中,可以添加形成所述第一层121之后进行干燥的步骤和形成第二层122之后进行干燥的步骤。
76.如上所述,本发明包括多层结构的反射板120,通过将所述反射板120由具有不同折射率的材料形成,从而,可以提供光学特性(亮度)优异的平面照明装置100。并且,由于反射板120印刷在导光板110的下部面,从而,可以提供柔性优异且成型性优异的平面照明装置100。
77.并且,根据本发明的平面照明装置100可以通过热压成型工艺制作成包括曲面的各种形态,可以设置在汽车的内部用作情感照明。此外,平面照明装置100可用于遮阳板(sunshade board)、门饰板(door trim)、a柱(front pillar)、b柱(center pillar)、c柱(rear pillar)、i/p面板、操纵台(console)、装饰物(garnish)、卷帘(roll blind)等。
78.所述热压成型是将平面照明装置100的一侧面固定到模具(未图示),通过施加热和压力来成型的方法,根据模具的形态,可以制造具有曲面或三维形状的平面照明装置100。
79.具体地,在所述热压成型中,温度可以为140℃至180℃,压力可以施加0.30mpa至10mpa,并且,成型时间可以为0.5分钟至3分钟。
80.下面,将说明根据本发明的具体实施例。
81.制造例
82.通过如下所述的方法制造由3个构成的反射板。
83.首先,在可离型板以5μm的厚度压印折射率为1.38的聚乙烯树脂而形成第一层,并
的折射率为1.67的聚对苯二甲酸乙二醇酯树脂而形成第一层。在所述第一层的下部面以2μm的厚度压印所述聚乙烯树脂而形成第二层(第二反射板)。在所述第二反射板的第二层的下部面以3μm的厚度压印混合有3重量百分比的折射率为1.46的sio2的折射率为1.67的聚对苯二甲酸乙二醇酯树脂而形成第一层。在所述第一层的下部面以2μm的厚度压印聚乙烯树脂而形成第二层(第三反射板)。
94.实施例3
95.除了在所述实施例1中在第三反射板的下部面通过如下工艺形成第四反射板至第六反射板之后,以与所述实施例1相同的方式制造平面照明装置。在所述第三反射板的第二层的下部面以3μm的厚度压印所述聚乙烯树脂而形成第一层,并通过照射uv进行干燥。在所述第一层的下部面以2μm的厚度压印混合有3重量百分比的折射率为1.46的sio2的折射率为1.67的聚对苯二甲酸乙二醇酯树脂而形成第二层,并通过照射uv进行干燥(第四反射板)。在所述第四反射板的第二层的下部面以3μm的厚度压印聚乙烯树脂而形成第一层,在所述第一层的下部面以2μm的厚度压印混合有3重量百分比的折射率为1.46的sio2的折射率为1.67的聚对苯二甲酸乙二醇酯树脂而形成第二层,并通过照射uv进行干燥(第五反射板)。在所述第五反射板的第二层的下部面以3μm的厚度压印聚乙烯树脂而形成第一层,在所述第一层的下部面以2μm的厚度压印混合有3重量百分比的折射率为1.46的sio2的折射率为1.67的聚对苯二甲酸乙二醇酯树脂而形成第二层,并通过照射uv进行干燥(第六反射板)。
96.比较例1
97.通过丝网印刷方式印刷光学图案,并制造由聚碳酸酯膜制造的厚度为250μm的导光板。
98.比较例2
99.通过如下所述的方法制造平面照明装置。
100.制造通过丝网印刷方式印刷光学图案,在由聚碳酸酯膜制造的厚度为250μm的导光板下部面将厚度为50μm的聚对苯二甲酸乙二醇酯膜粘接至透光性粘接层的平面照明装置。所述透光性粘接层是使用日本积水公司(sekisui公司)的50μm的hsv0101np产品而形成的。
101.实验例1
102.对在所述制造例、比较制造例1及比较制造例2中制造的反射板通过如下所述的实验方法测量反射率及雾度,并将其结果示于下述表1中。
103.实验方法
104.反射率:根据iso 2470测量
105.表1
106.107.参照所述表1,可知在由折射率互不相同的第一层和第二层构成的反射板的情况下(制造例),与由聚对苯二甲酸乙二醇酯形成的膜(比较制造例2)相比,全反射率、漫反射率和正反射率没有很大差异,作为反射板具有优异的性能。
108.实验例2
109.对在所述实施例1至实施例3、比较例1及比较例2中制造的平面照明装置,通过如下方法测量平均亮度、耐热性、环境耐久性及成型性,将对其的结果示于下表2。
110.实验方法
111.平均亮度:使用亮度计(bm-7,日本topcon公司)测量亮度。
112.耐热性:在85℃的热风式烤箱中放置300小时,以判断是否有气泡和剥离。
113.环境耐久性:在温度85℃、湿度85%的条件下,放置300小时,用肉眼确认状态。
114.成型性:在190℃的大气压温度下预热1分钟后,在40℃的上下模具中以10kpa的压力热压1分钟,然后用肉眼确认状态。
115.表2
[0116][0117]
参照所述表2可知,根据本发明由三个反射板构成的情况下(实施例1及实施例2)与使用pet反射片的情况(比较例2)相比,显示出相同的光学特性(亮度)的同时,其耐久性、环境耐久性及成型性非常优异。
[0118]
此外,在由6个反射板构成的情况下(实施例3),虽然亮度非常优异,但是与由3个反射板构成的情况(实施例1)相比,耐热性降低。
[0119]
并且,在未形成反射板的情况下(比较例1),可以确认到虽然耐热性等优异,但是亮度非常低。
[0120]
并且,可以确认到反射板的第一层的折射率低时(实施例1)与折射率高时(实施例2)相比,亮度非常优异。
[0121]
以上,参考附图详细说明了本发明的优选实施例。本发明的说明是例示性的,应理解在不改变本发明的技术思想或必要特征的情况下本发明所属技术领域的普通技术人员可容易变形实施为其他的具体形态。
[0122]
因此,本发明的范围由发明要求保护范围而决定而不是发明的内容来决定,并且应解释为从发明要求保护范围的含义和范围及其等同概念得出的所有变更或变形的形态均包含在本发明的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1