轧制装置的控制装置、轧制设备以及轧制装置的运转方法与流程
[0001]
本公开涉及轧制装置的控制装置、轧制设备以及轧制装置的运转方法。
背景技术:
[0002]
在使通过一对轧制辊间的金属板往复而进行轧制的轧制装置(反向轧机)中,通常,在金属板卷绕于在金属板的行进方向上设置于轧制辊的两侧的放卷装置以及收卷装置的状态下,使轧制辊压下及旋转,并且一边通过放卷装置以及收卷装置对金属板施加张力一边进行轧制。在这样的轧制装置中,在轧制的开始时需要使金属板的前端部成为卷绕在收卷装置的状态。因此,对于金属板中的、在轧制开始时位于比轧制辊靠收卷装置侧的部分,不能进行轧制,不能将该部分制成产品。
[0003]
因此,提出了用于改善金属板的成品率的结构。例如,在专利文献1中,记载有在金属板的前端通过焊接而接合引带(引导材料),由收卷装置将该引带收卷,从而一边经由引带对金属板施加送出侧张力一边开始轧制。这样,通过在接合了引带的状态下开始轧制,从而从金属板的更前端侧的位置进行轧制,实现改善成品率。
[0004]
现有技术文献
[0005]
专利文献
[0006]
专利文献1:日本特许第4508949号公报
技术实现要素:
[0007]
发明要解决的课题
[0008]
然而,在如专利文献1那样使用引导材料的情况下,需要对每个轧制的金属板每次进行接合作业,耗费时间、成本,另外,还需要接合用的装置。
[0009]
因此,期望以更简单的结构来改善成品率。
[0010]
鉴于上述的情况,本发明的至少一实施方式的目的在于,提供能够以简单的结构来改善金属板的成品率的轧制装置的控制装置、轧制设备以及轧制装置的运转方法。
[0011]
用于解决课题的方案
[0012]
(1)本发明的至少一实施方式的轧制装置的控制装置用于控制轧制装置,所述轧制装置包括:一对轧制辊,它们以夹着金属板的方式设置;以及放卷装置,其用于在所述金属板的行进方向上在所述轧制辊的送入侧将所述金属板放卷,且所述轧制装置构成为利用所述一对轧制辊来轧制所述金属板,其中,所述轧制装置的控制装置构成为:在所述一对轧制辊间的间隙比所述金属板的板厚大的状态下使所述金属板的前端部通过所述一对轧制辊之间后,在施加于所述金属板的送出侧张力为零的状态下,利用所述一对轧制辊将所述金属板压下,使由所述放卷装置赋予所述金属板的送入侧张力大于零,开始所述一对轧制辊的旋转。
[0013]
发明效果
[0014]
根据本发明的至少一实施方式,提供能够以简单的结构来改善金属板的成品率的
轧制装置的控制装置以及轧制设备以及轧制装置的运转方法。
附图说明
[0015]
图1是一实施方式的具备控制装置的轧制设备的概要结构图。
[0016]
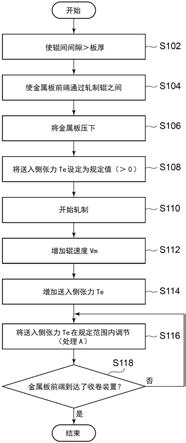
图2是表示一实施方式的由控制装置进行的处理的流程图。
[0017]
图3是表示轧制开始时的轧制辊以及金属板的状态的示意图。
[0018]
图4是表示轧制开始时的轧制辊以及金属板的状态的示意图。
[0019]
图5是表示轧制开始时的轧制辊以及金属板的状态的示意图。
[0020]
图6是表示轧制开始时的、轧制辊的辊速度vm和施加于金属板的送入侧张力te的时间变化的图。
[0021]
图7是表示一实施方式的由控制装置进行的处理的一部分的流程图。
[0022]
图8是表示一实施方式的由控制装置进行的处理的一部分的流程图。
具体实施方式
[0023]
以下,参照附图对本发明的几个实施方式进行说明。其中,作为实施方式而记载的或者附图所示的构成部件的尺寸、材质、形状、其相对配置等并不意在将本发明的范围限定于此,只不过是单纯的说明例。
[0024]
首先,对包括几个实施方式的轧制装置的轧制设备的整体构成进行说明。
[0025]
图1是一实施方式的具备控制装置的轧制设备的概要结构图。如图1所示,轧制设备1具备轧制装置2以及用于控制轧制装置2的控制装置30。
[0026]
图1所示的轧制装置2是使通过一对轧制辊16a、16b间的金属板50往复而进行轧制的轧制装置(反向轧机)。轧制装置2包括:轧制机10,其包括以夹着作为轧制材料的金属板50的方式设置的一对轧制辊(工作辊)16a、16b;放卷装置4,其在金属板50的行进方向上设置于轧制辊16a、16b的送入侧;以及收卷装置14,其在金属板50的行进方向上设置于轧制辊16a、16b的送出侧,且轧制装置2构成为利用一对轧制辊16a、16b来轧制金属板50。
[0027]
轧制机10除了一对轧制辊(工作辊)16a、16b以外,还包括分别夹着一对轧制辊16a、16b而相对于金属板50分别设置于相反侧的一对中间辊18a、18b以及一对支承辊20a、20b。中间辊18a、18b以及支承辊20a、20b构成为支承轧制辊16a、16b。另外,轧制机10具备用于对一对轧制辊16a、16b施加负载而将在外被一对轧制辊16a、16b夹持的金属板50压下的压下装置22。压下装置22也可以包括液压缸。
[0028]
在轧制辊16a、16b经由未图示的主轴等而连接有马达11,轧制辊16a、16b由马达11驱动旋转。在金属板50的轧制时,一边由压下装置22压下金属板50一边利用马达11使轧制辊16a、16b旋转,从而在轧制辊16a、16b与金属板50之间产生摩擦力,利用该摩擦力将金属板50向轧制辊16a、16b的送出侧输送。
[0029]
放卷装置4构成为朝向轧制机10放卷金属板50。收卷装置14构成为将来自轧制机10的金属板50收卷。放卷装置4以及收卷装置14分别由马达5、15驱动。
[0030]
放卷装置4构成为:在金属板50的轧制时,对金属板50施加送入侧张力。另外,收卷装置14构成为:在金属板50的轧制时,对金属板50施加送出侧张力。即,通过由马达5、15适当地驱动放卷装置4以及收卷装置14,从而对金属板50施加送入侧张力以及送出侧张力。通
过对金属板50适当地施加送入侧张力以及送出侧张力,能够抑制轧制时的金属板50的蛇行。
[0031]
需要说明的是,在从放卷装置4放卷的金属板50的尾端紧前方停止轧制,在金属板50被轧制辊16a、16b压下的状态下轧制完成之后,接着,从收卷装置14将金属板50朝向轧制机10放卷,并且一边由放卷装置4收卷金属板50,一边使金属板50向与之前相反的行进方向行进而进行轧制。即,根据金属板50的行进方向,而交换放卷装置4的作用和收卷装置14的作用。
[0032]
轧制装置2还包括:送入侧夹辊6以及侧引导件8,它们用于引导从放卷装置4向轧制机10导入的金属板50;以及送出侧夹辊12,其用于引导从轧制机10向收卷装置14输送的金属板50。
[0033]
另外,在轧制装置2设置有各种计测器。在图1所示的轧制装置2,设置有用于分别计测马达5、11的速度的速度传感器32、36、用于计测作用于金属板50的送入侧张力的张力传感器34、用于检测轧制辊16a、16b的压下位置的压下位置传感器37、用于计测轧制辊16a、16b的送出侧的金属板50的板的宽度方向的端部的位置的板端位置检测器38、以及用于计测轧制辊16a、16b的送出侧的金属板50的速度的速度传感器40等。表示这些计测器的计测结果的信号被发送到控制装置30。需要说明的是,也可以代替用于计测送入侧张力的张力传感器34,而设置计测驱动放卷装置4的马达5的电流的电流计,根据该电流计的计测结果来计算送入侧张力。
[0034]
控制装置30可以从上述的各种计测器接受表示计测结果的信号,根据这些的计测结果,来对用于驱动轧制辊16a、16b的马达11、用于驱动放卷装置4的马达5、和/或压下装置22等的动作进行控制。
[0035]
控制装置30可以包括cpu、存储器(ram)、辅助存储部以及接口等。控制装置30经由接口而接收来自上述的各种计测器的信号。cpu构成为对这样接收到的信号进行处理。另外,cpu构成为对在存储器展开的程序进行处理。
[0036]
控制装置30中的处理内容也可以作为由cpu执行的程序来安装,并存储在辅助存储部。在执行程序时,这些程序在存储器展开。cpu从存储器中读取程序,并执行程序中所含的命令。
[0037]
接下来,对由上述的控制装置30进行的轧制装置2的控制进行说明。以下说明的轧制装置2的控制是开始卷绕于放卷装置4的金属板50的轧制时的控制。需要说明的是,也可以通过手动进行以下说明的由控制装置30进行的处理的一部分或者全部来运转轧制装置2。
[0038]
图2是表示一实施方式的由控制装置30进行的处理的流程图。图3~图5分别是表示在由控制装置30的控制下开始金属板50的轧制时的、轧制辊16a、16b以及金属板50的状态的示意图。图6是表示在由控制装置30的控制下开始金属板50的轧制时的、轧制辊16a、16b的速度(圆周速度)vm和施加于金属板50的送入侧张力te的时间变化的图。
[0039]
在一实施方式中,如图2所示,控制装置30首先调节一对轧制辊16a、16b的位置,以使得一对轧制辊16a、16b间的间隙(辊间间隙)成为比金属板50的板厚大的状态(步骤s102)。此时,也可以根据需要使压下装置22动作来调节一对轧制辊16a、16b的位置。然后,在维持辊间间隙比板厚大的状态下,使金属板50的前端部51(参照图3)通过一对轧制辊
16a、16b之间(步骤s104)。
[0040]
图3是表示步骤s104完成时的轧制辊16a、16b以及金属板50的状态的示意图。如图3所示,在步骤8104的完成时间点,在一对轧制辊16a、16b间的间隙d0比轧制前的金属板50的板厚h0大的状态下,金属板50的前端部51通过轧制辊16a、16b之间。另外,金属板50的前端部51位于轧制辊16a、16b的送出侧,未到达收卷装置14。因此,作用于金属板50的送出侧张力td为零。另外,在该时间点,由于不使送入侧张力te作用于金属板50,因此送入侧张力te也为零。
[0041]
接下来,在施加于金属板50的送出侧张力td为零的状态下,利用一对轧制辊16a、16b将金属板50压下(步骤s106、图6中的时刻t0)。在步骤s106中,基于压下位置传感器37的计测结果而使压下装置22工作,以使得辊间间隙成为适于轧制的值。图4是表示步骤s108完成时的轧制辊16a、16b以及金属板50的状态的示意图。如图4所示,步骤s108的完成时间点的辊间间隙d1小于轧制前的金属板50的板厚h0。
[0042]
然后,使由放卷装置4赋予金属板50的送入侧张力te大于零(步骤s108、图6中的时刻t1),开始一对轧制辊16a、16b的旋转,从而开始轧制(步骤s110、图6中的时刻t2)。需要说明的是,在步骤s108以及s110中,送出侧张力td维持为零。
[0043]
在步骤s108中,通过适当地调节用于驱动放卷装置4的马达5的电流值,而使作用于金属板50的送入侧张力te大于零。这里,如图6所示,送入侧张力te也可以设为大于零的规定值te1,并在后述的步骤s114(图6的时刻t3)中开始增加送入侧张力te之前维持为恒定值。
[0044]
在步骤s109中,通过适当地调节用于驱动轧制辊16a、16b的马达11的电流值,而开始轧制辊16a、16b的旋转。需要说明的是,当在步骤s110中开始轧制时,金属板50朝向图4所示的箭头的方向行进。
[0045]
图5是表示在步骤s110中开始了轧制时的轧制辊16a、16b以及金属板50的状态的示意图。如图5所示,金属板50中的被轧制辊16a、16b压下而向轧制辊16a、16b的送出侧行进的部分具有比轧制前的板厚h0薄的板厚h1。
[0046]
如以上说明的那样,根据上述的实施方式,在使金属板50的前端部51通过一对轧制辊16a、16b之间后,在施加于金属板50的送出侧张力td为零的状态下,利用一对轧制辊16a、16b将金属板50压下,一边向该金属板50赋予大于零的送入侧张力te一边开始轧制辊16a、16b的旋转而开始金属板50的轧制,因此,尽管送出侧张力td为零,但能够一边抑制金属板50的蛇行一边适当地进行轧制。由此,例如,即使不使用专利文献1中记载的那样的引导材料等,也能够从接近金属板50的前端的部分开始轧制,能够以简单的结构来改善金属板50的成品率。
[0047]
接着说明图2的流程。
[0048]
在步骤s110中开始轧制辊16a、16b的旋转而开始轧制之后,使轧制辊16a、16b的速度(辊速度vm)增加(步骤s112、图6的时刻t2~t4)。然后,在时刻t2以后使施加于金属板50的送入侧张力te增加(步骤s114、图6的时刻t3),调节送入侧张力te以使得送入侧张力te不超过规定范围(步骤s116、图6的时刻t3~t5)。
[0049]
在步骤s112中,通过适当地调节用于驱动轧制辊16a、16b的马达11的电流值,而使轧制辊16a、16b的速度(辊速度vm)增加。在步骤s114、s116中,通过适当地调节用于驱动放
卷装置4的马达5的电流值,而使作用于金属板50的送入侧张力te在规定范围内增加。
[0050]
如上述那样,通过将送入侧张力te赋予金属板50,即使在送出侧张力td为零的状态下也能够一边抑制金属板50的蛇行一边进行轧制,但另一方面,当金属板50的送入侧张力te过大时,有时容易产生金属板50不向轧制辊16a、16b的送出侧前进的现象(即容易产生打滑),不能进行适当的轧制。
[0051]
关于这一点,如上述那样,通过使施加于金属板50的送入侧张力te增加(步骤s114),并且在不产生打滑那样的适当的范围内调节(步骤s116),从而在送出侧为无张力的状态下的轧制时,能够更有效地抑制金属板50的蛇行并更适当地进行轧制。
[0052]
另外,假设,若在辊速度vm低的状态下使送入侧张力te增加,则金属板50相对于辊速度vm的相对速度降低,因此有时容易产生金属板50不向轧制辊16a、16b的送出侧前进的现象。关于这一点,如上述那样,在步骤s112中使辊速度vm增加到某种程度后(例如,在增加到目标的辊速度vm2(参照图6)的40%以上且60%以下的辊速度vm1后),在步骤s114~s116中使送入侧张力te增加,由此能够稳定地增加送入侧张力te。
[0053]
以不超过规定范围的方式调节送入侧张力te的步骤s116被反复执行,直至金属板50的前端到达收卷装置14为止(步骤s118的“否”)。另一方面,若送出侧张力td大于零(步骤s118的“是”;即,若金属板50开始被收卷装置14收卷),则停止基于图2所示的流程(用于在送出侧为无张力的状态下适当地进行轧制的流程)的控制,进行送出侧张力td大于零的情况下的通常的控制。
[0054]
接下来,更具体地说明上述的步骤s116中的处理。如上述那样,在步骤s116中,以不超过规定范围的方式调节送入侧张力te。
[0055]
在几个实施方式中,在步骤s116中,以使金属板50的送出侧速度vd为轧制辊16a、16b的辊速度(旋转速度)vm以上的方式,调节送入侧张力te。在该情况下,控制装置30基于由速度传感器40计测的送出侧速度vd、从由速度传感器36计测的马达11的速度计算出的辊速度vm,来适当地调节马达5的电流值,以使送入侧张力te处于适当的范围内。
[0056]
金属板50的送出侧速度vd小于轧制辊16a、16b的旋转速度vm意味着,在轧制辊16a、16b的送出侧金属板50相对于轧制辊16a、16b不前进(即,金属板50相对于轧制辊16a、16b开始打滑或者要打滑),在该情况下,有时不能适当地进行轧制。关于这一点,在上述的实施方式中,调节施加于金属板50的送入侧张力te,以使得金属板50的送出侧速度vd为轧制辊16a、16b的辊速度(旋转速度)vm以上,因此,在送出侧为无张力的状态下,能够一边适当地抑制金属板50相对于轧制辊16a、16b的打滑(滑动),一边更适当地进行轧制。
[0057]
并且,也可以按按规定期间将轧制辊16a、16b的旋转速度vm计测规定次数,使用规定次数的全部或一部分的计测结果来调节施加于金属板50的送入侧张力te,以使得金属板50的送出侧速度vd为轧制辊16a、16b的辊速度(旋转速度)vm以上。
[0058]
在几个实施方式中,在步骤s116中,取得在按规定期间计测多次的金属板50的送出侧速度vd,基于送出侧速度vd的多次的计测结果来调节送入侧张力te。
[0059]
金属板50的送出侧速度vd能够成为是否引起金属板50相对于轧制辊16a、16b的滑动的指标。关于这一点,在上述的实施方式中,按规定期间多次计测金属板50的送出侧速度vd,因此能够掌握送出侧速度vd随着时间的变化。由此,通过基于送出侧速度vd的多次的计测结果来调节施加于金属板50的送入侧张力te,从而在送出侧为无张力的状态下,能够一
边适当地抑制金属板50相对于轧制辊16a、16b的打滑,一边适当地进行轧制。
[0060]
在几个实施方式中,在施加于金属板50的送出侧张力td为零的状态下,若检测出金属板50未向轧制辊16a、16b的送出侧前进,则停止送入侧张力te的增加。
[0061]
金属板50未向轧制辊16a、16b的送出侧前进表示金属板50相对于轧制辊16a、16b开始打滑、或有可能在不久的将来打滑(打滑的预兆)。关于这一点,根据上述的实施方式,若检测出金属板50未向轧制辊16a、16b的送出侧前进,则停止送入侧张力te的增加,因此在送出侧为无张力的状态下,能够一边更可靠地抑制金属板50相对于轧制辊16a、16b的打滑,一边适当地进行轧制。
[0062]
并且,也可以按规定期间计测规定次数金属板50的前进,在规定次数的全部或者一部分的计测结果中,检测出金属板50未向轧制辊16a、16b的送出侧前进的情况。
[0063]
金属板50未向轧制辊16a、16b的送出侧前进的情况例如也可以通过使用相机监视轧制辊16a、16b附近的金属板50来进行检测。
[0064]
或者,金属板50未向轧制辊16a、16b的送出侧前进的情况例如也可以使用按规定期间计测了规定次数的送出侧速度vd来进行检测。
[0065]
在一实施方式中,也可以是,步骤s116取得按规定期间计测了规定次数的上述送出侧速度vd,在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差全部为负的情况下,视为金属板50未向轧制辊16a、16b的送出侧前进,并停止送入侧张力te的增加。
[0066]
图7是该实施方式的步骤s116的流程图。
[0067]
在图7所示的流程图的步骤s202~步骤s208中,根据按规定期间δt对规定次数(i=1、2、3)分别计测出的送出侧速度vdi,来计算αi=(vd
i-vd
(i-1)
)/δt(即,计算在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差)。而且,对于i=1、2、3的全部,判定αi<0是否成立(即(vd
i-vd
(i-1)
)<0是否成立)(步骤s210)。
[0068]
对于i=1、2、3的全部,在αi<0不成立的情况下(即,至少一个αi为零以上的情况下)(步骤s210的“否”),送出侧速度vd不只是减少,有时也增加,因此判断为产生打滑的可能性低,因此继续进行送入侧张力te的增加(步骤s216)。另一方面,对于i=1、2、3的全部,在αi<0的情况下(步骤s210的“是”),送出侧速度vd逐渐降低,判断为金属板50产生打滑的可能性高,因此停止送入侧张力te的增加(步骤s212)。另外,在这样停止了送入侧张力te的增加的情况下,使送入侧张力te减少规定量(步骤s214)。
[0069]
另外,在一实施方式中,也可以是,步骤s116取得按规定期间计测了规定次数的所述送出侧速度vd,在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差的积分值小于规定值的情况下,视为金属板50未向轧制辊16a、16b的送出侧前进,停止送入侧张力te的增加。
[0070]
图8是该实施方式的步骤s116的流程图。
[0071]
在图8所示的流程图的步骤s222~步骤s228中,基于按规定期间δt对规定次数(i=1、2、3)分别计测出的送出侧速度vdi,来计算∑δvi=∑(vd
i-vd
(i-1)
)(在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差的积分值)。而且,判定∑δvi是否小于规定值c(其中,c为负的数)(步骤s230)。
[0072]
在∑δvi为上述的规定值c以上的情况下(步骤s230的“否”),判断为送出侧速度
vd不是减少趋势,产生打滑的可能性低,因此继续进行送入侧张力te的增加(步骤s236)。另一方面,在∑δvi小于上述的规定值c的情况下(步骤s230的“是”),判断为送出侧速度vd是减少趋势,产生金属板50的打滑的可能性高,因此停止送入侧张力te的增加(步骤s232)。另外,在这样停止了送入侧张力te的增加的情况下,使送入侧张力te减少规定量(步骤s234)。
[0073]
这样,基于在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差、或者在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差的积分值,能够知道在不久的将来产生打滑的可能性,在该可能性高的情况下停止送入侧张力te的增加,因此在送出侧为无张力的状态下,能够一边更可靠地抑制金属板50相对于轧制辊16a、16b的打滑,一边适当地进行轧制。
[0074]
需要说明的是,在图7以及图8所示的实施方式中,使用按规定期间计测了规定次数的送出侧速度vd,来进行与送入侧张力te的调节相关的控制,但在其他实施方式中,也可以在规定长度的时间的期间,使用按规定期间计测的送出侧速度vd,来进行与送入侧张力te的调节相关的控制。
[0075]
在几个实施方式中,构成为取得金属板50的送出侧速度vd以及轧制辊16a、16b的圆周速度即辊速度vm,基于金属板50的送出侧速度vd与辊速度vm之差(vd-vm)来调节送入侧张力te。
[0076]
金属板50的送出侧速度vd与辊速度vm之差(vd-vm)能够成为是否引起金属板50相对于轧制辊16a、16b的滑动的指标。关于这一点,在上述的实施方式中,通过基于金属板50的送出侧速度vd与辊速度vm之差(vd-vm)调节施加于金属板50的送入侧张力te,在送出侧为无张力的状态下,能够一边适当地抑制金属板50相对于轧制辊16a、16b的打滑,一边适当地进行轧制。
[0077]
在几个实施方式中,也可以构成为在停止送入侧张力te的增加之后(例如图2的步骤s116、或者图7以及图8的步骤s212、s232之后),使送入侧张力te减少规定量。
[0078]
例如,在图7以及图8所示的流程图中,在步骤s212、s232中停止了送入侧张力te的增加之后,使送入侧张力te减少规定量(步骤s214、s234)。
[0079]
这样,在为了抑制打滑而停止了送入侧张力te的增加之后,通过使使送入侧张力te减少规定量,在送出侧为无张力的状态下,能够一边进一步可靠地抑制金属板50相对于轧制辊16a、16b的打滑,一边适当地进行轧制。
[0080]
以下,对几个的实施方式的轧制装置的控制装置、轧制设备以及轧制装置的运转方法记载概要。
[0081]
(1)本发明的至少一实施方式的轧制装置的控制装置用于控制轧制装置,所述轧制装置包括:一对轧制辊,它们以夹着金属板的方式设置;以及放卷装置,其用于在所述金属板的行进方向上在所述轧制辊的送入侧将所述金属板放卷,且所述轧制装置构成为利用所述一对轧制辊来轧制所述金属板,其中,
[0082]
所述轧制装置的控制装置构成为:在所述一对轧制辊间的间隙比所述金属板的板厚大的状态下使所述金属板的前端部通过所述一对轧制辊之间后,在施加于所述金属板的送出侧张力为零的状态下,利用所述一对轧制辊将所述金属板压下,使由所述放卷装置赋予所述金属板的送入侧张力大于零,开始所述一对轧制辊的旋转。
[0083]
根据上述(1)的结构,使金属板的前端部通过一对轧制辊之间后,在施加于金属板
的送出侧张力为零的状态下,用一对轧制辊将金属板压下,一边将大于零的送入侧张力赋予该金属板一边开始轧制辊的旋转而开始金属板的轧制,因此尽管送出侧张力为零,但能够一边抑制金属板的蛇行一边适当地进行轧制。由此,即使不使用引导材料等,也能够从接近金属板的前端的部分开始轧制,能够以简单的结构来改善金属板的成品率。
[0084]
(2)在几个实施方式中,在上述(1)的结构中,
[0085]
所述轧制装置的控制装置构成为:在开始所述轧制辊的旋转后,在施加于所述金属板的送出侧张力为零的状态下,使所述送入侧张力在规定范围内增加。
[0086]
根据上述(2)的结构,在开始轧制辊的旋转后,在施加于金属板的送出侧张力为零的状态下,使送入侧张力在规定范围内增加,因此在送出侧为无张力的状态下的轧制时,能够更有效地抑制金属板的蛇行并更适当地进行轧制。
[0087]
(3)在几个实施方式中,在上述(2)的结构中,
[0088]
所述轧制装置的控制装置构成为:调节所述送入侧张力,以使得所述金属板的送出侧速度vd为所述轧制辊的旋转速度vm以上。
[0089]
金属板的送出侧速度vd小于轧制辊的旋转速度vm意味着,在轧制辊的送出侧金属板未相对于轧制辊前进(即,金属板相对于轧制辊开始打滑或者要打滑),在该情况下,有时不能适当地进行轧制。关于这一点,根据上述(3)的结构,调节施加于金属板的送入侧张力,以使得金属板的送出侧速度vd为轧制辊的旋转速度vm以上,因此在送出侧为无张力的状态下,能够一边适当地抑制金属板相对于轧制辊的打滑(滑动),一边更适当地进行轧制。
[0090]
(4)在几个实施方式中,在上述(2)或者(3)的结构中,
[0091]
所述轧制装置的控制装置构成为:取得按规定期间计测了多次的所述金属板的送出侧速度vd,基于所述送出侧速度vd的所述多次的计测结果来调节所述送入侧张力。
[0092]
金属板的送出侧速度vd能够成为是否引起金属板相对于轧制辊的滑动的指标。关于这一点,根据上述(4)的结构,按规定期间多次计测金属板的送出侧速度vd,因此能够掌握送出侧速度vd随着时间的变化。由此,通过基于送出侧速度vd的多次的计测结果来调节施加于金属板的送入侧张力,从而在送出侧为无张力的状态下,能够一边适当地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0093]
(5)在几个实施方式中,在上述(2)至(4)的结构中,
[0094]
所述轧制装置的控制装置构成为:在施加于所述金属板的送出侧张力为零的状态下,若检测出所述金属板未向所述轧制辊的送出侧前进,则停止所述送入侧张力的增加。
[0095]
金属板未向轧制辊的送出侧前进表示金属板相对于轧制辊开始打滑、或有可能在不久的将来打滑(打滑的预兆)。关于这一点,根据上述(5)的结构,若检测出金属板未向轧制辊的送出侧前进,则停止送入侧张力的增加,因此在送出侧为无张力的状态下,能够一边更可靠地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0096]
(6)在几个实施方式中,在上述(4)或者(5)的结构中,
[0097]
所述轧制装置的控制装置构成为:取得按规定期间计测了规定次数的所述送出侧速度vd,在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差全部为负的情况下,停止所述送入侧张力的增加。
[0098]
根据上述(6)的结构,在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差全部为负的情况下,即,在按规定期间将送出侧速度vd计测规定次数的
期间送出侧速度vd逐渐降低且不久的将来产生打滑的可能性高的情况下,停止送入侧张力的增加,因此在送出侧为无张力的状态下,能够一边更可靠地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0099]
(7)在几个实施方式中,在上述(4)或者(5)的结构中,
[0100]
所述轧制装置的控制装置构成为:取得按规定期间计测了规定次数的所述送出侧速度vd,在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差的积分值小于规定值的情况下,停止所述送入侧张力的增加。
[0101]
根据上述(7)的结构,在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差的积分值小于规定值的情况下,即,在按规定期间将送出侧速度vd计测规定次数的期间送出侧速度vd逐渐降低且不久的将来产生打滑的可能性高的情况下,停止送入侧张力的增加,因此在送出侧为无张力的状态下,能够一边更可靠地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0102]
(8)在几个实施方式中,在上述(5)至(7)中任一个的结构中,
[0103]
所述轧制装置的控制装置构成为:在停止了所述送入侧张力的增加之后,使所述送入侧张力减少规定量。
[0104]
根据上述(8)的结构,为了抑制打滑而停止了送入侧张力的增加之后,使送入侧张力减少规定量,因此在送出侧为无张力的状态下,能够一边进一步可靠地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0105]
(9)在几个实施方式中,在上述(2)至(5)中任一个的结构中,
[0106]
所述轧制装置的控制装置构成为:取得所述金属板的送出侧速度vd以及所述轧制辊的圆周速度即辊速度vm,基于所述金属板的送出侧速度vd与所述辊速度vm之差(vd-vm)来调节所述送入侧张力。
[0107]
金属板的送出侧速度vd与辊速度vm之差(vd-vm)能够成为是否引起金属板相对于轧制辊的滑动的指标。关于这一点,根据上述(9)的结构,通过基于金属板的送出侧速度vd与辊速度vm之差(vd-vm)来调节施加于金属板的送入侧张力,从而在送出侧为无张力的状态下,能够一边适当地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0108]
(10)本发明的至少一实施方式的轧制设备具备:
[0109]
轧制装置,其包括以夹着金属板的方式设置的一对轧制辊以及用于在所述金属板的行进方向上在所述轧制辊的送入侧将所述金属板放卷的放卷装置,且所述轧制装置构成为利用所述一对轧制辊来轧制所述金属板;以及
[0110]
上述(1)至(9)中任一个所述的控制装置。
[0111]
根据上述(10)的结构,使金属板的前端部通过一对轧制辊之间后,在施加于金属板的送出侧张力为零的状态下,用一对轧制辊将金属板压下,一边将大于零的送入侧张力赋予该金属板一边开始轧制辊的旋转而开始金属板的轧制,因此尽管送出侧张力为零,但能够一边抑制金属板的蛇行一边适当地进行轧制。由此,即使不使用引导材料等,也能够从接近金属板的前端的位置开始轧制,能够以简单的结构来改善金属板的成品率。
[0112]
(11)本发明的至少一实施方式的轧制装置的运转方法用于运转轧制装置,所述轧制装置包括:放卷装置,其用于对金属板施加送入侧张力;以及一对轧制辊,它们在所述金属板的行进方向上在所述放卷装置的送出侧以夹着所述金属板的方式设置,且所述轧制装
置构成为利用所述一对轧制辊来轧制所述金属板,其中,
[0113]
所述轧制装置的运转方法包括:
[0114]
通板步骤,其在所述一对轧制辊间的间隙比所述金属板的板厚大的状态下,使所述金属板的前端部通过所述一对轧制辊之间;
[0115]
压下步骤,其在所述通板步骤之后,在施加于所述金属板的送出侧张力为零的状态下,利用所述一对轧制辊将所述金属板压下;
[0116]
张力赋予步骤,其在所述压下步骤之后,在施加于所述金属板的送出侧张力为零的状态下,使由所述放卷装置赋予所述金属板的送入侧张力大于零;以及
[0117]
轧制开始步骤,其在所述张力赋予步骤之后,在施加于所述金属板的送出侧张力为零的状态下,开始所述一对轧制辊的旋转。
[0118]
根据上述(11)的方法,使金属板的前端部通过一对轧制辊之间后,在施加于金属板的送出侧张力为零的状态下,用一对轧制辊将金属板压下,一边将大于零的送入侧张力赋予该金属板一边开始轧制辊的旋转而开始金属板的轧制,因此尽管送出侧张力为零,但能够一边抑制金属板的蛇行一边适当地进行轧制。由此,即使不使用引导材料等,也能够从接近金属板的前端的部分开始轧制,能够以简单的结构来改善金属板的成品率。
[0119]
(12)在几个实施方式中,在上述(11)的方法中,
[0120]
在所述轧制开始步骤之后,在施加于所述金属板的送出侧张力为零的状态下,使所述送入侧张力在规定范围内增加。
[0121]
根据上述(12)的方法,在开始轧制辊的旋转后,在施加于金属板的送出侧张力为零的状态下,使送入侧张力在规定范围内增加,因此在送出侧为无张力的状态下的轧制时,能够更有效地抑制金属板的蛇行并更适当地进行轧制。
[0122]
(13)在几个实施方式中,在上述(12)的方法中,
[0123]
调节所述送入侧张力,以使得所述金属板的送出侧速度vd为所述轧制辊的旋转速度vm以上。
[0124]
金属板的送出侧速度vd小于轧制辊的旋转速度vm意味着,在轧制辊的送出侧金属板未相对于轧制辊前进,在该情况下,有时不能适当地进行轧制。关于这一点,根据上述(13)的方法,调节施加于金属板的送入侧张力,以使得金属板的送出侧速度vd为轧制辊的旋转速度vm以上,因此在送出侧为无张力的状态下,能够一边适当地抑制金属板相对于轧制辊的打滑(滑动),一边更适当地进行轧制。
[0125]
(14)在几个实施方式中,在上述(12)或者(13)的方法中,
[0126]
取得按规定期间计测了多次的所述金属板的送出侧速度vd,基于所述送出侧速度vd的所述多次的计测结果来调节所述送入侧张力。
[0127]
金属板的送出侧速度vd能够成为是否引起金属板相对于轧制辊的滑动的指标。关于这一点,根据上述(14)的方法,按规定期间多次计测金属板的送出侧速度vd,因此能够掌握送出侧速度vd随着时间的变化。由此,通过基于送出侧速度vd的多次的计测结果来调节施加于金属板的送入侧张力,从而在送出侧为无张力的状态下,能够一边适当地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0128]
(15)在几个实施方式中,在上述(12)至(14)中任一个的方法中,
[0129]
在施加于所述金属板的送出侧张力为零的状态下,若检测出所述金属板未向所述
轧制辊的送出侧前进,则停止所述送入侧张力的增加。
[0130]
金属板未向轧制辊的送出侧前进表示金属板相对于轧制辊开始打滑、或有可能在不久的将来打滑(打滑的预兆)。关于这一点,根据上述(15)的方法,若检测出金属板未向轧制辊的送出侧前进,则停止送入侧张力的增加,因此在送出侧为无张力的状态下,能够一边更可靠地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0131]
(16)在几个实施方式中,在上述(14)或者(15)的方法中,
[0132]
取得按规定期间计测了规定次数的所述送出侧速度vd,在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差全部为负的情况下,停止所述送入侧张力的增加。
[0133]
根据上述(16)的方法,在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差全部为负的情况下,即,在按规定期间将送出侧速度vd计测规定次数的期间送出侧速度vd逐渐降低且不久的将来产生打滑的可能性高的情况下,停止送入侧张力的增加,因此在送出侧为无张力的状态下,能够一边更可靠地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0134]
(17)在几个实施方式中,在上述(14)或者(15)的方法中,
[0135]
取得按规定期间计测了规定次数的所述送出侧速度vd,在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差的积分值小于规定值的情况下,停止所述送入侧张力的增加。
[0136]
根据上述(17)的方法,在第i次计测出的送出侧速度vd
i
与在第(i-1)次计测出的送出侧速度vd
(i-1)
之差的积分值小于规定值的情况下,即,在按规定期间将送出侧速度vd计测规定次数的期间送出侧速度vd逐渐降低且不久的将来产生打滑的可能性高的情况下,停止送入侧张力的增加,因此在送出侧为无张力的状态下,能够一边更可靠地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0137]
(18)在几个实施方式中,在上述(15)至(17)中任一个的方法中,
[0138]
在停止了所述送入侧张力的增加之后,使所述送入侧张力减少规定量。
[0139]
根据上述(18)的方法,为了抑制打滑而停止了送入侧张力的增加之后,使送入侧张力减少规定量,因此在送出侧为无张力的状态下,能够一边进一步可靠地抑制金属板相对于轧制辊的打滑,一边适当地进行轧制。
[0140]
以上,对本发明的实施方式进行了说明,但本发明并不限定于上述的实施方式,还包括对上述的实施方式施加了变形的方式、将这些方式适当组合而得到的方式。
[0141]
在本说明书中,“在某方向上”、“沿着某方向”、“平行”、“正交”、“中心”、“同心”或者“同轴”等表示相对的或绝对的配置的表达不仅表示严格上那样的配置,还表示具有公差或者能够得到相同功能的程度的角度、距离而相对地位移了的状态。
[0142]
例如,“相同”、“相等”以及“均质”等表示事物相等的状态的表达不仅表示严格相等的状态,还表示存在公差、或者能够得到相同功能的程度的差的状态。
[0143]
另外,在本说明书中,四边形状、圆筒形状等表示形状的表达不仅表示几何学上严格意义下的四边形状、圆筒形状等形状,还表示在能够得到相同效果的范围内包括凹凸部、倒角部等的形状。
[0144]
另外,在本说明书中,“具备”、“包括”或者“具有”一构成要素这样的表达不是将其
他构成要素的存在排除在外的排他性表达。
[0145]
附图标记说明:
[0146]1ꢀꢀꢀꢀꢀꢀ
轧制设备
[0147]2ꢀꢀꢀꢀꢀꢀ
轧制装置
[0148]4ꢀꢀꢀꢀꢀꢀ
放卷装置
[0149]5ꢀꢀꢀꢀꢀꢀ
马达
[0150]6ꢀꢀꢀꢀꢀꢀ
送入侧夹辊
[0151]8ꢀꢀꢀꢀꢀꢀ
侧引导件
[0152]
10
ꢀꢀꢀꢀꢀ
轧制机
[0153]
11
ꢀꢀꢀꢀꢀ
马达
[0154]
12
ꢀꢀꢀꢀꢀ
送出侧夹辊
[0155]
14
ꢀꢀꢀꢀꢀ
收卷装置
[0156]
15
ꢀꢀꢀꢀꢀ
马达
[0157]
16a
ꢀꢀꢀꢀ
轧制辊
[0158]
16b
ꢀꢀꢀꢀ
轧制辊
[0159]
18a
ꢀꢀꢀꢀ
中间辊
[0160]
18b
ꢀꢀꢀꢀ
中间辊
[0161]
20a
ꢀꢀꢀꢀ
支承辊
[0162]
20b
ꢀꢀꢀꢀ
支承辊
[0163]
22
ꢀꢀꢀꢀꢀ
压下装置
[0164]
30
ꢀꢀꢀꢀꢀ
控制装置
[0165]
32
ꢀꢀꢀꢀꢀ
速度传感器
[0166]
34
ꢀꢀꢀꢀꢀ
张力传感器
[0167]
36
ꢀꢀꢀꢀꢀ
速度传感器
[0168]
37
ꢀꢀꢀꢀꢀ
压下位置传感器
[0169]
38
ꢀꢀꢀꢀꢀ
板端位置检测器
[0170]
40
ꢀꢀꢀꢀ
速度传感器
[0171]
50
ꢀꢀꢀꢀ
金属板
[0172]
51
ꢀꢀꢀꢀ
前端部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1