一种高速圆切机尾料自动切割结构的制作方法
[0001]
本发明涉及尾料处理技术领域,尤其涉及一种高速圆切机尾料自动切割结构。
背景技术:
[0002]
圆切机是一种将圆柱形的条状物体切割成小段的机械,随着现代机械加工业地发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、具有高智能化的自动切割功能的要求也在提升,在散热片加工中,常采用圆切机对散热片进行切割,整段材料自动切割完成后会有产生一段料尾,长度为160mm+工件长度。积累了比较多的料尾后一般用带锯进行尾料锯切处理,带锯锯切的尺寸公差难以控制精度的问题,还是需要一系列繁琐的摆放测量和工件的不停的升举搬运,自动处理料尾能解决正常锯切和自动切换尾料锯切模式的连续性问题,也降低了锯切尾料的时间。
技术实现要素:
[0003]
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种高速圆切机尾料自动切割结构。
[0004]
为了实现上述目的,本发明采用了如下技术方案:
[0005]
设计一种高速圆切机尾料自动切割结构,包括底座、切割送料移动丝杆滑轨和夹紧装置,所述切割送料移动丝杆滑轨可转动的安装在所述底座上,所述夹紧装置底部螺接在所述切割送料移动丝杆滑轨,且所述夹紧装置可在所述切割送料移动丝杆滑轨丝杆水平运动,所述底座上表面靠近所述夹紧装置的一侧上安装有齿轮箱,所述齿轮箱的输出端上啮合有齿片,所述齿轮箱可驱动齿片在水平方向往复运动,所述夹紧装置顶部水平安装有尾料直线移动台,所述尾料直线移动台上竖直安装有尾料处理气缸,所述尾料处理气缸的输出轴底部安装有电磁铁吸盘,所述电磁铁吸盘可吸附尾料。
[0006]
优选的,所述夹紧装置包括夹紧装置底座、夹紧油缸、横向夹紧机构和竖向夹紧机构,所述夹紧装置底座螺接在所述切割送料移动丝杆滑轨上,所述尾料直线移动台安装在所述夹紧装置底座上,所述竖向夹紧机构安装在所述夹紧装置底座一侧上,所述横向夹紧机构安装在所述夹紧装置底座的另一侧上,所述夹紧油缸安装在所述尾料直线移动台上,所述夹紧油缸可驱动所述横向夹紧机构和所述竖向夹紧机构进行尾料夹持。
[0007]
优选的,所述齿轮箱内部设有齿轮组结构,所述齿轮组结构包括第一轴承座、第二轴承座、长轴、小齿轮、短轴和大齿轮,所述第一轴承座安装在所述齿轮箱侧壁底部,所述长轴水平安装在所述第一轴承座内,所述长轴的两端贯穿所述齿轮箱,所述小齿轮安装在所述长轴上,且所述小齿轮位于所述齿轮箱内部,所述第二轴承座安装在所述齿轮箱的侧壁上,且所述第二轴承座位于所述第一轴承座上方,所述短轴水平安装在所述第二轴承座内,所述大齿轮安装在所述短轴上,所述大齿轮位于所述齿轮箱内部。
[0008]
优选的,所述齿轮箱顶部竖直开设有注油孔,所述注油孔内螺接有密封螺栓,所述密封螺栓与所述注油孔之间衬有密封垫圈。
[0009]
一种高速圆切机尾料自动切割结构使用方法,包括以下步骤:
[0010]
s1:将长度不小于160mm工件尾料置入夹紧装置内,所述横向夹紧机构和所述竖向夹紧机构两组机构在水平与垂直方向夹紧和工件尾料,保证锯切过程的平稳性;
[0011]
s2:采用伺服电机高精度旋转驱动所述切割送料移动丝杆滑轨带动所述夹紧装置进行定量给料,工件尾料的割锯公差控制在
±
0.05mm内;
[0012]
s3:采用伺服电机驱动滚珠丝杆带动所述齿轮箱进行工作,所述齿轮箱驱动所述齿片在水平方向上往复运动对工件尾料进行强力给进割锯;
[0013]
s4:驱动尾料处理气缸使电磁铁吸盘移动至工件尾料切割处,所述电磁铁吸盘通交流电,切割掉落的工件尾料将会被电磁铁吸盘吸附,再次驱动尾料处理气缸对切割部分进行分离与摆放。
[0014]
本发明提出的一种高速圆切机尾料自动切割结构,有益效果在于:在一般在实际生产中,往往只有需要大批量生产的产品才会有大量的尾料需要处理,所以一般留下的尾料宽度规格都是固定的,也就是横向夹紧机构和竖向夹紧机构两者之间的间距无需变化,这就使得只需要确保尾料的给进精度即可保证切割精度,所以采用采用伺服电机高精度旋转驱动切割送料移动丝杆滑轨带动夹紧装置进行定量给料,使用更加便捷,可在一定程度上提高加工效率与精度,将切断后的尾料利用尾料处理气缸分离摆放进行回收再利用,防止原料的浪费,具有结构简单、使用方便、实用性强的特点。
附图说明
[0015]
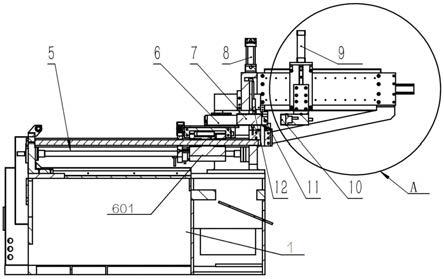
图1为本发明提出的一种高速圆切机尾料自动切割结构的主视图。
[0016]
图2为本发明提出的一种高速圆切机尾料自动切割结构的俯视图。
[0017]
图3为本发明提出的一种高速圆切机尾料自动切割结构的a处结构示意图。
[0018]
图4为本发明提出的一种高速圆切机尾料自动切割结构的齿轮箱剖面图。
[0019]
图5为本发明提出的一种高速圆切机尾料自动切割结构的b处放大图。
[0020]
图中:底座1、齿轮箱2、第一轴承座201、第二轴承座202、长轴203、小齿轮204、短轴205、大齿轮206、密封螺栓207、注油孔208、齿片3、尾料直线移动台4、切割送料移动丝杆滑轨5、夹紧装置6、夹紧装置底座601、尾料7、夹紧油缸8、尾料处理气缸9、电磁铁吸盘10、横向夹紧机构11、竖向夹紧机构12。
具体实施方式
[0021]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0022]
参照图1-5,一种高速圆切机尾料自动切割结构,包括底座1、切割送料移动丝杆滑轨5和夹紧装置6,切割送料移动丝杆滑轨5可转动的安装在底座1上,夹紧装置6底部螺接在切割送料移动丝杆滑轨5,且夹紧装置6可在切割送料移动丝杆滑轨5丝杆水平运动,底座1上表面靠近夹紧装置6的一侧上安装有齿轮箱2,齿轮箱2内部设有齿轮组结构,齿轮组结构包括第一轴承座201、第二轴承座202、长轴203、小齿轮204、短轴205和大齿轮206,第一轴承座201安装在齿轮箱2侧壁底部,长轴203水平安装在第一轴承座201内,长轴203的两端贯穿齿轮箱2,小齿轮204安装在长轴203上,且小齿轮204位于齿轮箱2内部,第二轴承座202安装
在齿轮箱2的侧壁上,且第二轴承座202位于第一轴承座201上方,短轴205水平安装在第二轴承座202内,大齿轮206安装在短轴205上,大齿轮206位于齿轮箱2内部,齿轮箱2顶部竖直开设有注油孔208,注油孔208内螺接有密封螺栓207,密封螺栓207与注油孔208之间衬有密封垫圈;齿轮箱2的输出端上啮合有齿片3,齿轮箱2可驱动齿片3在水平方向往复运动,夹紧装置6顶部水平安装有尾料直线移动台4,夹紧装置6包括夹紧装置底座601、夹紧油缸8、横向夹紧机构11和竖向夹紧机构12,夹紧装置底座601螺接在切割送料移动丝杆滑轨5上,尾料直线移动台4安装在夹紧装置底座601上,竖向夹紧机构12安装在夹紧装置底座601一侧上,横向夹紧机构1安装在夹紧装置底座601的另一侧上,夹紧油缸8安装在尾料直线移动台4上,夹紧油缸8可驱动横向夹紧机构11和竖向夹紧机构12进行尾料夹持,尾料直线移动台4上竖直安装有尾料处理气缸9,尾料处理气缸9的输出轴底部安装有电磁铁吸盘10,电磁铁吸盘10可吸附尾料7。一般在实际生产中,往往只有需要大批量生产的产品才会有大量的尾料需要处理,所以一般留下的尾料宽度规格都是固定的,也就是横向夹紧机构11和竖向夹紧机构12两者之间的间距无需变化,这就使得只需要确保尾料7的给进精度即可保证切割精度,所以采用采用伺服电机高精度旋转驱动切割送料移动丝杆滑轨5带动夹紧装置6进行定量给料,使用更加便捷,可在一定程度上提高加工效率与精度。
[0023]
一种高速圆切机尾料自动切割结构使用方法,包括以下步骤:
[0024]
s1:将长度不小于160mm工件尾料置入夹紧装置6内,横向夹紧机构11和竖向夹紧机构12两组机构在水平与垂直方向夹紧和工件尾料,保证锯切过程的平稳性;
[0025]
s2:采用伺服电机高精度旋转驱动切割送料移动丝杆滑轨5带动夹紧装置6进行定量给料,工件尾料的割锯公差控制在
±
0.05mm内;
[0026]
s3:采用伺服电机驱动滚珠丝杆带动齿轮箱2进行工作,齿轮箱2驱动齿片3在水平方向上往复运动对工件尾料进行强力给进割锯;
[0027]
s4:驱动尾料处理气缸9使电磁铁吸盘10移动至工件尾料切割处,电磁铁吸盘10通交流电,切割掉落的工件尾料将会被电磁铁吸盘10吸附,再次驱动尾料处理气缸9对切割部分进行分离与摆放。
[0028]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1