一种金属接头的自动装配设备
1.本发明涉及金属接头自动装配的技术领域,尤其是涉及一种金属接头的自动装配设备。
背景技术:
2.金属接头,其组成部分为铜管、塑料壳座和两个铜片构成,日常安装都是先将铜管人机协作插接入塑料壳座中,检测是有有误,然后进行下一步安装操作,最后人工协作将两个铜片插接入塑料壳座的下端完成组装,最后检测一遍即可手工,这样人机协作的模式,占用大量人力和物力,而且工作效率低下,自动化程度低下。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的是提供一种金属接头的自动装配设备,解决了金属接头,其组成部分为铜管、塑料壳座和两个铜片构成,日常安装都是先将铜管人机协作插接入塑料壳座中,检测是有有误,然后进行下一步安装操作,最后人工协作将两个铜片插接入塑料壳座的下端完成组装,最后检测一遍即可手工,这样人机协作的模式,占用大量人力和物力,而且工作效率低下,自动化程度低下的技术问题。
4.本发明的上述功能是通过以下技术方案得以实现的:一种金属接头的自动装配设备,其包括工作平台、设置在工作平台上的第一料台;还包括:塑料壳座送料机构,其固定设置在工作平台并且对塑料壳座推送机构提供塑料壳座;塑料壳座推送机构,其固定设置在第一料台并且对塑料壳座送料机构输送过来的塑料壳座进行塑料底座送料座中;铜管送料机构,其固定设置在在工作平台并且对塑料壳座推送安装机构提供塑料壳座;铜管推送安装机构,其固定设置在第一料台并且对铜管送料机构提供的铜管插接固定入塑料壳座中;转移机构,其固定设置在第一料台并且对铜管推送安装机构装配完成的半成品进行物料转移至铜片安装机构中进行铜片安装;第一铜片送料机构,其固定设置在工作平台上并且对铜片安装机构的一侧进行铜片供料;第二铜片送料机构,其固定设置在工作平台上并且对铜片安装机构的另一侧进行铜片供料;铜片安装机构,其位于第一铜片送料机构和第二铜片送料机构之间通过转移机构进行安装到装有铜管的塑料壳座中;成品中转机构,其固定设置在工作平台上并且通过转移机构将铜片安装机构中安装完的成品放置在其上面;
成品送料机构,其固定设置在工作平台上并且将成品中转机构上的成品进行送到传输带上。
5.作为优选,所述塑料壳座送料机构包括塑料壳座振动盘、与塑料壳座振动盘对接的塑料壳座直线振动料道,所述塑料壳座直线振动料道下端通过塑料壳座支撑座设置在第一料台上;所述第一料台上还设置有检测塑料壳座直线振动料道输送过来塑料壳座的塑料壳座检测器;所述塑料壳座推送机构包括固定设置在第一料台上的塑料壳座水平推料组件和塑料壳座垂直推料组件;所述塑料壳座水平推料组件与塑料底座送料座的塑料壳座水平料道相对接;所述塑料壳座垂直推料组件与塑料底座送料座的塑料壳座垂直料道相对接;所述塑料壳座垂直料道末端设置有阻挡塑料壳座进行的塑料壳座档位条。
6.作为优选,所述塑料壳座水平推料组件包括固定设置在第一料台的塑料壳座水平推料支撑座、固定设置在塑料壳座水平推料支撑座的塑料壳座水平推料滑台、设置在塑料壳座水平推料滑台的输出端的塑料壳座水平推料杆,所述塑料壳座水平推料杆可滑动设置在塑料壳座水平料道中;所述塑料壳座垂直推料组件包括固定设置在第一料台的塑料壳座垂直推料支撑座、固定设置在塑料壳座垂直推料支撑座的塑料壳座垂直推料滑台、设置在塑料壳座垂直推料滑台的输出端的塑料壳座垂直推料杆,所述塑料壳座垂直推料杆可滑动设置在塑料壳座垂直料道中。
7.作为优选,所述铜管送料机构包括铜管振动盘、与铜管振动盘对接的铜管直线振动料道,所述铜管直线振动料道下端通过铜管支撑座设置在第一料台上;所述铜管推送安装机构包括固定在第一料台上的铜管送料座、与铜管送料座相对接的铜管水平推料组件和铜管垂直推料组件、设置在塑料底座送料座上第一旋转机构、固定设置在第一旋转机构旋转端的第一安装夹具;所述铜管水平推料组件与铜管送料座的铜管水平料道相配合连接;所述铜管水平推料组件包括固定设置在第一料台的铜管水平推料用支撑座、固定设置在铜管水平推料用支撑座上的铜管水平推料用水平滑台、设置在铜管水平推料用水平滑台输出端的铜管水平推料用推杆组件;所述铜管水平推料组件的铜管水平推料用推杆组件在铜管水平料道水平滑动;所述铜管水平推料用推杆组件包括固定设置在铜管水平推料用水平滑台输出端的铜管水平推料用固定块、水平设置在铜管水平推料用固定块的一组铜管水平推料用导向杆和铜管水平推料用推杆、套接在一组铜管水平推料用导向的一组铜管水平推料用弹簧、嵌入固定在铜管水平推料用活动块中的铜管水平推料用限位块,所述铜管水平推料用限位块通过铜管水平推料用复位弹簧进行复位;所述铜管垂直推料组件与铜管送料座的铜管垂直料道相对接;所述铜管垂直推料组件包括固定设置在第一料台的铜管垂直推料用支撑座、固定设置在铜管垂直推料用支撑座上的铜管垂直推料用垂直滑台、设置在铜管垂直推料用垂直滑台输出端的铜管垂直推料用推杆组件;所述铜管垂直推料组件的铜管垂直推料用推杆组
件在铜管垂直料道做垂直滑动;所述铜管垂直推料用推杆组件包括与铜管直线振动料道相对接的铜管垂直推料用推料块,所述铜管送料座的铜管送料座料道与铜管垂直推料用推料块的铜管垂直推料用推料块料道相对接,所述铜管垂直推料用推料块上还设置有用于限定其内部铜管位置的铜管垂直推料用限位条;所述铜管垂直推料用限位条的末端抵持在铜管垂直推料用推料块料道的末端;所述铜管垂直推料用推料块装载好一根铜管通过铜管垂直推料用垂直滑台推送至铜管水平推料用推杆组件相对接;所述铜管水平推料组件中的铜管水平推料用推杆在铜管水平推料用水平滑台推动下可以将铜管从铜管垂直推料用推料块推出与第一安装夹具的塑料底座相卡接完成一个工作;所述第一旋转机构包括固定在第一料台的第一旋转基座、固定设置在第一旋转基座上的第一旋转气缸、固定设置在第一旋转气缸旋转端的第一安装夹具;所述第一安装夹具包括第一安装夹具主体、内设第一安装夹具主体中的且放置塑料壳座的第一安装座、设置在第一安装夹具主体上的一组第一安装用定位销;所述第一安装夹具的一组第一安装用定位销与铜管垂直推料用推料块的定位孔相对应连接。
8.作为优选,所述转移机构包括固定设置在第一料台上的转移用支撑座、设置在转移用支撑座的转移用支水平滑台、设置在转移用支水平滑台输出端的转移用气缸连接块、设置在转移用气缸连接块上的转移安装组件和转移下料组件;所述转移安装组件用于夹持铜管推送安装机构中安装完成的半成品转移至铜片安装机构进行插接完成铜片安装;其包括转移安装用上下滑台、设置在转移安装用上下滑台的输出端的转移安装用夹持气缸、设置在转移安装用夹持气缸的输出端的转移安装用夹持件;所述转移下料组件用于夹持至铜片安装机构中安装完成的成品转移至成品中转机构进行成品转移;所述转移下料组件包括转移下料用上下滑台、设置在转移下料用上下滑台的输出端的转移下料用夹持气缸、设置在转移下料用夹持气缸的输出端的转移下料用夹持件。
9.作为优选,所述第一铜片送料机构和第二铜片送料机构均包括铜片送料用振动盘、与铜片送料用振动盘对接的铜片送料用直线振动料道、用于固定铜片送料用直线振动料道的铜片送料用支撑座、用于感应铜片送料用直线振动料道上料的铜片送料用感应器、用于转移铜片送料用直线振动料道中铜片的铜片送料用旋转组件;所述铜片送料用旋转组件包括固定设置在第二料台的铜片送料用旋转支撑座、固定设置在铜片送料用旋转支撑座上的铜片送料用水平滑台、固定设置在铜片送料用水平滑台的铜片送料用旋转气缸、设置在铜片送料用旋转气缸的旋转端的铜片送料用旋转夹具;所述铜片送料用旋转组件的铜片送料用旋转夹具接受铜片送料用直线振动料道的铜片通过铜片送料用旋转气缸旋转到位后,最后通过铜片送料用水平滑台转移且放置在铜片安装机构中。
10.作为优选,所述铜片安装机构包括固定设置在第二料台中的铜片安装支撑座、固定设置在铜片安装支撑座上的铜片安装用夹具;
所述铜片安装用夹具内设只有放置铜片的两个安装腔体。
11.作为优选,所述成品中转机构包括固定设置在第二料台上的成品中转支撑板、设置在成品中转支撑板上的成品中转纵向滑台、设置在成品中转纵向滑台输出端的成品中转用连接板、垂直设置在成品中转用连接板中的成品中转用料道、设置在第二料台上的成品中转用转移组件;所述成品中转用转移组件包括固定设置在工作平台上的成品中转用上下滑台、设置在成品中转用上下滑台输出端的成品中转用上下支撑台、固定设置在成品中转用上下支撑台上的成品中转用水平旋转气缸、设置在成品中转用水平旋转气缸的旋转端的成品中转用上下旋转气缸、设置在成品中转用上下旋转气缸输出端的成品中转用夹持气缸、设置在成品中转用夹持气缸输出端的成品中转用夹持件;所述成品中转用料道通过成品中转用夹持件夹持后转移至成品送料机构中。
12.作为优选,所述成品送料机构包括固定设置在工作平台上的传输带组件、用于驱动传输带组件转动的电机组件、设置在传输带组件首端的进料组件、设置在传输带组件末端的成品收集箱;所述进料组件包括传输管,所述传输管一端朝上且与成品中转用转移组件相对接,其另一端位于传输带组件的正上方用于释放成品。
13.本发明的一种金属接头的自动装配设备,其整体设计合理,各单元配合较为紧凑,可以硅金属接头的自动装配工艺,流水线的工序,工作效率大大提高。
附图说明
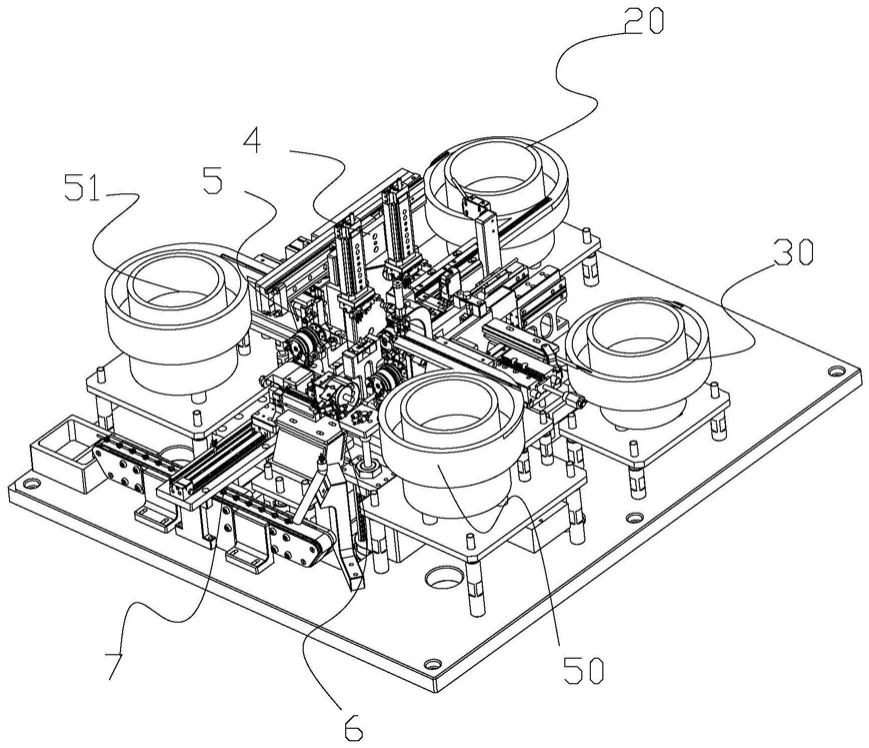
14.图1为本发明的一种金属接头的自动装配设备的立体结构示意图;图2为本发明的一种金属接头的自动装配设备中俯视结构示意图;图3为本发明的一种金属接头的自动装配设备的塑料壳座送料机构和塑料壳座推送机构装配的立体结构示意图;图4为本发明的一种金属接头的自动装配设备的塑料壳座送料机构、塑料壳座推送机构、铜管送料机构和铜管推送安装机构一起的立体结构示意图;图5为本发明的一种金属接头的自动装配设备的铜管送料机构和铜管推送安装机构装配的立体结构示意图;图6为本发明的一种金属接头的自动装配设备的铜管垂直推料用推料块的立体结构示意图;图7为本发明的一种金属接头的自动装配设备的铜管垂直推料用推料块的结构示意图;图8为图7中a
‑
a方向的剖视结构示意图;图9为本发明的一种金属接头的自动装配设备的铜管水平推料用推杆组件的结构示意图;图10为图9中b
‑
b方向的剖视结构示意图;图11为本发明的一种金属接头的自动装配设备的转移机构的立体结构示意图;图12为本发明的一种金属接头的自动装配设备的第一铜片送料机构、第二铜片送料机构和铜片安装机构的装配结构示意图;
图13为本发明的一种金属接头的自动装配设备的成品中转用转移组件的立体结构示意图;图14为本发明的一种金属接头的自动装配设备的成品中转用转移组件的立体结构示意图;图15为本发明的一种金属接头的自动装配设备的成品送料机构的结构示意图。
具体实施方式
15.以下结合附图对本发明作进一步详细说明。
16.如图1和图2所示,一种金属接头的自动装配设备,其包括工作平台1、设置在工作平台1上的第一料台101;还包括:塑料壳座送料机构20,其固定设置在工作平台1并且对塑料壳座推送机构2提供塑料壳座;塑料壳座推送机构2,其固定设置在第一料台101并且对塑料壳座送料机构20输送过来的塑料壳座进行塑料底座送料座21中;铜管送料机构30,其固定设置在在工作平台1并且对塑料壳座推送安装机构3提供塑料壳座;铜管推送安装机构3,其固定设置在第一料台101并且对铜管送料机构30提供的铜管插接固定入塑料壳座中;转移机构4,其固定设置在第一料台101并且对铜管推送安装机构3装配完成的半成品进行物料转移至铜片安装机构5中进行铜片安装;第一铜片送料机构50,其固定设置在工作平台1上并且对铜片安装机构5的一侧进行铜片供料;第二铜片送料机构51,其固定设置在工作平台1上并且对铜片安装机构5的另一侧进行铜片供料;铜片安装机构5,其位于第一铜片送料机构50和第二铜片送料机构51之间通过转移机构4进行安装到装有铜管的塑料壳座中;成品中转机构6,其固定设置在工作平台1上并且通过转移机构4将铜片安装机构5中安装完的成品放置在其上面;成品送料机构7,其固定设置在工作平台1上并且将成品中转机构6上的成品进行送到传输带71上。
17.如图1、图2和图3所示,在本实施例中,所述塑料壳座送料机构20包括塑料壳座振动盘201、与塑料壳座振动盘201对接的塑料壳座直线振动料道202,所述塑料壳座直线振动料道202下端通过塑料壳座支撑座203设置在第一料台101上;所述第一料台101上还设置有检测塑料壳座直线振动料道202输送过来塑料壳座的塑料壳座检测器204;所述塑料壳座推送机构2包括固定设置在第一料台101上的塑料壳座水平推料组件22和塑料壳座垂直推料组件23;所述塑料壳座水平推料组件22与塑料底座送料座21的塑料壳座水平料道211相对接;所述塑料壳座垂直推料组件23与塑料底座送料座21的塑料壳座垂直料道212相对接;所述塑料壳座垂直料道212末端设置有阻挡塑料壳座进行的塑料壳座档位条205。
18.如图1、图2、图3、图4、图5、图6、图7、图8、图9和图10所示,在本实施例中,所述塑料壳座水平推料组件22包括固定设置在第一料台101的塑料壳座水平推料支撑座221、固定设置在塑料壳座水平推料支撑座221的塑料壳座水平推料滑台222、设置在塑料壳座水平推料滑台222的输出端的塑料壳座水平推料杆223,所述塑料壳座水平推料杆223可滑动设置在塑料壳座水平料道211中;所述塑料壳座垂直推料组件23包括固定设置在第一料台101的塑料壳座垂直推料支撑座231、固定设置在塑料壳座垂直推料支撑座231的塑料壳座垂直推料滑台232、设置在塑料壳座垂直推料滑台232的输出端的塑料壳座垂直推料杆233,所述塑料壳座垂直推料杆233可滑动设置在塑料壳座垂直料道212中;所述铜管送料机构30包括铜管振动盘301、与铜管振动盘301对接的铜管直线振动料道302,所述铜管直线振动料道302下
端通过铜管支撑座303设置在第一料台101上;所述铜管推送安装机构3包括固定在第一料台101上的铜管送料座31、与铜管送料座31相对接的铜管水平推料组件33和铜管垂直推料组件32、设置在塑料底座送料座21上第一旋转机构34、固定设置在第一旋转机构34旋转端的第一安装夹具35;所述铜管水平推料组件33与铜管送料座31的铜管水平料道312相配合连接;所述铜管水平推料组件33包括固定设置在第一料台101的铜管水平推料用支撑座331、固定设置在铜管水平推料用支撑座331上的铜管水平推料用水平滑台332、设置在铜管水平推料用水平滑台332输出端的铜管水平推料用推杆组件333;所述铜管水平推料组件33的铜管水平推料用推杆组件333在铜管水平料道312水平滑动;所述铜管水平推料用推杆组件333包括固定设置在铜管水平推料用水平滑台332输出端的铜管水平推料用固定块3331、水平设置在铜管水平推料用固定块3331的一组铜管水平推料用导向杆3332和铜管水平推料用推杆3333、套接在一组铜管水平推料用导向3332的一组铜管水平推料用弹簧3334、嵌入固定在铜管水平推料用活动块3336中的铜管水平推料用限位块3335,所述铜管水平推料用限位块3335通过铜管水平推料用复位弹簧3335进行复位;所述铜管垂直推料组件32与铜管送料座31的铜管垂直料道311相对接;所述铜管垂直推料组件32包括固定设置在第一料台101的铜管垂直推料用支撑座321、固定设置在铜管垂直推料用支撑座321上的铜管垂直推料用垂直滑台322、设置在铜管垂直推料用垂直滑台322输出端的铜管垂直推料用推杆组件323;所述铜管垂直推料组件32的铜管垂直推料用推杆组件323在铜管垂直料道311做垂直滑动;所述铜管垂直推料用推杆组件323包括与铜管直线振动料道202相对接的铜管垂直推料用推料块3231,所述铜管送料座31的铜管送料座料道310与铜管垂直推料用推料块3231的铜管垂直推料用推料块料道3232相对接,所述铜管垂直推料用推料块3231上还设置有用于限定其内部铜管位置的铜管垂直推料用限位条3233;所述铜管垂直推料用限位条3233的末端抵持在铜管垂直推料用推料块料道3232的末端;所述铜管垂直推料用推料块3231装载好一根铜管通过铜管垂直推料用垂直滑台322推送至铜管水平推料用推杆组件333相对接;所述铜管水平推料组件33中的铜管水平推料用推杆3333在铜管水平推料用水平滑台332推动下可以将铜管从铜管垂直推料用推料块3231推出与第一安装夹具35的塑料底座相卡接完成一个工作;所述第一旋转机构34包括固定在第一料台101的第一旋转基座341、固定设置在第一旋转基座341上的第一旋转气缸342、固定设置在第一旋转气缸342旋转端的第一安装夹具35;所述第一安装夹具35包括第一安装夹具主体351、内设第一安装夹具主体351中的且放置塑料壳座的第一安装座352、设置在第一安装夹具主体351上的一组第一安装用定位销353;所述第一安装夹具35的一组第一安装用定位销353与铜管垂直推料用推料块3231的定位孔32311相对应连接。
19.如图1、图2和图11所示,在本实施例中,所述转移机构4包括固定设置在第一料台101上的转移用支撑座41、设置在转移用支撑座41的转移用支水平滑台42、设置在转移用支水平滑台42输出端的转移用气缸连接块43、设置在转移用气缸连接块43上的转移安装组件44和转移下料组件45;所述转移安装组件44用于夹持铜管推送安装机构3中安装完成的半成品转移至铜片安装机构5进行插接完成铜片安装;其包括转移安装用上下滑台441、设置在转移安装用上下滑台441的输出端的转移安装用夹持气缸442、设置在转移安装用夹持气缸442的输出端的转移安装用夹持件443;所述转移下料组件45用于夹持至铜片安装机构5中安装完成的成品转移至成品中转机构6进行成品转移;所述转移下料组件45包括转移下
料用上下滑台451、设置在转移下料用上下滑台451的输出端的转移下料用夹持气缸452、设置在转移下料用夹持气缸452的输出端的转移下料用夹持件453。
20.如图1、图2和图12所示,在本实施例中,所述第一铜片送料机构50和第二铜片送料机构51均包括铜片送料用振动盘501、与铜片送料用振动盘501对接的铜片送料用直线振动料道502、用于固定铜片送料用直线振动料道502的铜片送料用支撑座503、用于感应铜片送料用直线振动料道502上料的铜片送料用感应器504、用于转移铜片送料用直线振动料道502中铜片的铜片送料用旋转组件505;所述铜片送料用旋转组件505包括固定设置在第二料台102的铜片送料用旋转支撑座5051、固定设置在铜片送料用旋转支撑座5051上的铜片送料用水平滑台5052、固定设置在铜片送料用水平滑台5052的铜片送料用旋转气缸5053、设置在铜片送料用旋转气缸5053的旋转端的铜片送料用旋转夹具5054;所述铜片送料用旋转组件505的铜片送料用旋转夹具5054接受铜片送料用直线振动料道502的铜片通过铜片送料用旋转气缸5052旋转到位后,最后通过铜片送料用水平滑台5052转移且放置在铜片安装机构5中。所述铜片安装机构5包括固定设置在第二料台102中的铜片安装支撑座52、固定设置在铜片安装支撑座52上的铜片安装用夹具53;所述铜片安装用夹具53内设只有放置铜片的两个安装腔体。
21.如图1、图2、图13和图14所示,在本实施例中,所述成品中转机构6包括固定设置在第二料台102上的成品中转支撑板61、设置在成品中转支撑板61上的成品中转纵向滑台62、设置在成品中转纵向滑台62输出端的成品中转用连接板63、垂直设置在成品中转用连接板63中的成品中转用料道64、设置在第二料台102上的成品中转用转移组件65;所述成品中转用转移组件65包括固定设置在工作平台1上的成品中转用上下滑台651、设置在成品中转用上下滑台651输出端的成品中转用上下支撑台652、固定设置在成品中转用上下支撑台652上的成品中转用水平旋转气缸653、设置在成品中转用水平旋转气缸653的旋转端的成品中转用上下旋转气缸654、设置在成品中转用上下旋转气缸654输出端的成品中转用夹持气缸655、设置在成品中转用夹持气缸655输出端的成品中转用夹持件656;所述成品中转用料道64通过成品中转用夹持件656夹持后转移至成品送料机构7中。
22.如图1、图2和图15所示,在本实施例中,所述成品送料机构7包括固定设置在工作平台1上的传输带71、用于驱动传输带71转动的电机组件72、设置在传输带71首端的进料组件73、设置在传输带71末端的成品收集箱74;所述进料组件73包括传输管731,所述传输管731一端朝上且与成品中转用转移组件65相对接,其另一端位于传输带71的正上方用于释放成品。
23.本发明的一种金属接头的自动装配设备,其整体设计合理,各单元配合较为紧凑,可以硅金属接头的自动装配工艺,流水线的工序,工作效率大大提高。
24.本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1