一种智能焊接设备用夹持定位装置的制作方法
[0001]
本发明属于智能焊接技术领域,具体涉及一种智能焊接设备用夹持定位装置。
背景技术:
[0002]
焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等,除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空,无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施,焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
[0003]
现有技术存在以下问题:缺乏一种方便使用,便于工件对接,且便于转动调节焊接的智能焊接设备用夹持定位装置,不利于工件的焊接使用。
技术实现要素:
[0004]
为解决上述背景技术中提出的问题。本发明提供了一种智能焊接设备用夹持定位装置,具有方便使用,便于工件对接,且便于转动调节焊接的特点。
[0005]
为实现上述目的,本发明提供如下技术方案:一种智能焊接设备用夹持定位装置,包括第一待焊工件夹持组件,所述第一待焊工件夹持组件的正对面设置有第二待焊工件夹持组件,且第一待焊工件夹持组件和第二待焊工件夹持组件之间设置有两组焊接顶紧组件,所述第二待焊工件夹持组件的外侧面上固定设置有手拉柄,所述第一待焊工件夹持组件的底部固定设置有转动底座组件;
[0006]
所述第一待焊工件夹持组件包括工件夹持底板,所述工件夹持底板的中部对称分布固定设置有两个中部竖板,两个所述中部竖板的顶部固定设置有中部横杆,所述中部横杆的外部套设有转动帽管,所述转动帽管上固定设置有翘杆,所述翘杆的一端固定设置有第二v型夹板,且翘杆的另一端螺纹设置有螺纹顶紧杆,所述工件夹持底板一端的板体上固定设置有第一v型夹板,一侧所述中部竖板的板体上对称分布固定设置有两个限位圆盘耳板;
[0007]
所述焊接顶紧组件包括焊接顶紧滑杆,所述焊接顶紧滑杆上套设有顶紧弹簧,且焊接顶紧滑杆的端部固定设置有顶紧限位圆盘;
[0008]
所述转动底座组件包括转动底座板,所述转动底座板的正上方通过支撑杆固定设置有定位圆盘,所述定位圆盘的外部套设有定位圆管,所述定位圆管的内侧面上对称分布固定设置有多个波纹定位弹片,所述定位圆盘的外侧面盘体上开设有导向滑槽,所述导向滑槽的内部固定设置有多个顶紧定位凸头,两个相邻的所述顶紧定位凸头之间形成顶紧定位间隙,所述支撑杆上固定设置有轴承座,所述轴承座上固定设置有三角型支撑板,所述定位圆管的顶部固定设置有方型支撑板;
[0009]
所述第一待焊工件夹持组件与第二待焊工件夹持组件的结构一致,所述第一待焊
工件夹持组件与第二待焊工件夹持组件装配使用时,所述焊接顶紧滑杆的一端杆体固定在第一待焊工件夹持组件的限位圆盘耳板上,且焊接顶紧滑杆的杆体与第二待焊工件夹持组件上的限位圆盘耳板贯穿式滑动连接,所述顶紧弹簧的一端抵触在顶紧限位圆盘上,且顶紧弹簧的另一端抵触在第二待焊工件夹持组件上的限位圆盘耳板上,所述第一待焊工件夹持组件通过焊接顶紧组件与第二待焊工件夹持组件弹性顶紧靠近;
[0010]
所述定位圆管在定位圆盘外部转动时,所述波纹定位弹片的片体通过导向滑槽在定位圆盘的外边缘盘体内顶紧导向滑动,且波纹定位弹片的两端片体通过顶紧定位间隙顶紧卡合定位在三个顶紧定位凸头之间。
[0011]
优选的,所述三角型支撑板的板体与工件夹持底板的板体固定连接,所述工件夹持底板的板体通过三角型支撑板和轴承座相对于转动底座板的板体转动,所述定位圆管的管体通过方型支撑板与工件夹持底板的板体固定连接。
[0012]
优选的,通过双向旋拧所述螺纹顶紧杆的杆体,使得所述第一v型夹板和第二v型夹板的板体做开合的夹持动作,待待焊工件夹持固定在所述第一v型夹板和第二v型夹板的板体之间。
[0013]
优选的,通过所述手拉柄向外拉动第二待焊工件夹持组件,将待焊两个工件的端部分别夹持固定在所述第一待焊工件夹持组件和第二待焊工件夹持组件之间,通过所述焊接顶紧组件的弹性顶紧,使得所述第二待焊工件夹持组件上的待焊工件紧紧抵触在第一待焊工件夹持组件上的待焊工件。
[0014]
与现有技术相比,本发明的有益效果是:本发明使用时,通过双向旋拧螺纹顶紧杆的杆体,使得第一v型夹板和第二v型夹板的板体做开合的夹持动作,待待焊工件夹持固定在第一v型夹板和第二v型夹板的板体之间,通过手拉柄向外拉动第二待焊工件夹持组件,将待焊两个工件的端部分别夹持固定在第一待焊工件夹持组件和第二待焊工件夹持组件之间,通过焊接顶紧组件的弹性顶紧,使得第二待焊工件夹持组件上的待焊工件紧紧抵触在第一待焊工件夹持组件上的待焊工件,通过此种方式,方便待焊工件的夹持固定和紧抵接触焊接,方便焊接时的使用,第一待焊工件夹持组件的底部固定设置有转动底座组件,三角型支撑板的板体与工件夹持底板的板体固定连接,工件夹持底板的板体通过三角型支撑板和轴承座相对于转动底座板的板体转动,通过此种方式,实现第一待焊工件夹持组件相对于转动底座组件的转动,定位圆管的管体通过方型支撑板与工件夹持底板的板体固定连接,定位圆管在定位圆盘外部转动时,波纹定位弹片的片体通过导向滑槽在定位圆盘的外边缘盘体内顶紧导向滑动,且波纹定位弹片的两端片体通过顶紧定位间隙顶紧卡合定位在三个顶紧定位凸头之间,通过此种方式,实现第一待焊工件夹持组件相对于转动底座组件纵向转动后的定位固定,方便从纵向的不同角度进行焊接作业。
附图说明
[0015]
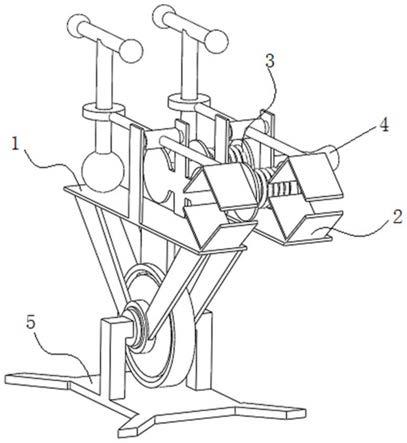
图1为本发明的立体图;
[0016]
图2为本发明另一视角的立体图;
[0017]
图3为本发明第一待焊工件夹持组件和第二待焊工件夹持组件的立体图;
[0018]
图4为本发明第一待焊工件夹持组件和第二待焊工件夹持组件的爆炸图;
[0019]
图5为本发明转动底座组件的立体图;
[0020]
图6为本发明转动底座组件的剖视图;
[0021]
图7为本发明第一待焊工件夹持组件的立体图;
[0022]
图8为本发明第二待焊工件夹持组件的立体图;
[0023]
图中:1、第一待焊工件夹持组件;101、工件夹持底板;102、第一v型夹板;103、第二v型夹板;104、限位圆盘耳板;105、中部竖板;106、中部横杆;107、转动帽管;108、螺纹顶紧杆;109、翘杆;2、第二待焊工件夹持组件;3、焊接顶紧组件;301、焊接顶紧滑杆;302、顶紧弹簧;303、顶紧限位圆盘;4、手拉柄;5、转动底座组件;501、转动底座板;502、支撑杆;503、定位圆盘;504、定位圆管;505、方型支撑板;506、轴承座;507、三角型支撑板;508、导向滑槽;509、顶紧定位凸头;510、顶紧定位间隙;511、波纹定位弹片。
具体实施方式
[0024]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0025]
请参阅图1-8,本发明提供以下技术方案:一种智能焊接设备用夹持定位装置,包括第一待焊工件夹持组件1,第一待焊工件夹持组件1的正对面设置有第二待焊工件夹持组件2,且第一待焊工件夹持组件1和第二待焊工件夹持组件2之间设置有两组焊接顶紧组件3,第二待焊工件夹持组件2的外侧面上固定设置有手拉柄4,第一待焊工件夹持组件1的底部固定设置有转动底座组件5;
[0026]
第一待焊工件夹持组件1包括工件夹持底板101,工件夹持底板101的中部对称分布固定设置有两个中部竖板105,两个中部竖板105的顶部固定设置有中部横杆106,中部横杆106的外部套设有转动帽管107,转动帽管107上固定设置有翘杆109,翘杆109的一端固定设置有第二v型夹板103,且翘杆109的另一端螺纹设置有螺纹顶紧杆108,工件夹持底板101一端的板体上固定设置有第一v型夹板102,一侧中部竖板105的板体上对称分布固定设置有两个限位圆盘耳板104;
[0027]
焊接顶紧组件3包括焊接顶紧滑杆301,焊接顶紧滑杆301上套设有顶紧弹簧302,且焊接顶紧滑杆301的端部固定设置有顶紧限位圆盘303;
[0028]
转动底座组件5包括转动底座板501,转动底座板501的正上方通过支撑杆502固定设置有定位圆盘503,定位圆盘503的外部套设有定位圆管504,定位圆管504的内侧面上对称分布固定设置有多个波纹定位弹片511,定位圆盘503的外侧面盘体上开设有导向滑槽508,导向滑槽508的内部固定设置有多个顶紧定位凸头509,两个相邻的顶紧定位凸头509之间形成顶紧定位间隙510,支撑杆502上固定设置有轴承座506,轴承座506上固定设置有三角型支撑板507,定位圆管504的顶部固定设置有方型支撑板505;
[0029]
第一待焊工件夹持组件1与第二待焊工件夹持组件2的结构一致,第一待焊工件夹持组件1与第二待焊工件夹持组件2装配使用时,焊接顶紧滑杆301的一端杆体固定在第一待焊工件夹持组件1的限位圆盘耳板104上,且焊接顶紧滑杆301的杆体与第二待焊工件夹持组件2上的限位圆盘耳板104贯穿式滑动连接,顶紧弹簧302的一端抵触在顶紧限位圆盘303上,且顶紧弹簧302的另一端抵触在第二待焊工件夹持组件2上的限位圆盘耳板104上,
第一待焊工件夹持组件1通过焊接顶紧组件3与第二待焊工件夹持组件2弹性顶紧靠近;
[0030]
定位圆管504在定位圆盘503外部转动时,波纹定位弹片511的片体通过导向滑槽508在定位圆盘503的外边缘盘体内顶紧导向滑动,且波纹定位弹片511的两端片体通过顶紧定位间隙510顶紧卡合定位在三个顶紧定位凸头509之间。
[0031]
本实施例中,优选的,三角型支撑板507的板体与工件夹持底板101的板体固定连接,工件夹持底板101的板体通过三角型支撑板507和轴承座506相对于转动底座板501的板体转动,定位圆管504的管体通过方型支撑板505与工件夹持底板101的板体固定连接。
[0032]
本实施例中,优选的,通过双向旋拧螺纹顶紧杆108的杆体,使得第一v型夹板102和第二v型夹板103的板体做开合的夹持动作,待待焊工件夹持固定在第一v型夹板102和第二v型夹板103的板体之间。
[0033]
本实施例中,优选的,通过手拉柄4向外拉动第二待焊工件夹持组件2,将待焊两个工件的端部分别夹持固定在第一待焊工件夹持组件1和第二待焊工件夹持组件2之间,通过焊接顶紧组件3的弹性顶紧,使得第二待焊工件夹持组件2上的待焊工件紧紧抵触在第一待焊工件夹持组件1上的待焊工件。
[0034]
本发明的工作原理及使用流程:本发明使用时,通过双向旋拧螺纹顶紧杆108的杆体,使得第一v型夹板102和第二v型夹板103的板体做开合的夹持动作,待待焊工件夹持固定在第一v型夹板102和第二v型夹板103的板体之间,通过手拉柄4向外拉动第二待焊工件夹持组件2,将待焊两个工件的端部分别夹持固定在第一待焊工件夹持组件1和第二待焊工件夹持组件2之间,通过焊接顶紧组件3的弹性顶紧,使得第二待焊工件夹持组件2上的待焊工件紧紧抵触在第一待焊工件夹持组件1上的待焊工件,通过此种方式,方便待焊工件的夹持固定和紧抵接触焊接,方便焊接时的使用,第一待焊工件夹持组件1的底部固定设置有转动底座组件5,三角型支撑板507的板体与工件夹持底板101的板体固定连接,工件夹持底板101的板体通过三角型支撑板507和轴承座506相对于转动底座板501的板体转动,通过此种方式,实现第一待焊工件夹持组件1相对于转动底座组件5的转动,定位圆管504的管体通过方型支撑板505与工件夹持底板101的板体固定连接,定位圆管504在定位圆盘503外部转动时,波纹定位弹片511的片体通过导向滑槽508在定位圆盘503的外边缘盘体内顶紧导向滑动,且波纹定位弹片511的两端片体通过顶紧定位间隙510顶紧卡合定位在三个顶紧定位凸头509之间,通过此种方式,实现第一待焊工件夹持组件1相对于转动底座组件5纵向转动后的定位固定,方便从纵向的不同角度进行焊接作业。
[0035]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1