用于远程焊接方案控制的系统和方法与流程
用于远程焊接方案控制的系统和方法
1.相关申请的交叉引用
2.本申请是非临时专利申请,其要求于2019年10月22日提交的名称为“systemsand methods for remote weld schedule control(用于远程焊接方案控制的系统和方 法)”的美国临时专利申请第62/924,414号的优先权,该美国临时专利申请的内容通 过引用以其整体并入本文。
背景技术:
3.常规地,焊接功率供应装置包括与焊接功率供应装置一起定位的控制面板,以提 供对该焊接功率供应装置的位置处的控件的访问。然而,对焊接功率供应装置的远程 控制已经证明具有挑战性。因此,期望采用为操作员提供用于远程控制焊接功率供应 装置的工具的系统和方法。
技术实现要素:
4.公开了用于远程控制焊接功率供应装置的焊接方案的系统和方法,基本上如通过 至少一个附图图示并结合该至少一个附图所描述的那样。
附图说明
5.图1a是根据本公开内容的各方面的示例远程装置的图示。
6.图1b是根据本公开内容的各方面的远程装置的示例显示器的图示。
7.图1c是根据本公开内容的各方面的示例远程装置提供焊接方案的列表的图示。
8.图1d是根据本公开内容的各方面的示例远程装置提供更新后的焊接方案的图 示。
9.图2a是根据本公开内容的各方面的示例焊接方案的列表。
10.图2b是根据本公开内容的各方面的示例操作设置的列表。
11.图3a是根据本公开内容的各方面的示例焊接系统的示意图。
12.图3b是根据本公开内容的各方面的另一示例焊接系统的示意图。
13.图3c是根据本公开内容的各方面的另一示例焊接系统的示意图。
14.图4是根据本公开内容的各方面的表示用于远程地控制焊接方案的示例方法的 流程图。
15.附图不一定按比例绘制。在适当情况下,相似或相同的附图标记用于指代相似或 相同的部件。
具体实施方式
16.公开了用于远程控制焊接功率供应装置的焊接方案的系统和方法。当使用远程控 制进行焊接时,期望能够在焊接期间远程地更改工作地点处的焊接方案。这提供了焊 接完成之后从现有设置到新设置的快速更改。当焊接方案或焊接程序改变时,不同的 设置更改
为专为正在执行的焊接操作(例如,根部焊道焊接操作、热焊道焊接操作、 接头填充焊接操作或盖面焊道焊接操作)定制的设置。还可以更改焊接功率供应装置 的操作设置,以优化焊接性能,其中,操作设置包括以下中的一者或多者:平焊或横 焊、立焊或仰焊。
17.如本文所公开的,焊接方案包括用于针对特定焊接操作配置焊接系统的一个或多 个指令。例如,焊接方案(或焊接配置文件)包括用于焊接功率供应装置的特定设置 (例如,控制设置)、特定工具(例如,焊炬的类型、切割机等)、要焊接的材料(例 如,类型、厚度等)、电极、时间、移动速率和/或送丝速度、接头类型、和/或与特定 焊接操作的焊接参数相关联的其他数据。
18.焊接方案还可以包括关于正对其执行焊接操作的零件或工件的信息。例如,焊接 方案可以包括关于以下各项的信息:材料类型、工件厚度、要执行的焊接的次数、工 件上的焊接位置、质量要求和/或工件准备。
19.指令和/或焊接方案信息可以被存储在与远程装置和/或焊接功率供应装置相关联 的存储器存储装置中,并且可以用于针对特定焊接操作配置系统。
20.在一些示例中,可以针对一个或多个焊接操作实施默认焊接方案。默认焊接方案 可用作焊接操作的起点,该默认焊接方案可以针对特定焊接操作来配置。例如,经配 置的焊接方案可以基于以下而变化:正被焊接的材料的差异、所采用的焊接功率供应 装置和/或工具的变化、环境条件和/或特定焊接操作的焊接质量标准。
21.常规地,当操作员正在执行多次焊接时,特别是当焊接功率供应装置控制面板与 工件相距一定距离时,可以利用“中立式设置(middle of the road setting)”设置来 执行该多次焊接。换句话说,对于具有不同理想设置的两次不同的焊接,第一次焊接 可能太热,而第二次焊接太冷。每次焊接的设置可以在每次焊接的操作阈值之内,但 是任一焊接都不是利用理想的焊接方案执行的。
22.有利地,所公开的系统和方法改善了焊接性能,因为诸如响应于焊接接头、焊接 位置、焊接工具、材料等的变化,远程且直观地实施了最优焊接方案(和/或其他操 作设置或焊接参数)。因此,可以以期望的设置来实施每次焊接。
23.公开了用于远程控制焊接功率供应装置的焊接方案的系统和方法。在一些示例 中,提供了一种用于监视或控制焊接功率供应装置的远程装置,该远程装置控制一个 或多个焊接工具(例如,焊炬)和/或附件(例如,送丝器)的功率以及向该一个或 多个焊接工具和/或附件输送功率。该远程装置包括用于接收一个或多个输入的用户 接口,该一个或多个输入被提供给控制电路系统,该控制电路系统被配置成经由远程 收发器向该焊接功率供应装置传输信号或从该焊接功率供应装置接收信号。在一些示 例中,这些信号包括与一个或多个焊接方案相对应的数据。
24.为了实施对焊接方案的远程控制,控制电路系统(例如,远程控制电路系统)从 用户接口接收实施该一个或多个焊接方案中的第一焊接方案的一个或多个第一输入。 例如,可以经由用户接口获得焊接方案的列表,并且操作员可以选择第一焊接方案以 用于实施。一旦选定后,控制电路系统就响应于该一个或多个第一输入生成与第一焊 接方案相对应的一个或多个第一信号。第一信号可以包含用于唯一地标识所选择的第 一焊接方案的数据和/或与用于唯一地标识所选择的第一焊接方案的特性一起传输。 因此,第一信号经由收发器被传输到焊接功率供应装置,以控制该焊接功率供应装置 实施第一焊接方案。
25.远程装置显示与第一焊接方案相关联的信息(包括与第一焊接方案相关联的焊接 参数和/或其他操作参数),并且存储关于先前输入的信息。在一些示例中,操作员可 能试图从第一焊接方案更改为第二焊接方案。例如,在给定的焊接操作期间,零件可 能需要不同的焊接方案以确保恰当的焊接。这可能包括接头的更改、方向的更改、材 料的更改等。因此,控制电路系统可以从用户接口接收实施第二焊接方案的一个或多 个第二输入。控制电路系统响应于来自用户接口的第二输入生成与第二焊接方案相对 应的第二信号。然后,第二信号经由收发器被传输到焊接功率供应装置,以控制该焊 接功率供应装置实施第二焊接方案。
26.在一些示例中,第一焊接方案或第二焊接方案对应于根部焊道焊接操作、热焊道 焊接操作、接头填充焊接操作或盖面焊道焊接操作。在示例中,远程装置可以控制焊 接功率供应装置的一个或多个操作设置和/或焊接参数。例如,控制电路系统可以接 收控制焊接功率供应装置的一个或多个操作设置的一个或多个第三输入,该一个或多 个操作设置可以包括平焊或横焊、立焊或仰焊中的一者或多者。然后,控制电路系统 可以响应于来自用户接口的第三输入,生成与操作设置相对应的一个或多个第三信 号,并将第三信号传输到焊接功率供应装置以控制该焊接功率供应装置实施这些操作 设置。
27.类似地,控制电路系统可以接收控制焊接功率供应装置的一个或多个焊接参数的 一个或多个第四输入,该一个或多个焊接参数可以至少包括平焊或横焊、立焊或仰焊。 响应于第四输入,生成与该一个或多个焊接参数相对应的一个或多个第四信号,并且 将该一个或多个第四信号传输到焊接功率供应装置以控制该焊接功率供应装置实施 这些焊接参数。例如,焊接参数可以包括电压、电流、功率值、材料类型、要执行的 焊接的次数或焊接时间。
28.在已经实施之后,焊接功率供应装置被配置成向远程装置提供表明命令已经被执 行的确认。例如,控制电路系统将接收在焊接功率供应装置处接收到了第一信号、第 二信号、第三信号或第四信号并且作为响应已经实施了所选择的焊接方案、操作参数 和/或焊接参数的确认信号。在已接收到该确认之后,控制电路调整用户接口上与所 实施的焊接方案、操作设置和/或焊接参数相对应的标记,以反映焊接功率供应装置 处的变化。在未接收到确认的情况下,控制电路系统可以被编程为显示最后一次确认 的焊接方案、操作和/或焊接参数,和/或将显示更新为基于特定焊接操作和/或操作员 偏好所选择的焊接方案、操作参数和/或焊接参数。
29.在一些示例中,远程装置是便携式手持无线装置。在一些示例中,远程用户接口 或焊接用户接口包括用于提供控制焊接功率系统的输入的按钮、薄膜面板开关或图形 用户界面中的一者或多者。在一些示例中,控制电路系统包括一个或多个网络接口, 所述一个或多个网络接口用于经由lan、wan、蓝牙、wi
‑
fi或蜂窝网络中的一者或 多者连接到远程计算系统。在一些示例中,远程装置与焊接功率供应装置之间的各种 信号被编码具有用于唯一地标识相应的装置或系统的信息。在一些示例中,远程系统 与焊接功率供应装置之间的各种信号与用于唯一地标识相应的系统的一个或多个传 输特性一起传输。
30.由于远程装置只是一个控制源,使得焊接功率供应装置的用户接口可以类似地控 制焊接方案,因此在一些示例中,远程装置可以在各种模式下操作以避免命令之间的 冲突。在一些示例中,焊接功率供应装置(例如,经由焊接接口)从远程装置和焊接 功率供应
装置两者接收命令并实施这些命令。例如,焊接功率供应装置的控制电路系 统可以实施一种或多种技术以避免多个控制源之间的冲突。这些技术可以包括基于信 号的到达时间、信号的源和/或所接收的命令(例如,信号的切断与对焊接参数的调 整)来实施优先级方案。
31.有利地,操作员可以为远程装置控制指定限制,从而限制哪些焊接方案(或这些 焊接方案内的什么焊接参数范围)可供修改。远程控制进一步通过激活对预定焊接方 案和/或焊接参数的一个或多个锁(例如,硬件和/或软件)来管理,这防止无意的或 未经批准的更改。
32.在所公开的示例中,一种远程装置,该远程装置用于监视或控制焊接功率供应装 置以控制一个或多个焊接工具或附件的功率以及向该一个或多个焊接工具或附件输 送功率;用户接口,该用户接口用于接收一个或多个输入;控制电路系统,该控制电 路系统包括收发器,该收发器被配置成向该焊接功率供应装置传输一个或多个信号或 从该焊接功率供应装置接收一个或多个信号,该一个或多个信号包括与一个或多个焊 接方案相对应的数据,该控制电路系统被配置成:从该用户接口接收实施该一个或多 个焊接方案中的第一焊接方案的一个或多个第一输入;响应于来自该用户接口的该一 个或多个第一输入,生成与该第一焊接方案相对应的一个或多个第一信号;将该一个 或多个第一信号传输到该焊接功率供应装置,以控制该焊接功率供应装置实施该第一 焊接方案;从该用户接口接收实施该一个或多个焊接方案中的第二焊接方案的一个或 多个第二输入;响应于来自该用户接口的该一个或多个第二输入,生成与该第二焊接 方案相对应的一个或多个第二信号;以及,将该一个或多个第二信号传输到该焊接功 率供应装置,以控制该焊接功率供应装置实施该第二焊接方案。
33.在一些示例中,该第一焊接方案对应于以下各项中的一者或多者:根部焊道焊接 操作、热焊道焊接操作、接头填充焊接操作或盖面焊道焊接操作。
34.在一些示例中,该根部焊道焊接操作、该热焊道焊接操作、该接头填充焊接操作 或该盖面焊道焊接操作中的一者或多者包括一个或多个子设置。在示例中,该一个或 多个子设置包括以下各项中的一者或多者:伸入设置(dig setting)、下降设置(droopsetting)、电弧控制设置或热启动设置。在示例中,该根部焊道焊接操作、该热焊道焊 接操作、该接头填充焊接操作或该盖面焊道焊接操作中的一者或多者的一个或多个子 设置是相同的。在示例中,该根部焊道焊接操作、该热焊道焊接操作、该接头填充焊 接操作或该盖面焊道焊接操作中的一者或多者的该一个或多个子设置是不同的。在示 例中,该电弧控制子设置进一步包括下降设置和伸入设置。
35.在一些示例中,该控制电路系统:接收控制焊接功率供应装置的一个或多个操作 设置的一个或多个第三输入,该一个或多个操作设置包括平焊或横焊、立焊或仰焊中 的一者或多者;响应于来自用户接口的一个或多个第三输入,生成与该一个或多个操 作设置相对应的一个或多个第三信号;以及将该一个或多个第三信号传输到焊接功率 供应装置,以控制该焊接功率供应装置实施这些操作设置。
36.在一些示例中,控制电路系统:接收控制焊接功率供应装置的一个或多个焊接参 数的一个或多个第四输入,该一个或多个焊接参数包括平焊或横焊、立焊或仰焊中的 一者或多者;响应于来自用户接口的一个或多个第四输入,生成与该一个或多个焊接 参数相对应的一个或多个第四信号;以及将该一个或多个第四信号传输到焊接功率供 应装置,以控
制该焊接功率供应装置实施这些焊接参数。
37.在一些示例中,该一个或多个焊接参数包括以下各项中的一者或多者:电压、电 流、功率值、材料类型、要执行的焊接的次数或焊接时间。
38.在一些示例中,控制电路系统:接收在焊接功率供应装置处接收到了一个或多个 第一信号并且响应于该一个或多个第一输入已经实施了该第一焊接方案的确认信号; 并且调整用户接口上与第一焊接方案相对应的标记,以反映焊接功率供应装置处的变 化。
39.在一些示例中,一个或多个标记反映在焊接功率供应装置的焊接用户接口上显示 的信息。在一些示例中,其中,该一个或多个标记包括与焊接功率系统的该一个或多 个焊接参数相对应的图标、文本、图形或动画。
40.在一些示例中,该一个或多个焊接方案包括与一个或多个焊接参数相关联的值, 该一个或多个焊接参数包括以下中的一项或多项:电压、电流、功率值、材料类型、 要执行的焊接的次数或焊接时间。
41.在一些示例中,远程装置是便携式手持无线装置。
42.在一些示例中,远程用户接口或焊接用户接口包括用于提供控制焊接电力系统的 输入的按钮、薄膜面板开关或图形用户界面中的一者或多者。
43.在一些示例中,控制电路系统包括网络接口,所述网络接口用于经由lan、wan、 蓝牙、wi
‑
fi或蜂窝网络中的一者或多者连接到远程计算系统。在一些示例中,远程 装置与焊接功率供应装置之间的一个或多个信号编码有用于唯一地标识相应的装置 或系统的信息。
44.在一些示例中,远程系统与焊接功率供应装置之间的一个或多个信号与用于唯一 地标识相应的系统的一个或多个传输特性一起传输。在一些示例中,该控制电路系统 被配置成激活监控模式,以将对该一个或多个焊接方案的远程装置控制限制于预定数 量的焊接方案。
45.在一些示例中,远程装置以纯显示模式操作,从而防止用户接口控制焊接功率系 统。在一些示例中,焊接功率系统以纯显示模式操作,从而防止用户接口控制远程装 置。
46.在一些所公开的示例中,一种用于经由远程装置来监视或控制焊接功率供应装置 以控制一个或多个焊接工具或附件的功率以及向该一个或多个焊接工具或附件输送 功率的方法,该方法包括:在用户接口处接收实施一个或多个焊接方案中的第一焊接 方案的一个或多个第一输入;响应于来自该用户接口的该一个或多个第一输入,在控 制电路系统处生成与该第一焊接方案相对应的一个或多个第一信号;经由该收发器将 该一个或多个第一信号传输到该焊接功率供应装置,以控制该焊接功率供应装置实施 该第一焊接方案;经由该用户接口接收实施该一个或多个焊接方案中的第二焊接方案 的一个或多个第二输入;响应于来自该用户接口的该一个或多个第二输入,在该控制 电路系统处生成与该第二焊接方案相对应的一个或多个第二信号;以及经由该收发器 将该一个或多个第二信号传输到该焊接功率供应装置,以控制该焊接功率供应装置实 施该第二焊接方案。
47.在一些示例中,该第一焊接方案对应于以下中的一者或多者:根部焊道焊接操作、 热焊道焊接操作、接头填充焊接操作或盖面焊道焊接操作。
48.在一些示例中,该方法包括:在控制电路系统处接收在焊接功率供应装置处接收 到了一个或多个第一信号并且响应于该一个或多个第一输入已经实施了第一焊接方 案的
确认信号;以及经由该控制电路系统调整该用户接口上与该第一焊接方案相对应 的标记,以反映该焊接功率供应装置处的变化,其中,该一个或多个标记包括与该焊 接功率系统的该一个或多个焊接参数相对应的图标、文本、图形或动画。
49.提供了关于焊接功率供应装置和各种附件的几个示例。然而,本文所公开的概念 和原理同样适用于各种功率系统和控制系统,包括但不限于用于驱动以下中的一者或 多者的发动机驱动的功率系统:发电机、空气压缩机和/或混合焊接功率供应装置。
50.如本文所使用的,“功率转换电路系统”和/或“功率转换电路”是指将电功率 从一种或多种第一形式(例如,由发电机输出的功率)转换为具有电压、电流、频率 和/或响应特性的任意组合的一种或多种第二形式的电路系统和/或电气部件。功率转 换电路系统可以包括安全电路系统、输出选择电路系统、测量和/或控制电路系统和/ 或用于提供适当特征的任何其他电路。
51.如本文所使用的,术语“第一”和“第二”可以用于列举相同类型的不同部件或 元件,而不一定暗示任何特定顺序。
52.如本文所使用的,术语“焊接型系统”包括能够供应适用于焊接、等离子切割、 感应加热、空气碳弧切割(例如,cac
‑
a)和/或热丝焊接/预加热(包括激光焊接和 激光熔覆)的功率的任何装置,该装置包括逆变器、转换器、斩波器、谐振功率供应 装置、准谐振功率供应装置等,以及控制电路系统和与其相关联的其他辅助电路系统。
53.如本文所使用的,术语“焊接型功率”是指适合于焊接、等离子切割、感应加热、 cac
‑
a和/或热丝焊接/预加热(包括激光焊接和激光熔覆)的功率。如本文所使用的, 术语“焊接型功率供应装置”和/或“功率供应装置”是指在向其施加功率时能够供 应焊接功率、等离子切割功率、感应加热功率、cac
‑
a和/或热丝焊接/预加热(包括 激光焊接和激光熔覆)功率的任何装置,包括但不限于逆变器、转换器、谐振功率供 应装置、准谐振功率供应装置等,以及控制电路系统和与其相关联的其他辅助电路系 统。
54.如本文所使用的,“电路”或“电路系统”包括任何模拟和/或数字部件、功率 和/或控制元件(诸如微处理器、数字信号处理器(dsp)、软件等)、分立部件和/或 集成部件,或其部分和/或组合。
55.如本文所使用的,术语“控制电路”、“控制电路系统”和/或“控制器”可以 包括数字和/或模拟电路系统、分立和/或集成电路系统、微处理器、数字信号处理器 (dsp)和/或其他逻辑电路系统和/或相关联的软件、硬件和/或固件。控制电路或控 制电路系统可以位于一个或多个电路板上,这些电路板形成控制器的一部分或全部, 并且用于控制焊接过程、诸如电源或送丝器等装置、和/或任何其他类型的焊接相关 系统。
56.如本文所使用的,术语“存储器”包括易失性和非易失性存储器装置和/或其他 存储装置。
57.如本文所使用的,术语“焊炬(torch)”、“焊炬(welding torch)”、“焊接 工具”或“焊接型工具”是指被配置成被操纵,以执行焊接相关任务的装置,并且该 装置可以包括手持式焊炬、机器人焊炬、焊枪、刨削工具、切割工具或用于产生焊接 电弧的其他装置。
58.如本文所使用的,术语“焊接模式”、“焊接过程”、“焊接型过程”或“焊接 操作”是指所使用的过程或输出的类型,如电流控制(cc)、电压控制(cv)、脉冲 调制的气体保护熔化极电弧焊(gmaw)、药芯焊丝电弧焊(fcaw)、钨极气体保护 焊(gtaw,例如,tig)、保护金属
电弧焊(smaw)、喷涂、短路、cac
‑
a、刨削 过程、切割过程和/或任何其他类型的焊接过程。
59.如本文所使用的,术语“焊接程序(welding program)”或“焊接程序(weldprogram)”包括用于控制焊接的至少一组焊接参数,该至少一组焊接参数可以包括 焊接方案、操作设置或其他。焊接程序可以进一步包括用于控制一个或多个焊接型装 置执行焊接的其他软件、算法、过程或其他逻辑。
60.图1a展示了示例远程装置94的详细视图。如图所示,远程装置94提供一个或 多个远程用户接口,诸如电池指示器42、远程显示器44以及一个或多个输入装置46 至56(例如按钮、旋钮、开关和/或触摸屏)。例如,输入装置46至56可以允许用户 通过经由按钮46的选择来切换。可以进行选择,以经由输入件52控制相关联的发动 机、经由输入装置56控制焊接过程、经由输入装置54控制焊接顺序程序、经由输入 装置48控制功率,和/或经由输入装置50调用菜单。因此,远程装置94可操作以: 从输入装置46至56接收与一个或多个命令相关联的输入,(例如,经由远程控制电 路系统90的远程收发器92,如图3a至图3c中所示的)传输包括与这些输入相对应 的数据的信号,以及使远程显示器44上的标记变化以反映命令,如本文所公开的。
61.图1b展示了远程显示器44的详细视图。如图所示,远程显示器44包括多个区 域,每个区域用于显示与一个或多个操作参数相对应的一个或多个标记。在一些示例 中,每个区域显示单个标记,该标记可以改变颜色、闪烁、出现、消失,或者可以提 供一些其他视觉提示以向操作员提供信息。在一些示例中,哪个标记和/或哪种类型 的标记是动态的,使得操作员可以选择要在预定区域中显示的特定标记,和/或一个 或多个事件可以触发给定区域内从一个标记到另一个标记的转变(例如,当电池没电 时,可以用指示电池正在充电的闪电代替电池图标)。
62.在图1b的示例中,这些区域可以包括图标、文本、图形或动画中的一者或多者。 如图所示,区域60提供发动机图标(例如,用于表示相关联的发动机功率驱动系统 是否打开),区域62提供燃料表图标(例如,用于相关联的发动机),区域64提供电 池电量图标(例如,用于诸如混合发电系统中的相关联的能量储存装置),区域66提 供无线信号图标(例如,用于相关联的通信网络),区域68展示空气压缩机图标(例 如,用于表示相关联的空气压缩机是否打开),区域70提供指示焊接方案的文本,区 域72提供指示电弧长度设置的文本,区域74提供指示电源开/关状态的文本,区域 76提供输出电压图标,并且区域78提供输出电流图标。
63.如本文所公开的,每个区域和/或标记可以提供与一个或多个焊接参数相关联的 信息。每个标记可以响应于一个或多个焊接参数的变化(和调整后的值)和/或状态 改变(无线信号强度的改变)而改变。例如,附加标记或替代标记可以对应于发动机 运行时间、送丝速度、焊接顺序、材料类型或材料厚度。在一些示例中,显示器44 可以包括视觉显示器(例如,图形用户界面和/或触摸屏)、以及一个或多个输入装置 (例如,按钮、旋钮、开关和/或触摸屏)。
64.如在图1a和图1b中所示的,焊接方案当前被指定为p2 gmaw(在区域70中 示出)。在一些示例中,操作员可能试图从现有的焊接方案更改为新的焊接方案。例 如,在给定的焊接操作期间,零件可能需要不同的焊接方案以确保恰当的焊缝。这可 能包括接头的更改、方向的更改、材料的更改等。
65.在一些示例中,远程焊接方案控制可以经由远程装置94通过采用输入装置56来 实施。图1c是示例远程装置提供焊接方案的列表的图示。如图所示,输入装置56 可以是按钮,操作员可以按压该按钮以在区域71中查看过程选择图标。可以按压和 释放输入装置56(或某种其他合适的动作,诸如利用输入装置46进行滚动),直到 在介绍性屏幕上(例如突出显示(如区域70c中示出的)给定的焊接过程为止。焊接 方案的列表可以通过使用输入装置56的向上或向下箭头来循环遍历,以显示(例如, 对应于所连接的和/或受控的焊接系统的)可用焊接方案过程。
66.因此,操作员可以滚动到区域70b以实施smaw xx18焊接方案。为了选择期 望的焊接方案,可以按压一个或多个输入按钮(例如,输入装置56)。在一些示例中, 在程序选择期间,对一个或多个焊接参数和/或焊接方案进行的新调整被自动地保存 到当前选择的程序。因此,如果不进行任何动作,则突出显示的焊接方案将自动进行 应用,并且设置将被保存并传输到相关联的焊接系统。
67.一旦选定后,控制电路系统90就生成与所选择的焊接方案相对应的一个或多个 信号。这些信号可以包含用于唯一地标识所选择的焊接方案的数据和/或与用于唯一 地标识所选择的焊接方案的特性一起传输。因此,这些信号经由收发器被传输到焊接 功率供应装置,以控制该焊接功率供应装置实施所选择的焊接方案(例如,xx 18)。
68.远程装置94在显示器44中显示与所选择的焊接方案相关联的信息,该信息包括 与焊接方案相关联的焊接参数(诸如电压、电流、电弧长度等)和/或其他操作参数, 并且远程装置存储关于先前输入的信息。
69.图1d是示例远程装置提供更新后的焊接方案的图示。如图所示,在区域70d中 显示了焊接方案“p1 xx18”。类似地,与所选择的焊接方案相关联的焊接参数(例 如,电压、电流等)将根据所选择的焊接方案和/或根据操作员所选择的值来更新。 因此,远程装置94已经从图1a和图1b中所示的焊接方案“p2 gmaw”更新为图 1d中示出的焊接方案“p1 xx18”。还如图所示,电压和电流已经更新,以反映所选 择的焊接方案。
70.图2a提供了根据本公开内容的各方面的焊接方案和子方案的示例列表。在一些 示例中,焊接方案可以包括tig、smaw、gmaw和/或操作员已知的或操作员为针 对特定焊接操作自定义的其他各种焊接方案。还可以包括子方案,诸如脉冲输出、自 动停止、自动形成弧坑、伸入、电弧控制、热启动和/或可能已知的或自定义的其他 合适的子方案。可以提供附加的子方案和/或附加的设置(未示出)。在一些示例中, 一个或多个焊接方案的子方案是相同的,而在其他示例中,不同焊接方案的一个或多 个子方案是不同的。此外,操作员可以采用远程装置94来创建新的焊接方案、子方 案、操作设置、子设置等。
71.图2b提供了根据本公开内容的各方面的操作设置和子设置的示例列表。在一些 示例中,操作设置包括以下各项中的一者或多者:根部焊道焊接操作、热焊道焊接操 作、接头填充焊接操作或盖面焊道焊接操作。在一些示例中,子设置包括以下各项中 的一者或多者:伸入设置、下降设置、电弧控制设置或热启动设置。
72.操作设置和/或子设置可以对应于一个或多个焊接方案,并且在一些示例中可以 被单独地自定义。例如,操作员可以经由一个或多个输入装置46至54提供输入,以 调整与一个或多个操作设置和/或子设置相关联的值。在一些示例中,根部焊道焊接 操作、热焊道焊接操作、接头填充焊接操作或盖面焊道焊接操作中的一者或多者的一 个或多个子设置
是相同的。
73.在一些示例中,根部焊道焊接操作、热焊道焊接操作、接头填充焊接操作或盖面 焊道焊接操作中的一者或多者的一个或多个子设置是不同的。
74.如图2b所示,电弧控制子设置可以进一步包括附加设置(诸如,下降设置和伸 入设置),这些附加设置也可以根据操作员的偏好和/或特定的焊接操作来自定义。
75.如本文所公开的,操作员可以访问列表、滚动遍历并选择焊接方案和/或操作设 置,以控制焊接功率供应装置将功率输送至焊接工具。
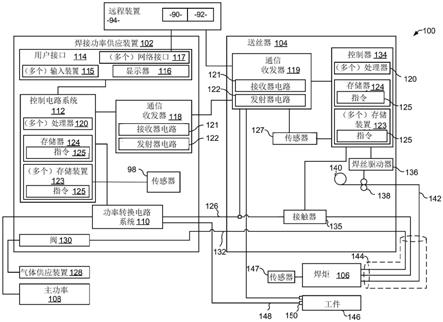
76.图3a是示例焊接系统100的框图,该示例焊接系统包括焊接型功率供应装置 102,该焊接型功率供应装置包含功率转换电路系统110和控制电路系统112。如图 3a所示,示例焊接系统100还包括送丝器104和焊炬106。远程装置94、远程控制 电路系统90和远程收发器92可通信地耦接至焊接系统100以及其他部件(例如,发 电系统)。焊接系统100为焊接应用供电、对其进行控制并向其供应耗材。
77.通过使用远程装置94,操作员可以经由中央通信收发器和/或接口92中的一者或 多者来向控制电路系统112传输命令以及从该控制电路系统接收信息和警报。附加地, 远程装置94可以(例如,在显示器上和/或经由听觉反馈和/或触觉反馈)提供焊接系 统100和所连接的部件的状态。
78.在一些示例中,远程控制电路系统90响应于对一个或多个焊接方案或焊接参数 的调整、响应于用户输入或响应于该调整与该用户输入的组合,以周期性间隔发起远 程系统与焊接系统100之间的数据传送。远程装置94的远程控制电路系统90进一步 包括网络接口,所述网络接口用于经由一种或多种网络类型或通信协议(包括但不限 于lan、wan、蓝牙、wi
‑
fi或蜂窝网络)连接到远程收发器92、焊接功率供应装 置102、送丝器104和/或远程计算系统。
79.在一些示例中,远程装置94是便携式手持无线装置。在一些示例中,远程装置 94是智能电话、远程计算机、平板计算机、加密狗、附件、或适于无线地和/或经由 有线通信来分析、接收和/或传输数据的其他装置。在示例中,远程用户接口或焊接 用户接口包括用于提供控制焊接系统的输入的按钮、薄膜面板开关或图形用户界面中 的一者或多者。
80.在一些示例中,在远程系统94与焊接系统102之间传送的信号编码有用于唯一 地标识相应的系统的信息。在一些示例中,这些信号与用于唯一地标识相应的系统的 一个或多个传输特性一起传输。
81.在一些示例中,所列出的焊接方案对应于根部焊道焊接操作、热焊道焊接操作、 接头填充焊接操作或盖面焊道焊接操作。在示例中,远程装置94可以控制焊接功率 供应装置102的一个或多个操作设置和/或焊接参数。例如,控制电路系统90可以接 收控制焊接功率供应装置102的一个或多个操作设置的一个或多个输入,该一个或多 个操作设置可以包括平焊或横焊、立焊或仰焊中的一者或多者。然后,控制电路系统 90可以响应于来自用户接口的输入生成与操作设置相对应的信号,并将这些信号传 输给焊接功率供应装置102,以控制焊接功率供应装置102实施这些操作设置。
82.类似地,控制电路系统90可以接收控制焊接功率供应装置102的一个或多个焊 接参数的附加输入,该一个或多个焊接参数可以至少包括平焊或横焊、立焊或仰焊。 响应于这些输入生成与焊接参数相对应的一个或多个信号,并且将该一个或多个信号 传输到焊
接功率供应装置102,以控制焊接功率供应装置102实施这些焊接参数。例 如,焊接参数可以包括电压、电流、功率值、材料类型、要执行的焊接的次数或焊接 时间。
83.在已经实施之后,焊接功率供应装置102被配置成诸如经由通信收发器118和/ 或网络接口117向远程装置94提供命令已经被执行的确认。例如,控制电路系统90 将经由收发器92接收在焊接功率供应装置102处接收到了第一信号、第二信号、第 三信号或第四信号并且作为响应已经实施了所选择的焊接方案、操作和/或焊接参数 的确认信号。在接收到了该确认之后,控制电路90在调整用户接口显示器44上与所 实施的焊接方案、操作设置和/或焊接参数相对应的标记,以(例如,在用户接口114 处)反映焊接功率供应装置102处的变化。在未接收到确认的情况下,控制电路系统 90可以被编程为显示最后一次确认的焊接方案、操作设置和/或焊接参数,和/或将显 示器44更新为基于特定的焊接操作和/或操作员偏好所选择的焊接方案、操作参数和 /或焊接参数。
84.在一些示例中,远程装置90是便携式手持无线装置。在一些示例中,远程用户 接口或焊接用户接口包括用于提供控制焊接功率系统的输入的按钮、薄膜面板开关或 图形用户界面中的一者或多者。在一些示例中,控制电路系统90包括一个或多个网 络接口或收发器90,该一个或多个网络接口或收发器90用于经由lan、wan、蓝 牙、wi
‑
fi或蜂窝网络中的一者或多者连接到远程计算系统。在一些示例中,远程装 置90与焊接功率供应装置102和/或另一远程计算系统之间的各种信号编码有用于唯 一地标识相应的装置或系统的信息。在一些示例中,远程系统90与焊接功率供应装 置102之间的各种信号与用于唯一地标识相应的系统的一个或多个传输特性一起传 输。
85.在一些示例中,功率供应装置102从发动机驱动的电源(例如,经由发电机)、 市电、发电机、能量储存装置或其他合适的电源接收功率,并且经由功率转换电路系 统112将输入功率直接供应给焊炬106。基于期望的焊接应用,焊炬106可以是被配 置用于保护金属电弧焊(smaw,或焊条焊接)、钨极气体保护焊(gtaw或钨极惰 性气体(tig)焊)、气体保护熔化极电弧焊(gmaw)、助焊剂芯电弧焊(fcaw) 的焊炬。在所展示的示例中,功率供应装置102被配置成向送丝器104供应功率,并 且送丝器104可以被配置成将输入功率路由到焊炬106。除了供应输入功率之外,送 丝器104还可以向焊炬106供应填料金属,以用于各种焊接应用(例如,gmaw焊 接、助焊剂芯电弧焊(fcaw))。虽然图3a的示例系统100包括送丝器104(例如, 用于gmaw或fcaw焊接),但是送丝器104可以由任何其他类型的远程附件装置 代替,诸如提供焊条焊接和/或gtaw焊接的焊条焊接和/或gtaw焊接远程控制接 口。
86.功率供应装置102(例如,经由发电机从发动机驱动的电源、从市电、从发电机、 从能量储存装置)接收主功率108,调节主功率,并根据系统100的需求向一个或多 个焊接装置提供输出功率。功率供应装置102包括功率转换电路系统110,该功率转 换电路系统可以包括能够将ac输入功率转换成如系统100的需求(例如,特定的焊 接过程和方案)所指示的ac和/或dc输出功率的变压器、整流器、开关等。功率转 换电路系统110基于焊接电压设定点将输入功率(例如,主功率108)转换成焊接型 功率,并经由焊接电路输出焊接型功率。
87.在一些示例中,功率转换电路系统110被配置成将主功率108转换成焊接型功率 输出和辅助功率输出。然而,在其他示例中,功率转换电路系统110被适配成仅将主 功率转换成焊接功率输出,并且单独的辅助转换器111被提供来将主功率转换成辅助 功率。在一些其他示例中,功率供应装置102直接从壁装插座接收经转换的辅助功率 输出。任何合适
的功率转换系统或机构都可被功率供应装置102采用来产生和供应焊 接功率和辅助功率两者。
88.在一些示例中,控制电路系统112控制功率供应装置102的操作,并且可以控制 功率输送系统的提供主功率108的操作。功率供应装置102还包括一个或多个接口, 诸如用户接口114和网络接口117。控制电路系统112从用户接口114接收输入,通 过该用户接口,用户可以控制一个或多个部件(包括电源和/或一个或多个附件),和 /或选择过程和/或输入期望的参数(例如,电压、电流、特定的脉冲或非脉冲焊接方 案等)用于焊接输出。用户接口114可以使用一个或多个输入装置115来接收输入, 诸如经由小键盘、键盘、物理按钮、触摸屏(例如,软件按钮)、语音激活系统、无 线装置、远程装置94等来接收输入。此外,控制电路系统112基于用户的输入以及 基于其他操作参数来控制操作参数。具体地,用户界面114可以包括显示器116,该 显示器用于向操作员呈现、示出或指示信息。在一些示例中,控制电路系统112经由 网络接口117来接收经由远程装置94提供的输入。以这种方式,控制电路系统112 可以提供与系统100的操作有关的数据(包括与功率供应装置100的操作相关联的警 报)和/或从远程装置94接收命令(例如,更改焊接方案)。
89.控制电路系统112还可以包括接口电路系统,该接口电路系统用于将数据传送到 系统100中的其他装置,诸如送丝器104。例如,在一些情况下,功率供应装置102 与焊接系统100内的其他焊接装置无线通信。此外,在一些情况下,功率供应装置 102使用有线连接与其他焊接装置通信,诸如通过使用网络接口控制器(nic)来经 由网络(例如,以太网、10baset、10base100等)传送数据。在图3a的示例中,控 制电路系统112经由通信收发器118来经由焊接电路与送丝器104进行通信,如下所 述。
90.控制电路系统112包括至少一个控制器或处理器120,该至少一个控制器或处理 器120控制功率供应装置102的操作。控制电路系统112接收并处理与系统100的性 能和需求相关联的多个输入。处理器120可以包括一个或多个微处理器,诸如一个或 多个“通用”微处理器、一个或多个专用微处理器和/或asics,和/或任何其他类型 的处理装置。例如,处理器120可以包括一个或多个数字信号处理器(dsp)。
91.示例控制电路系统112包括一个或多个存储装置123和一个或多个存储器装置 124。(多个)存储装置123(例如,非易失性存储设备)可以包括rom、闪速存储 器、硬盘驱动器和/或任何其他合适的光存储介质、磁存储介质和/或固态存储介质和/ 或其组合。存储装置123存储数据(例如,对应于焊接应用的数据)、指令(例如, 用于执行焊接过程的软件或固件)和/或任何其他合适的数据。焊接应用的存储数据 的示例包括焊炬的姿态(例如,取向)、接触末端与工件之间的距离、电压、电流、 焊接装置设置、沉积速率、送丝速度、熔池流动性等。
92.存储器装置124可以包括易失性存储器(诸如随机存取存储器(ram))和/或非 易失性存储器(诸如只读存储器(rom))。存储器装置124和/或(多个)存储装置 123可以存储各种信息,并且可以用于各种目的。例如,存储器装置124和/或(多个) 存储装置123可以存储处理器可执行指令125(例如,固件或软件)以供处理器120 执行。另外,用于各种焊接过程的一种或多种控制方案,连同相关联的设置和参数, 可以与被配置成在操作期间提供特定输出(例如,发起送丝、启用气体流率、捕获焊 接相关数据、检测短路参数、确定飞溅量)的代码一起存储在存储装置123和/或存 储器装置124中。可以提供一个或多个列表或查找
表,和/或到可用于通知决策的各 种数据库的网络连接,这些决策诸如为访问优选焊接参数、存储更新后的焊接参数设 置等。
93.在一些示例中,远程控制电路系统90将一个或多个列表存储在诸如存储器124 中,这些列表与同焊接系统100相关联的一个或多个焊接方案或焊接参数所关联的值 相关联。远程控制电路系统90可以响应于输入(例如,来自操作员输入)访问该一 个或多个列表。具有与该一个或多个焊接方案相对应的数据的输入可以经由远程装置 94的一个或多个用户输入装置46至54经由收发器92来提供。在一些示例中,远程 控制电路系统90被配置成将数据存储在存储器存储装置中(例如,存储在远程控制 电路系统90和/或存储器124处)。
94.在一些示例中,焊接功率通过焊接电缆126从功率转换电路系统110流向送丝器 104和焊炬106。示例焊接电缆126可附接到在功率供应装置102和送丝器104中的 每一者处的焊接螺柱,并且可从这些焊接螺柱拆卸(例如,以能够在有磨损或损坏的 情况下便于更换焊接电缆126)。此外,在一些示例中,焊接数据利用焊接电缆126 来提供,使得焊接功率和焊接数据通过焊接电缆126一起提供和传输。通信收发器118 通信地耦接至焊接电缆126,以通过焊接电缆126传送(例如,发送/接收)数据。通 信收发器118可以使用串行通信(例如,全双工rs
‑
232或rs
‑
422,或半双工rs
‑
485)、 网络通信(例如,以太网、profibus、ieee 802.1x无线通信等)、并行通信和/或任 何其他类型的通信技术来实施。在一些示例中,通信收发器118可以通过焊接电缆126 实施通信。
95.示例通信收发器118包括接收器电路121和发射器电路122。通常,接收器电路 121经由焊接电缆126接收由送丝器104传输的数据,并且发射器电路122经由焊接 电缆126将数据传输到送丝器104。通信收发器118能够从送丝器104的位置远程配 置功率供应装置102,和/或命令和/或控制由送丝器104输出的送丝速度和/或由功率 供应装置102输出的焊接功率(例如,电压、电流)。在一些示例中,这些通信是经 由部件和/或无线通信信道之间的专用电缆以及其他合适的通信装置和/或技术来传输 的。
96.示例送丝器104还包括通信收发器119,该通信收发器在结构和/或功能上可以与 通信收发器118类似或相同。虽然在图3a中展示了通过单独的通信电缆进行的通信, 但是也可以使用其他通信介质,诸如无线介质、功率线通信和/或任何其他通信介质。
97.在一些示例中,气体供应装置128根据焊接应用提供保护气体,诸如氩气、氦气、 二氧化碳等。保护气体流向阀130,该阀控制气体的流动,并且如果需要,可以选择 该阀以允许调制或调节供应至焊接应用的气体的量。阀130可以由控制电路系统112 打开、关闭或以其他方式操作,以启用、禁止或控制通过阀130的气体流动(例如, 保护气体)。保护气体离开阀130,并通过电缆132(在一些实施方式中,其可以与焊 接功率输出设备封装在一起)流向送丝器104,该送丝器为焊接应用提供保护气体。 在一些示例中,焊接系统100不包括气体供应装置128、阀130和/或电缆132。
98.在一些示例中,送丝器104使用焊接功率为送丝器104中的各种部件供电,诸如 为送丝器控制器134供电。如上所述,焊接电缆126可以被配置成提供或供应焊接功 率。功率供应装置102还可以使用焊接电缆126和安置在功率供应装置102内的通信 收发器118与送丝器104的通信收发器119通信。在一些示例中,通信收发器119基 本上类似于功率供应装置102的通信收发器118。送丝器控制器134控制送丝器104 的操作。在一些示例中,送丝器
104使用送丝器控制器134来检测送丝器104是否与 功率供应装置102通信,并且如果送丝器104与功率供应装置102通信,则检测功率 供应装置102的当前焊接过程。
99.在示例中,功率供应装置102将功率输出直接输送到焊炬106,而无需采用任何 接触器。在这种示例中,功率调节由控制电路系统112和/或功率转换电路系统110 控制。在一些示例中,接触器135(例如,高安培数继电器)由送丝器控制器134采 用并控制,并且被配置成启用或禁止焊接功率继续流到焊接电缆126用于焊接应用。 在一些示例中,接触器135是机电装置。然而,接触器135可以是任何其他合适的装 置,诸如固态装置。送丝器104包括焊丝驱动器136,该焊丝驱动器接收来自送丝器 控制器134的控制信号以驱动辊138,该辊旋转以将焊丝拉离焊丝线轴140。焊丝通 过焊炬电缆142提供至焊接应用。同样,送丝器104可以从电缆132通过电缆142提 供保护气体。电极丝、保护气体和来自焊接电缆126的功率被一起捆束在单个焊炬电 缆144中和/或被单独地提供至焊炬106。在一些示例中,接触器135被省略,并且输 出或焊接型功率由功率供应装置102发起和停止,而无需采用接触器135。在一些示 例中,送丝器104中包括有或连接到一个或多个传感器127,以监测一个或多个焊接 参数(例如,功率、电压、电流、送丝速度等),从而在焊接过程期间通知控制器134。 在一些示例中,焊接功率供应装置102中包括一个或多个传感器。
100.在一些示例中,远程装置94包括远程控制电路系统90,该远程控制电路系统可 操作以向辅助装置(诸如送丝器104)传输信息并从该辅助装置接收信息。送丝器102 利用控制信息和/或诊断信息作出响应,并且远程装置94可以(在远程控制电路系统 90的存储器中)存储诊断信息和/或在远程用户接口44上显示诊断信息。
101.在一些示例中,远程装置94用作辅助装置与焊接功率供应装置102之间的链接。 因此,远程装置94可以从焊接功率供应装置102(或辅助装置)接收命令或数据, 并且将命令或数据从焊接功率供应装置102(或辅助装置)传输到辅助装置(或焊接 功率供应装置102)。
102.焊炬106为焊接应用输送焊丝、焊接功率和/或保护气体。焊炬106用于在焊炬 106与工件146之间建立焊接电弧。工作电缆148将工件146耦接至功率供应装置102 (例如,耦接至功率转换电路系统110),以为焊接电流提供返回路径(例如,作为焊 接电路的一部分)。示例工作电缆148可附接到功率供应装置102和/或可从功率供应 装置102拆卸,以便于更换工作电缆148。工作电缆148可以端接有夹具150(或另 一种功率连接装置),该夹具将功率供应装置102耦接至工件146。在一些示例中, 焊炬106包括有或连接到一个或多个传感器147,以监测一个或多个焊接参数(例如, 功率、电压、电流、送丝速度等),从而在焊接过程期间通知控制器134和/或112。 尽管展示了焊炬106(例如,如本文所描述的焊接工具)通过送丝器104连接,但是 在一些示例中,焊接工具可以直接连接至焊接功率供应装置102。例如,刨削和/或切 割工具可以直接连接至焊接功率供应装置102的螺柱或另一个功率出口。在一些示例 中,送丝器与功率供应装置集成在一起,并且在这种集成外壳的壳体上设置有螺柱或 其他功率出口。
103.图3b是另一个示例焊接系统152的示意图,其中作为焊接功率供应装置102上 的用户接口的补充或替换,送丝器104包括用户接口114。在图3b的示例中,送丝 器104的控制电路系统134实施对参考图3a的控制电路系统112描述的焊接程序和 焊接参数的确定。
104.图3c是包括单独的用户接口156的另一个示例焊接系统154的示意图。用户接 口
156是单独的装置,并且可以连接到焊接功率供应装置102和/或送丝器104以提 供命令和/或控制信息。示例用户接口156包括输入装置115和显示器116,并且包括 控制电路系统158。示例控制电路系统158包括(多个)处理器120和存储指令125 的存储器124。示例用户接口156进一步包括通信收发器119,该通信收发器用于启 用用户接口156与焊接功率供应装置102和/或送丝器之间的通信。
105.尽管图3a至图3c被展示为具有一个用户接口(114,156)与特定系统结合, 但是该展示是示例性的,使得本文公开的接口中的一个或多个接口以及附加的用户接 口都可以结合在本文公开的示例焊接系统中的一个或多个示例焊接系统中。此外,尽 管将功率供应装置102和送丝器104展示为独立的单元,但是在一些示例中,功率供 应装置和送丝器可以被容纳在单个外壳中或以其他方式集成。附加地或可替代地,在 一些示例中,单个控制器、控制电路系统和/或接口可以控制发动机驱动的功率系统 80、功率供应装置102和送丝器104的操作。
106.图4提供了表示可以由图1a的示例系统80执行的示例机器可读指令300的流程 图。示例指令300可以存储在(多个)存储装置123和/或存储器124中,并由控制 电路系统112的(多个)处理器120执行。以下参考图1a至图3c的系统描述示例 指令300。
107.在框302中,从远程装置92的用户接口(例如,输入装置46至54)接收实施 (例如,在图2a中提供的)一个或多个焊接方案中的第一焊接方案的一个或多个第 一输入。
108.在框304中,远程控制电路系统90响应于来自用户接口的一个或多个第一输入, 生成与第一焊接方案相对应的一个或多个第一信号。在框306中,远程控制电路系统 90经由远程收发器92将该一个或多个第一信号传输到焊接功率供应装置102,以控 制该焊接功率供应装置实施第一焊接方案。
109.在框308中,焊接功率供应装置102(经由网络接口117或收发器)从用户接口 接收实施一个或多个焊接方案中的第一焊接方案的一个或多个第一输入。在框310 中,焊接功率供应装置102(经由控制电路系统112)确定远程装置92是否处于共享 或专用控制模式。如果远程装置90不处于控制模式,则方法返回到框302。如果远 程装置90处于控制模式并发出授权命令,则在框312中,焊接功率供应装置102(经 由控制电路系统112)实施所命令的对焊接方案的更改。
110.在框314中,在用户接口处接收实施一个或多个焊接方案中的第二焊接方案的第 二输入。
111.在框316中,远程控制电路系统90响应于来自用户接口的一个或多个第二输入, 生成与第二焊接方案相对应的一个或多个第二信号。在框318中,远程控制电路系统 90经由远程收发器92将该一个或多个第二信号传输到焊接功率供应装置102,以控 制该焊接功率供应装置实施第二焊接方案。
112.在框320中,焊接功率供应装置102(经由网络接口117或收发器)从用户接口 接收实施一个或多个焊接方案中的第二焊接方案的一个或多个第二输入。
113.在框322中,中央控制电路系统将第一焊接方案(现有焊接方案)与第二焊接方 案进行比较,并在框324中确定是否需要进行调整。如果不需要调整,则方法返回至 框302。如果需要对焊接方案进行调整,则方法前进至框326,以将焊接方案从第一 焊接方案调整为第二焊接方案。
114.可以用硬件、软件或硬件和软件的组合来实现本装置和/或方法。本方法和/或系 统可以以集中方式在至少一个计算系统、处理器和/或其他逻辑电路中被实现,或者 以不同的元件遍布在若干互连计算系统、处理器和/或其他逻辑电路上的分布式方式 被实现。适用于执行本文所描述的方法的任何种类的计算系统或其他设备都是适合 的。硬件和软件的典型组合可以是具有程序或其他代码、被集成在焊接功率供应装置 中的处理系统,该程序或其他代码当被加载和执行时控制该焊接功率供应装置,使得 其实施本文中所描述的方法。另一个典型的实施方式可以包括专用集成电路或芯片, 诸如现场可编程门阵列(fpga)、可编程逻辑器件(pld)或复杂可编程逻辑器件 (cpld)和/或片上系统(soc)。一些实施方式可以包括非暂态机器可读(例如,计 算机可读)介质(例如,闪速存储器、光盘、磁性存储盘等),该非暂态机器可读介 质上存储有可由机器执行的一个或多个代码行,由此使机器进行本文中所描述的过 程。如本文所使用的,术语“非暂态机器可读介质”被定义为包括所有类型的机器可 读存储介质并且不包括传播信号。
115.控制电路系统可以识别给定焊缝的焊接状况,并针对焊接状况自动找到一个或多 个焊接参数的最佳值。示例控制电路实施方式可以是atmel mega16微控制器、 stm32f407微控制器、现场可编程逻辑电路、和/或任何其他能够执行运行焊接控制 软件的指令的控制或逻辑电路。控制电路也可以以模拟电路和/或数字电路系统和模 拟电路系统的组合来实施。本文参考各种类型的焊机描述了示例,但是这些示例可以 用于或被修改用于任何类型的高频开关电源中。
116.尽管已经参考某些实施方式描述了本方法和/或系统,但是本领域技术人员将理 解,在不脱离本方法和/或系统的范围的情况下,可以进行各种改变并且可以替换等 效物。另外,在不脱离本公开内容范围的情况下,可以做出许多修改以使特定情况或 材料适应于本公开内容的教导。例如,所公开的示例的框和/或部件可以被组合、划 分、重新布置和/或以其他方式被修改。因此,本方法和/或系统不限于所公开的特定 实施方式。替代地,本方法和/或系统将包括无论是从字面上还是依据等同原则都落 入所附权利要求的范围内的所有实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1