一种箱体组装辅助结构的制作方法
[0001]
本发明涉及一种箱体组装辅助结构,属于机械辅具技术领域。
背景技术:
[0002]
机械辅具是用于机械加工的辅助用具,用于更好地完成零件的固定和调节,提高机械加工的精度。目前,市场上有一种双层油箱的箱体,包括外壳、内壳、上盖结构,内壳设置在外壳内,内壳与外壳之间形成夹层,内壳上沿和外壳上沿一起焊接在上盖下表面。目前的焊接方式是,先将内壳与上盖焊接,再将外壳套在内壳之外,再次进行焊接。这种焊接方式,经过两道焊接工序,需要重复两次固定和拆卸零件,耗时耗力,焊接效率有待提高;此外,使用机械手将外壳、内壳、上盖放入固定辅具内,需要高精度的机械手,但是高精度的机械手价格昂贵,使用精度不高的机械手,也能完成箱体的装配工作,但是,会出现微小偏差,为了继续使用低精度机械手,通常需要辅具参与,以便进一步提高精度。因此设计一种箱体组装辅助结构,它能够一次性将外壳、内壳、上盖定位完成,以便接下来焊接机器人或人工一次性将三者焊接在一起,缩减一道焊接工序,提高生产效率。
技术实现要素:
[0003]
本发明所要解决的技术问题在于:提供一种箱体组装辅助结构,它解决了双层箱体的外壳、内壳、上盖快速定位问题。
[0004]
本发明所要解决的技术问题采取以下技术方案来实现:
[0005]
一种箱体组装辅助结构,它包括下定位座、气缸、对齐框架;
[0006]
所述下定位座上表面设有恰好容纳箱体外壳的定位凹槽,下定位座内竖直设有多个气缸;
[0007]
所述对齐框架为矩形框架,矩形框架的长宽恰好等于箱体外壳的长宽,对齐框架由四根截面形状相同的边框拼接而成,每根边框由第一竖板、横板、第二竖板构成,横板外侧垂直与第一竖板底边固定,横板内侧垂直与第二竖板顶边固定,第一竖板、第二竖板的上边缘内侧设有向下斜切的引导斜面;
[0008]
所述对齐框架与定位凹槽对齐,对齐框架固定在气缸的伸缩杆顶部。
[0009]
作为优选实例,所述定位凹槽上方设有压紧气缸和压板,压紧气缸通过支架悬空固定在下定位座上方,压板固定在压紧气缸底部。
[0010]
作为优选实例,所述下定位座内竖直设有两个气缸,两个气缸分别与对齐框架的两条对边固定。
[0011]
本发明的有益效果是:外壳、内壳、上盖均通过对齐框架准确放置,完成对齐过程,能够提高箱体各零件之间的对齐效率;通过压紧气缸和压板,将三者对齐位置固定下来,以便后续将三者一次性焊接在一起,能够提高工作效率。
附图说明
[0012]
图1为本发明的结构示意图;
[0013]
图2为对齐框架的结构示意图;
[0014]
图3为本发明一次性对齐时的结构示意图;
[0015]
图4为本发明一次性焊接时的结构示意图;
[0016]
图5为焊接完成后双层箱体的结构示意图。
[0017]
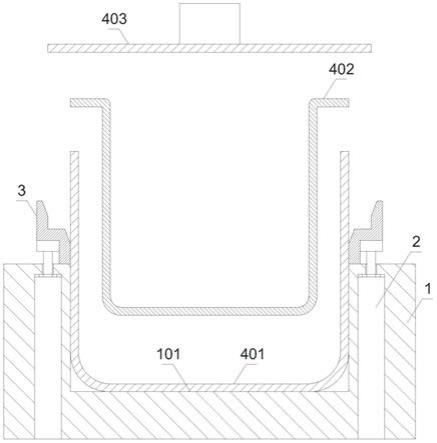
图中:下定位座1,定位凹槽101,气缸2,对齐框架3,第一竖板301,横板302,第二竖板303,引导斜面304,箱体4,外壳401,内壳402,上盖403,压紧气缸5,压板6,焊枪7。
具体实施方式
[0018]
为了对本发明的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
[0019]
如图1-图5所示,一种箱体组装辅助结构,它包括下定位座1、气缸2、对齐框架3;
[0020]
下定位座1上表面设有恰好容纳箱体4外壳401的定位凹槽101,下定位座1内竖直设有多个气缸2;
[0021]
对齐框架3为矩形框架,矩形框架的长宽恰好等于箱体4外壳401的长宽,对齐框架3由四根截面形状相同的边框拼接而成,每根边框由第一竖板301、横板302、第二竖板303构成,横板302外侧垂直与第一竖板301底边固定,横板302内侧垂直与第二竖板303顶边固定,第一竖板301、第二竖板303的上边缘内侧设有向下斜切的引导斜面304;引导斜面304能够将放置精度不高的零件引导进入内部,因此,能够使用较便宜的低精度机械手上料;
[0022]
对齐框架3与定位凹槽101对齐,对齐框架3固定在气缸2的伸缩杆顶部。
[0023]
定位凹槽101上方设有压紧气缸5和压板6,压紧气缸5通过支架(图中未画出)悬空固定在下定位座1上方,压板6固定在压紧气缸5底部,调节压紧力到适当大小,以不会对外壳401产生影响为准。
[0024]
下定位座1内竖直设有两个气缸2,两个气缸2分别与对齐框架3的两条对边固定。
[0025]
工作原理:
[0026]
(1)箱体4外壳401通过对齐框架3精确放入定位凹槽101内;
[0027]
(2)通过气缸2将对齐框架3升起后,部分超出箱体4外壳401上沿,向对齐框架3内放入内壳402,内壳402上沿和外壳401上沿通过对齐框架3的第二竖板303对齐;
[0028]
(3)向对齐框架3内放入上盖403,上盖403边沿通过对齐框架3的第一竖板301对齐;
[0029]
(4)气缸2缓慢收缩,降下对齐框架3,内壳402、上盖403准确落在外壳401上沿,完成对齐过程;在气缸2缓慢收缩过程中,通过压紧气缸5和压板6,将上盖403压在内壳402、外壳401顶部,将三者对齐位置固定下来,以便后续通过焊接机器人或人工使用焊枪7将三者一次性焊接在一起。
[0030]
以上显示和描述了本发明的基本原理、主要特征和优点。本领域的技术人员应该了解,本发明不受上述实施例的限制,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入本发明要求保护的范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1