一种基于钎焊的钢筋笼成型方法与流程
1.本发明涉及钢筋笼加工技术领域,特别是涉及一种基于钎焊的钢筋笼成型方法。
背景技术:
2.钢筋笼是混凝土结构内部,与混凝土共同作用承受外加作用力的金属骨架状构件。钢筋笼由纵筋与箍筋正交组成(如附图2所示)。
3.目前,钢筋笼主要在施工楼层面进行现场绑扎或在工厂预制。随着建筑业发展,需要预制钢筋笼技术,该技术通过把钢筋笼在工厂预制并运输到施工现场组装实现提效。
4.钢筋笼的纵筋与箍筋的正交搭接点连结目前采用绑扎工艺和熔焊焊接工艺,但这两种工艺均不能满足预制钢筋笼的技术要求。
5.若钢筋连结处采用铁丝绑扎工艺,则:
6.a)采用绑扎机械绑扎的接头质量不高、良品率低;
7.b)铁丝绑扎强度及刚度低,钢筋笼运输时的整体性不佳。
8.若采用熔焊焊接工艺,则:
9.a)焊接过程温度高于钢筋相变温度,会影响钢筋的金相组织和强度。
技术实现要素:
10.本发明的目的在于针对以上工艺的缺点,提出一种基于钎焊的钢筋笼成型方法,该基于钎焊的钢筋笼成型方法采用温度较低的钎焊工艺对钢筋笼进行连结可获得较高的牢固性、且对纵筋和箍筋强度影响较少。
11.本发明的目的通过以下技术方案实现:
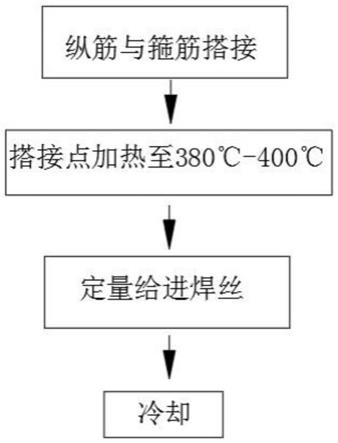
12.提供一种基于钎焊的钢筋笼成型方法,包括以下步骤:
13.步骤1:将纵筋与箍筋搭接形成钢筋构架;
14.步骤2:在所述纵筋与所述箍筋的搭接点使用钎焊方式将所述纵筋与所述箍筋进行焊接,焊接时控制焊接的温度,使该温度满足钎焊时使用的焊丝的工作温度、且不高于钢筋的相变温度;
15.步骤3:在所述纵筋与所述箍筋焊接完成后进行冷却。通过使用工作温度低于纵筋和箍筋的焊丝来对纵筋和箍筋进行钎焊,焊接时控制焊接的温度,使该温度满足焊丝工作温度、且不高于钢筋的相变温度,加热时焊丝熔化,靠润湿作用和毛细作用填满并保持在搭接点的间隙内,而纵筋和箍筋处于固态,依靠液态焊丝和固态的纵筋和箍筋间的相互扩散形成钎焊接头,此焊接方式钢筋笼的牢固性比绑扎方式的好,相比较熔焊而言,不会对纵筋和箍筋产生影响。
16.进一步的,在步骤2中,所述焊接温度为380℃
‑
400℃。在满足建筑规范的情况下,为了增加焊接的速度,一般使焊接温度尽量的接近400℃,其中380℃
‑
400℃效果最佳。
17.进一步的,在步骤2中,所述焊丝为铜铝焊丝,所述焊丝内部带有含助焊剂的药芯;所述纵筋和所述箍筋为碳素结构钢制成的带肋钢筋棒材。对于焊丝的选择一般选铜铝焊
丝,原因是铜铝焊丝的工作温度为380℃
‑
400℃,满足焊接条件,同时为了增加焊接效率,选择内部带有含助焊剂药芯的铜铝焊丝,对于纵筋和箍筋则选择碳素结构钢hrb400制成的热轧带肋钢筋棒材,第一是相变温度为700℃以上,高于焊丝的工作温度,第二是性能优越。
18.进一步的,在步骤2中,焊接加热过程采用稳定、均匀的加热方式对焊件进行加热。焊接加热过程采用稳定、均匀的加热方式对焊件进行加热,能够保证纵筋与箍筋的焊接接头是均匀分布的。
19.进一步的,在步骤2中,焊接加热时的火焰为还原性火焰。焊接加热时的火焰为还原性火焰,能够保证焊接点不产生氧化反应,保证焊接接头的牢固性,增加钢筋笼的使用寿命,对于加热工具可以选择空气助燃焊枪,原因是操作方便,且能够满足上述要求。
20.进一步的,在步骤2中,所述纵筋与所述箍筋进行焊接时,先给所述纵筋与所述箍筋的搭接点进行预热。预热能够更容易使焊丝贴合在纵筋和箍筋上,增加纵筋与箍筋之间的牢固性。
21.进一步的,在步骤2中,给所述纵筋与所述箍筋的搭接点进行预热后,将温度加热至焊接温度,再将所述焊丝接触搭接点。对于加热时,可以搭接点区域为中心,上下及左右移动火焰,使搭接点区域受热均匀,然后将温度升到焊接所需温度,并将焊丝碰触搭接点区域的钢筋,当发现焊丝能够融化时,应立即进给焊丝,并停止加热或保证温度不继续上升以免过烧而损伤钢筋,进给焊丝,直至融化的焊丝形成所需的饱满焊点为止,焊接完成后移开焊枪可让其自然冷却。
22.进一步的,在步骤2之前,对搭接点进行除锈处理。在纵筋与箍筋进行焊接前,需要对搭接点进行除锈处理,除锈处理可以保证焊丝融化后更好的与钢筋贴合,增加整体的牢固性。
23.本发明的有益效果:本发明的一种基于钎焊的钢筋笼成型方法,该基于钎焊的钢筋笼成型方法包括将纵筋与箍筋搭接形成钢筋笼构架;在所述纵筋与所述箍筋的搭接点使用钎焊方式将所述纵筋与所述箍筋进行焊接,焊接时控制焊接的温度,使该温度满足钎焊时使用的焊丝的工作温度、且不高于钢筋的相变温度;在所述纵筋与所述箍筋焊接完成后进行冷却。本发明通过使用工作温度低于纵筋和箍筋的焊丝来对纵筋和箍筋进行钎焊,焊接时控制焊接的温度不低于焊丝的工作温度,同时需要低于纵筋和箍筋的相变温度,加热时焊丝熔化,靠润湿作用和毛细作用填满并保持在搭接点的间隙内,而纵筋和箍筋处于固态,依靠液态焊丝和固态的纵筋和箍筋间的相互扩散形成钎焊接头,此焊接方式钢筋笼的牢固性比绑扎方式的好,相比较熔焊而言,不会对纵筋和箍筋产生影响。
附图说明
24.利用附图对发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
25.图1是本发明的一种基于钎焊的钢筋笼成型方法的流程示意图。
26.图2是纵筋与箍筋搭接示意图。
27.图3是纵筋与箍筋焊接示意图。
28.图4是钢筋笼示意图。
29.图中包括有:
30.纵筋1,箍筋2,焊丝3,空气助燃焊枪4。
具体实施方式
31.结合以下实施例对本发明作进一步描述。
32.实施例1
33.本实施例的一种基于钎焊的钢筋笼成型方法,如图1
‑
4所示,包括以下步骤:
34.步骤1:将纵筋1与箍筋2搭接形成钢筋构架;
35.步骤2:在所述纵筋1与所述箍筋2的搭接点使用钎焊方式将所述纵筋1与所述箍筋2进行焊接,焊接时控制焊接的温度,使该温度满足钎焊时使用的焊丝3的工作温度、且不高于钢筋的相变温度;
36.步骤3:在所述纵筋1与所述箍筋2焊接完成后进行冷却。通过使用工作温度低于纵筋1和箍筋2的焊丝3来对纵筋1和箍筋2进行钎焊,焊接时控制焊接的温度,使该温度满足焊丝3工作温度、且不高于钢筋的相变温度,加热时焊丝3熔化,靠润湿作用和毛细作用填满并保持在搭接点的间隙内,而纵筋1和箍筋2处于固态,依靠液态焊丝3和固态的纵筋1和箍筋2间的相互扩散形成钎焊接头,此焊接方式钢筋笼的牢固性比绑扎方式的好,相比较熔焊而言,不会对纵筋和箍筋产生影响。
37.在步骤2中,所述焊接温度为380℃
‑
400℃。在满足建筑规范的情况下,为了增加焊接的速度,一般使焊接温度尽量的接近400℃,其中380℃
‑
400℃效果最佳。
38.在步骤2中,所述焊丝3为铜铝焊丝,所述焊丝3内部带有含助焊剂的药芯;所述纵筋1和所述箍筋2为碳素结构钢制成的带肋钢筋棒材。对于焊丝3的选择一般选铜铝焊丝,原因是铜铝焊丝的工作温度为380℃
‑
400℃,满足焊接条件,同时为了增加焊接效率,选择内部带有含助焊剂药芯的铜铝焊丝3,对于纵筋1和箍筋2则选择碳素结构钢hrb400制成的热轧带肋钢筋棒材,第一是相变温度为700℃以上,高于焊丝3的工作温度,第二是性能优越。
39.在步骤2中,焊接加热过程采用稳定、均匀的加热方式对焊件进行加热。焊接加热过程采用稳定、均匀的加热方式对焊件进行加热,能够保证纵筋与箍筋的焊接接头是均匀分布的。
40.在步骤2中,焊接加热时的火焰为还原性火焰。焊接加热时的火焰为还原性火焰,能够保证焊接点不产生氧化反应,保证焊接接头的牢固性,增加钢筋笼的使用寿命,对于加热工具可以选择空气助燃焊枪4,原因是操作方便,且能够满足上述要求。
41.在步骤2中,所述纵筋1与所述箍筋2进行焊接时,先给所述纵筋1与所述箍筋2的搭接点进行预热。预热能够更容易使焊丝3贴合在纵筋1和箍筋2上,增加纵筋1与箍筋2之间的牢固性。
42.在步骤2中,给所述纵筋1与所述箍筋2的搭接点进行预热后,将温度加热至焊接温度,再将所述焊丝3接触搭接点。对于加热时,可以搭接点区域为中心,上下及左右移动火焰,使搭接点区域受热均匀,然后将温度升到焊接所需温度,并将焊丝3碰触搭接点区域的钢筋,当发现焊丝3能够融化时,应立即进给焊丝3,并停止加热或保证温度不继续上升以免过烧而损伤钢筋,进给焊丝3,直至融化的焊丝形成所需的饱满焊点为止,焊接完成后移开焊枪可让其自然冷却。
43.在步骤2之前,对搭接点进行除锈处理。在纵筋1与箍筋2进行焊接前,需要对搭接点进行除锈处理,除锈处理可以保证焊丝3融化后更好的与钢筋贴合,增加整体的牢固性。
44.对于除锈处理过程,可以采用磨砂除去表面锈迹,然后在使用除锈剂擦拭,进一步除去不易磨砂除去的锈迹。
45.除完绣后还可以进行表面粗糙处理,表面粗糙处理能够增加钢筋与焊丝3的接触面积,也可以增加整体的牢固性。
46.对于钢筋笼可以是先将纵筋1与直的箍筋件焊接,然后在弯曲箍筋件形成箍筋2,也可以是先将箍筋件弯曲形成箍筋2,再将纵筋1与箍筋2焊接。
47.最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1