一种太阳能电池串焊接方法、电池组件及焊接装置与流程
[0001]
本发明涉及太阳能电池焊接技术领域,尤其涉及一种太阳能电池串焊接方法、电池组件及焊接装置。
背景技术:
[0002]
光伏技术的发展推动着与太阳能电池相关产业的不断壮大,对太阳能电池设备的要求也日趋提高。在太阳能电池组件的生产过程中,需要将电池片通过焊带焊接或叠瓦技术组成电池串,然后将多个电池串排列整齐,再通过焊带连接成电池组件。焊带又称镀锡铜带或涂锡铜带,分为汇流带和互连条。
[0003]
目前,在将焊带焊接到电池串栅线上时,传统焊接方式为:在电池串上通过印刷制备若干个焊接点,使用助焊剂将焊带焊接于焊接点上,以实现多个电池串之间的连接。而采用这种焊接方式时,存在以下问题:需要人工将焊带焊接于各个焊接点上,无法实现自动化焊接,效率低下;焊接点通常采用大量的银材料,成本高;焊接点需要数量较多,会覆盖一定面积的电池片表面,降低电池的光电转化效率。
[0004]
因此,业界急需一种能够节省成本、提高电池效率、便于自动化的太阳能电池串焊接方法。
技术实现要素:
[0005]
为了解决现有技术的不足,本发明的主要目的在于提供一种太阳能电池串焊接方法、电池组件及焊接装置,能够提高电池效率,并有助于实现电池片焊接的自动化,同时降低成本。
[0006]
为了实现上述目的,本发明的技术方案如下:
[0007]
一种太阳能电池串焊接方法,包括以下步骤:
[0008]
将若干个电池片焊接连接成电池串第一部分;
[0009]
将若干个电池片焊接连接成电池串第二部分;
[0010]
在电池串第一部分、电池串第二部分的一边的栅线和/或第一焊带上涂覆导电胶;
[0011]
将所述电池串第一部分和电池串第二部分通过导电胶与第一焊带加热固化焊接,以组成一个完整的电池串。
[0012]
可选地,若干个第一焊带通过第二焊带焊接连接,封装后以组成太阳能电池组件。
[0013]
可选地,将若干个电池片焊接连接成电池串第一部分采用叠瓦技术焊接。
[0014]
可选地,将若干个电池片焊接连接成电池串第二部分采用叠瓦技术焊接。
[0015]
可选地,所述导电胶包括基材和掺杂于所述基材的导电材料,所述基材在受热时固化,所述基材包括环氧基、丙烯酸基、硅胶基或杂化基中的任一种胶材,所述导电材料为银、铜、银包铜中的任一种。
[0016]
可选地,加热固化焊接时,所述导电胶的焊接加热温度为100-220℃,焊接时间为1-50s。
[0017]
可选地,通过所述第一焊带连接的两个电池片之间的距离不大于5mm。
[0018]
可选地,还包括步骤:检测是否存在焊接缺陷和/或电池串缺陷。
[0019]
所述电池片为对制作温度的要求需低于240℃的太阳能电池,所述太阳能电池为异质结电池或n型晶体硅太阳能电池。
[0020]
本发明还提供了一种太阳能电池组件,包含有若干个电池串,所述电池串包含有若干个相互连接的电池片,所述电池片上设有栅线,至少其中一个所述电池片的一边的栅线与相邻电池片通过导电胶与第一焊带加热固化焊接。
[0021]
本发明还提供了一种太阳能电池串焊接装置,包括
[0022]
喷胶装置,用于在电池串的栅线和焊带上喷射导电胶;
[0023]
放置装置,用于将焊带放置于电池串的栅线上;
[0024]
输送装置,用于将电池串及焊带输送至焊接机构处;
[0025]
焊接机构,用于加热导电胶使其固化,将焊带焊接至所述电池串的栅线上;
[0026]
检测机构,用于焊接完成后检测是否存在焊接缺陷和电池串缺陷。
[0027]
本发明提供的一种太阳能电池串焊接方法,通过将电池串第一部分和电池串第二部分采用导电胶与第一焊带加热固化焊接,以组成一个完整的电池串,多个电池串的第一焊带通过第二焊带焊接连接,使得避免了在电池串上印刷制备焊接点及人工将焊带焊接于焊接点的工艺步骤,有助于实现电池串的自动化焊接,避免了印刷制备焊接点导致的昂贵的银材料成本以及焊接点遮挡覆盖电池片表面导致的电池效率降低的问题。
[0028]
本发明提供的一种太阳能电池组件,包含有若干个电池串,所述电池串包含有若干个相互连接的电池片,所述电池片上设有栅线,至少其中一个所述电池片的一边的栅线与相邻电池片通过导电胶与第一焊带加热固化焊接。通过导电胶与第一焊带加热固化焊接,可以避免较长的电池串导致的弯曲率过大导致的破片问题(采用助焊剂和焊带焊接,由于焊带采用的材质为锡铜合金,电池片的材质为硅,焊带与电池片热膨胀系数相差较大,冷却收缩时,电池片会产生一定的弯曲率,而且由于两者的收缩量相差较大,容易将电池片拉破,产生破片,导致破片率较高)。
[0029]
本发明提供的一种太阳能电池串焊接装置,可以用于实现太阳能电池串的自动化焊接,无需人工进行焊带与电池串上焊接点的焊接工序。
附图说明
[0030]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0031]
图1是一个太阳能电池片的结构示意图;
[0032]
图2是现有技术中的太阳能电池串的结构示意图;
[0033]
图3是根据图2所示的电池串通过焊带焊接后的电池组件的结构示意图;
[0034]
图4是本发明提供的太阳能电池串的结构示意图;
[0035]
图5是根据图4所示的两个电池串通过第二焊带焊接的结构示意图;
[0036]
图6是根据图4所示的电池串通过第二焊带焊接的结构示意图;
[0037]
图7是根据图4所示的电池串的结构示意图;
[0038]
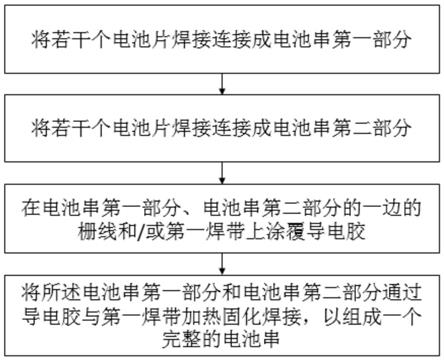
图8是本发明提供的一种太阳能电池串焊接方法的流程示意图;
[0039]
图9是本发明提供的一种太阳能电池串焊接装置的结构示意图。
具体实施方式
[0040]
为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0041]
本发明的发明人发现:如图1-图3所示,传统的太阳能电池串之间的焊接通常采用在电池串2的背面通过印刷制备出若干个银质的焊接点21,再通过人工将焊带3焊接于各个焊接点21。其存在焊接效率低下,成本高昂、电池效率较低的缺点。同时由于,通过助焊剂与焊带3焊接时,由于焊带3(通常为锡铜合金)与电池片1(单晶硅或多晶硅)热膨胀系数相差较大,冷却收缩时,焊带3与电池片1之间的收缩量相差较大,而助焊剂难以发生形变,容易将电池串2拉破。为解决这一问题,发明人提出了本发明的技术方案,即,在电池串2与电池串2之间采用导电胶和焊带进行加热固化焊接,以避免焊接点21导致的问题,有助于实现自动化焊接、提高电池效率并降低成本;并且通过将传统的助焊剂改进为导电胶,利用导电胶固化后有一定弹性,在拉力下可发生形变,弥补焊带与电池片1的收缩量之差,避免焊接时将电池片1拉破,降低了破片率。
[0042]
如图8所示,本发明提供的一种太阳能电池串焊接方法,一般地,可以包括以下步骤:
[0043]
将若干个电池片1焊接连接成电池串第一部分22;
[0044]
将若干个电池片1焊接连接成电池串第二部分23;
[0045]
在电池串第一部分22、电池串第二部分23的一边的栅线11和/或第一焊带4上涂覆导电胶;
[0046]
将电池串第一部分22和电池串第二部分23通过导电胶与第一焊带4加热固化焊接,以组成一个完整的电池串2。
[0047]
具体地,电池片1的结构如图1所示,在电池片1的表面通过印刷制备有银栅线,在电池片1的一边的表面制备有一条栅线11,以用于与相邻的电池片1焊接。通过叠瓦技术进行焊接时,即将多个电池片1的边部依次交叠放置进行焊接,使得组成电池串2。在本发明中,将若干个电池片1焊接连接成电池串第一部分22,以及将若干个电池片1焊接连接成电池串第二部分23,即为采用叠瓦技术进行焊接,焊接时,在电池片1的栅线11上涂覆导电胶,然后叠放至相邻电池片上,加热固化,即可实现焊接连接。
[0048]
需要理解的是,将若干个电池片1焊接连接成电池串第一部分22,以及将若干个电池片1焊接连接成电池串第二部分23时,还可以采用其他的焊接方式,以能实现电池片间的焊接连接即可。
[0049]
在本发明中,一个完整的电池串2并不仅仅限于电池串第一部分22和电池串第二部分23,还可以是更多的部分。例如电池串第一部分、电池串第二部分、电池串第三部分、
……
电池串第n部分,其中n为整数等等。可选地,电池串第一部分、电池串第二部分、电
池串第三部分、
……
电池串第n部分均为小的电池串,相邻两个小的电池串之间通过导电胶和第一焊带加热固化焊接,这些若干个小的电池串连接后组成完整的电池串2,此时,完整的电池串2即为一个长的电池串。如图6和图7中,即一个完整的电池串2包含有3部分的电池串通过导电胶与第一焊带4加热固化焊接组成。
[0050]
在电池串第一部分22、电池串第二部分23的一边的栅线11和/或第一焊带4上涂覆导电胶。导电胶包括基材和掺杂于基材的导电材料。基材会在受热时(100-220℃)发生固化。本发明采用的导电胶的基材可以是包括环氧基、丙烯酸基、硅胶基或杂化基中的任一种胶材。其中所掺杂的导电材料可以为银、铜、银包铜中的任一种。本发明将传统的助焊剂改进为导电胶,利用导电胶固化后有一定弹性,在拉力下可发生形变,弥补焊带4与电池片1的收缩量之差,避免焊接时将电池片1拉破,降低了破片率。
[0051]
如图5-7所示,将电池串第一部分22和电池串第二部分23通过导电胶与第一焊带4加热固化焊接,以组成一个完整的电池串2。加热固化焊接时,导电胶的焊接加热温度为100-220℃,焊接时间为1-50s。通过导电胶的低温焊接(低于220℃),避免了传统助焊剂焊接时采用红外加热的高温导致的电池性能下降,或者部分结构的太阳能电池的制备工艺要求必须在低温状态下进行的问题。可选地,通过第一焊带4连接的相邻两个电池片1之间的距离l不大于5mm。而传统的通过助焊剂和焊带3进行焊接时,由于助焊剂需要进行高温焊接,导致相邻的两个电池片1之间的距离l至少需要大于10mm,而且由于焊带3与电池片1热膨胀系数相差较大,冷却收缩时,收缩量相差较大,容易将电池片拉破,产生破片。在本发明中,为提高电池组件的效率,应尽可能减小l的大小,采用导电胶代替助焊剂,既实现了低温焊接,同时又减小了l的大小,以使得电池组件中的空隙最小化,避免了收缩量相差较大导致的破片和弯曲率过大的问题,提高了电池效率。
[0052]
可选地,本发明提供的太阳能电池串焊接方法,其涉及的电池片为对制作温度的要求需低于240℃的太阳能电池。太阳能电池为n型电池。可选地,n型电池为异质结电池(即本征薄膜异质结电池,简称hit或hjt或shj)。特别地,本发明提供的太阳能电池串焊接方法,尤其适用于异质结电池。例如,异质结电池在制备过程中最高承受温度为220~240℃,当其温度高于该温度区间后,会给电池片带来损伤,降低发电效率。常规的助焊剂焊接时采用红外灯管或加热棒加热,焊接温度在300℃左右,会严重地损坏异质结电池的电池片,降低其发电效率,而低温焊带的导电效率难以满足电池片与焊带之间的导电效率。此时,采用本发明的太阳能电池串焊接方法,通过导电胶将焊带与电池片进行加热固化,以实现粘接,其粘接温度低(低于220℃),避免了传统助焊剂焊接时采用红外加热的高温导致的电池性能下降,或者部分结构的太阳能电池的制备工艺要求必须在低温状态下进行的问题。
[0053]
如图5和图6所示,本发明提供的太阳能电池串焊接方法,在完整的电池串2制备完成后,可通过第二焊带5焊接于多个电池串2的第一焊带4上,实现多个电池串之间的连接,以形成电池串2的阵列。然后,再将电池串阵列进行封装,即可组成太阳能电池组件。
[0054]
进一步地,本发明提供的太阳能电池串焊接方法,还包括步骤:通过el检测仪(英文electroluminescent,电致发光检测)检测是否存在焊接缺陷和/或电池串缺陷。el检测仪利用晶体硅的电致发光原理,利用高分辨率的红外相机拍摄组件的近红外图像,获取并判定组件的缺陷。
[0055]
本发明提供的一种太阳能电池串焊接方法,通过将电池串第一部分22和电池串第
二部分23采用导电胶与第一焊带4加热固化焊接,以组成一个完整的电池串2,多个电池串2的第一焊带4通过第二焊带5焊接连接,使得避免了在电池串2上印刷制备焊接点21及人工将焊带3焊接于焊接点21的工艺步骤,有助于实现电池串2的自动化焊接,避免了印刷制备焊接点21导致的昂贵的银材料成本以及焊接点21遮挡覆盖电池片1表面导致的电池效率降低的问题。
[0056]
如图5-6所示,本发明还提供了一种太阳能电池组件。太阳能电池组件包含有若干个电池串2。电池串2包含有若干个相互连接的电池片1。电池片1上设有栅线11。电池串2中至少一个电池片1的一边的栅线与相邻电池片1通过导电胶与第一焊带4加热固化焊接。如图7所示,即为其中一个电池串2的结构示意图。通过在电池串2的一个电池片的栅线11或第一焊带4上涂覆导电胶,然后加热固化,实现电池串2与电池串2的焊接连接。多个电池串2的第一焊带4通过第二焊带5焊接连接,形成电池串阵列,然后再经过封装工艺,即可制成本发明的太阳能电池组件。第一焊带4和第二焊带5之间的焊接可以是通过助焊剂焊接或直接焊接,这是由于第一焊带4和第二焊带5均是采用锡铜合金等金属材质制成,其收缩性能一致,焊接较为容易,在焊接时无需考虑其收缩性能。
[0057]
本发明提供的一种太阳能电池组件,通过导电胶与第一焊带4加热固化焊接,可以避免较长的电池串2导致的弯曲率过大导致的破片问题(采用助焊剂和焊带焊接,由于焊带采用的材质为锡铜合金,电池片的材质为硅,焊带与电池片热膨胀系数相差较大,冷却收缩时,电池片会产生一定的弯曲率,而且由于两者的收缩量相差较大,容易将电池片拉破,产生破片,导致破片率较高)。
[0058]
如图9所示,本发明还提供了一种太阳能电池串焊接装置,包括喷胶装置100、放置装置200、输送装置300、焊接机构400和检测机构500。喷胶装置100用于在电池片1的栅线11和第一焊带4上喷射导电胶。放置装置200用于将第一焊带4放置于电池串2的栅线上。输送装置3用于将电池串2及第一焊带4输送至焊接机构400处。焊接机构400用于加热导电胶使其固化,将第一焊带4焊接至电池串2的栅线上。检测机构500用于焊接完成后检测是否存在焊接缺陷和电池串缺陷。本发明提供的一种太阳能电池串焊接装置,通过喷胶装置100在电池串2的栅线和第一焊带4上喷射导电胶,然后通过放置装置200将第一焊带4放置于电池串2的栅线上,再将电池串2及第一焊带4输送至焊接机构400处,通过焊接机构400加热导电胶使导电胶固化,从而将第一焊带4焊接至电池串2的栅线上。
[0059]
检测机构5用于检测是否存在焊接缺陷和电池串缺陷。其中焊接缺陷包括漏焊和虚焊等,电池串缺陷包括破片和隐裂。焊接完毕,将焊接好的电池串移动到此工位进行el检测,检测有无漏焊、虚焊等焊接缺陷,焊接头压力过大或压力不均导致的破片、隐裂等缺陷也能在此检测出来。检测后,通过移串机构下料。
[0060]
本发明提供的一种太阳能电池串焊接装置,可以用于实现太阳能电池串的自动化焊接,无需人工进行焊带3与电池串2上焊接点21的焊接工序。
[0061]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1