切割工具的制作方法
1.本发明涉及一种电动工具,具体涉及一种切割工具。
背景技术:
2.传统的切割工具包括能够切割工件的切割件以及工作台,在切割过程中,切割件会产生热量变热,为避免切割件过热,通常在工作台上设置有用于冷却切割件的冷却液,切割件部分浸入在冷却液中,在切割操作过程中,切割件旋转并通过冷却液带走热量,而切割工具100在使用的过程中,由于切割件220高速转动,易将流体腔111中的冷却液带走,冷却液在被切割件220带动离开的过程中受离心力作用会产生甩溅的现象,一方面冷却液溅出会污染工作环境,且甩出的冷却液无法回收造成冷却液使用效率低,需要频繁地增添冷却液不利于提高用户的使用体验;另一方面,甩溅出的冷却液与切割碎屑混杂后容易污染工件表面遮住切割线,影响用户的操作视线,影响切割精度。
3.为解决上述问题,目前通过在流体腔中切割件的轴向两端设置部分围挡切割件的挡板或者凸台,以减缓冷却液被带离液面时的甩溅现象,经验证上述方式仅可轻微减缓甩溅现象,效果并不显著。
技术实现要素:
4.本发明采用如下的技术方案:一种切割工具,其包括:基座,包括盛放流体的流体腔;操作台,设于所述基座上;切割机构,包括驱动件和切割件,所述驱动件驱动所述切割件旋转,所述切割件至少部分突出穿过所述操作台;还包括引流罩,可拆卸地设于所述流体腔中,包括围绕所述切割件外周设置的主壳部,所述流体可沿主壳部内壁流动,所述主壳部内壁相对于所述流体腔的底壁倾斜或者弯曲设置。
5.进一步地,所述主壳部内壁包括基本上位于以所述切割件的轴线为中心线的圆周上的引流曲面。
6.进一步地,所述主壳部与所述切割件边缘的径向间隙为δd,切割件的半径为r,则1/20≤δd/r≤1/9。
7.进一步地,所述主壳部沿所述切割件旋转方向延伸的角度为γ,则γ≥120
°
。
8.进一步地,所述主壳部自所述切割件的下极限位置处向所述切割件旋转方向的反方向延伸的角度为β,则15
°
≤β≤35
°
。
9.进一步地,所述引流罩包括导入端和导出端,所述导入端低于极限液位,所述导出端高于极限液位。
10.进一步地,所述引流罩还包括轴壳部,所述轴壳部自所述主壳部延伸至所述切割
件的轴向端部。
11.进一步地,所述轴壳部的径向尺寸为s,所述切割件的半径为r,则1/4≤s/r≤1/3。
12.进一步地,所述轴壳部的内壁与所述切割件的轴向间隙为g,所述切割件的半径为r,则1/20≤g/r≤1/8。
13.进一步地,所述轴壳部和所述主壳部一体成型。
14.进一步地,所述引流罩还包括设于所述主壳部和/或轴壳部内的阻流单元,所述阻流单元与所述切割件的轴向间隙小于所述轴壳部与所述切割件的轴向间隙,所述阻流单元与所述切割件的径向间隙小于所述主壳部与所述切割件的径向间隙。
15.进一步地,所述阻流单元与所述切割件的间隙小于等于6mm。
16.进一步地,所述引流罩还包括设置于所述引流罩上的用于泄流和/或泄污的开口。
17.进一步地,所述引流罩还包括堵流单元,所述堵流单元为设置于所述引流罩导出端的至少一软质挡垫。
18.本发明的有益之处在于:通过设置围绕于切割件外周的引流罩,一方面限制了切割件旋转带动的冷却液产生大范围甩溅,提高冷却液的利用率,避免用户频繁添加冷却液,也避免因冷却液甩溅而导致的环境污染。另一方面,引导冷却液在引流罩和切割件外缘之间限制的空间中移动,也进一步提高了切割件的冷却效果。
19.附图说明
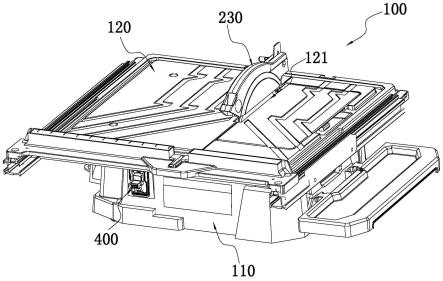
20.图1是本发明的切割工具的结构示意图。
21.图2是本发明一实施方式的切割工具除去操作台后的结构示意图。
22.图3是图2中的切割工具的a-a剖视图。
23.图4是图2中的切割工具剖开流体腔后的结构示意图。
24.图5是图4中的切割工具除去切割件后的结构示意图。
25.图6是图5中的切割装置的b-b剖视图。
26.图7是本发明一实施方式的切割工具除去操作台后的结构示意图。
27.图8是图7中切割工具的切割件与引流罩的装配示意图。
28.图9是图8中切割工具的切割件与引流罩装配后的主视图。
29.图10是图7中的切割工具的引流罩的结构示意图。
30.图11是图7中的切割工具的引流罩的另一角度的结构示意图。
31.图12是本发明一实施方式的切割工具除去操作台后的结构示意图。
32.图13是图12中的切割工具的c-c剖视图。
33.图14是图12中的切割工具的阻隔机构的结构示意图。
34.图15是图14中的阻隔机构的右视图。
35.图16是图14中的阻隔机构的左视图。
36.图17是本发明一实施方式的切割工具除去操作台后的结构示意图。
37.图18是本发明一实施方式的切割工具除去操作台后的结构示意图。
38.附图标记说明:100-切割工具;
110-基座;111-流体腔;111a-底壁;111b-侧壁;111b
’-
支承壁;112-安装腔室; 114-泄水孔;115-平面凸台;116-安装凸台;120-操作台;121-开口;210-驱动件;220-切割件;221-旋转中心; 222-竖直中心线;223-水平中心线;230-护罩;310-径向引流单元;311-引流曲面;320-轴向引流单元;321-引流平面;341-第一凸筋;342-第二凸筋;350-搅流单元;360-堵流单元;400-开关组件;500-引流罩;501-导入端;502-导出端;510-主壳部;511-周向引流单元;520-轴壳部;521-轴向引流单元;531-第一凸块;532-第二凸块;540-开口;560-连接部;600-阻隔机构;611-卡槽;612-固定凸耳;613-插销;620-顶边;630-进入边;640-连接边;650-限流面;660-阻流件。
具体实施方式
39.如图1所示,为本发明的一种切割工具100,该切割工具100具体为瓷砖切割机,其可以用于切割瓷砖、大理石、花岗岩等。其中该切割工具100包括基座110、操作台120和切割机构。
40.如图1-图2所示,切割工具100还包括开关组件400和控制组件(未在图中示出),其中控制组件用于控制切割工具100的运转,开关组件400分别与驱动件210和控制组件连接以控制驱动件210的启停。
41.其中基座110可被放置于底面或者其他工作台上,如图2所示,基座110中设有安装腔室112和流体腔111,其中流体腔111用于盛放冷却液,流体腔111的底部设置有用于排出流体的泄水孔114,泄水孔114的四周呈一漏斗式的排水设计以利于内部流体的顺利排出。本实施方式中的流体腔111和安装腔室112均为直接成形于所述基座110内的内陷的空腔,当然,流体腔111也可设置单独的盆体或者壳体,与基座110连接固定。
42.如图1所示,操作台120设于基座110上,用于放置工件供用户执行切割操作,操作台120覆盖流体腔111的开口,当然操作台120上设置有至少允许部分切割件220穿过的开口121。切割件220的上半部分穿过开口121,下半部分延伸至流体腔111中。
43.参见附图2,切割机构包括驱动件210和切割件220,具体地,驱动件210为电机,电机设于基座110内的安装腔室112中,切割件220为锯片,锯片与电机连接由电机驱动旋转。为确保操作者的安全,如图1所示,锯片暴露于操作台120上方的部分还被包覆有护罩230。
其中本实施方式中的驱动件210由动力源驱动旋转,动力源可以为直流电源也可以为交流电源在此不作限制。
44.其中参见附图4,流体腔111包括一底壁111a和多个侧壁111b,侧壁111b大致自底壁111a向上延伸,侧壁111b围合形成流体腔111的周边,底壁111a和所有侧壁111b共同围合形成流体腔111。本实施方式中包括四个侧壁111b,四个侧壁111b大致围合成一个矩形的流体腔111。当然,侧壁111b的数量不限于四个,其围合形成的流体腔111也不限于矩形腔。
45.如图3-图5所示,其中侧壁111b中包括一支承侧壁111b’,支承侧壁111b’隔离开基座110中的流体腔111和安装腔室112,支承侧壁111b’上设置有允许电机的输出轴穿过的安装孔,切割件220安装于电机的输出轴端并位于流体腔111中。
46.其中流体腔111用于盛放冷却液(未在图中示出),切割件220部分浸入冷却液中。本实施方式中采用水作为冷却液。在切割过程中,当切割件220旋转经过冷却液时可被冷却同时被清洁,换言之,流体腔111中的冷却液用于冷却切割件220并带走切割件上的切割碎屑。
47.参见附图3-图6,为本发明一实施方式的切割工具,其中该实施方式的切割工具100还包括流体控制机构,其中流体控制机构包括径向引流单元310。其中径向引流单元310设于流体腔111中,且径向引流单元310至少包括围绕切割件220的外周设置的引流面,流体腔111中的流体沿引流面表面流动,引流面相对于流体腔111的底壁倾斜或者弯曲设置。
48.其中引流面可以包括一设置于切割件220外周的相对于流体腔底壁111a倾斜的斜面,也可以包括一设置于切割件220外周的曲面。其中本实施方式中的引流面为围绕切割件220的外周设置的引流曲面311,其中引流曲面311基本上位于以切割件220的轴线为中心线的圆周上。当然,作为可替换的实施方式,引流曲面311也可设置为其他任意曲率。
49.具体地,参见图3-图6,该实施方式中的径向引流单元310为设置在流体腔111中的凸台,其中该凸台为一弧形凸台,弧形凸台的顶部具有一曲面构成为引流曲面311,其中该引流曲面311大致为一个圆周面的一部分,并且该引流曲面311与切割件220大致同轴设置。
50.其中引流曲面311自底壁111a向切割件220旋转方向延伸,引流曲面311的端部至少高于极限液位。具体地,如图3所示,该实施方式中的切割件220沿逆时针方向转动,则引流曲面311自底壁111a逆时针方向延伸,通过设置引流曲面311沿切割件220的外周延伸,一方面限制了切割件220旋转带动的冷却液产生大范围甩溅,提高冷却液的利用率;另一方面,引导冷却液在引流曲面311和切割件220外缘之间限制的空间中移动,也进一步提高了切割件220的冷却效果。
51.参见附图3,为了进一步提高引流和防溅的效果,该实施方式中的引流曲面311与切割件220的边缘的径向间隙设置为δd,切割件220的半径为r,则1/20≤δd/r≤1/9。其中在本实施例中0<δd≤10mm,具体地径向间隙δd可以设置为8mm。
52.通过将引流曲面311与切割件220外缘之间的间隙限制在上述范围内,既可以确保切割件220的冷却性能也有利于降低冷却液的甩溅,从而提高冷却液的利用效率,避免用户频繁添加冷却液,也避免因冷却液甩溅而导致的环境污染。
53.进一步地,引流曲面311包括进入端和流出端,其中流出端沿逆时针方向设置于进入端的后方,该实施方式中的引流曲面311的进入端浸入在冷却液中,而流出端伸出冷却液设置。
54.具体地,如图6所示,该实施方式中的引流曲面311自切割件220的正下方向切割件220旋转方向延伸的角度为α,则α≥70
°
,例如为70
°
、90
°
、120
°
等。由此可以确保引流曲面进行有效地引流和防溅。其中可以理解的是,切割件220的正下方指切割件220旋转经过的最低处。
55.通过上述设置有利于顺利有效地将流体腔111中的冷却液引导入引流曲面311上,并沿引流曲面311与切割件220之间的间隙运动,同时确保了有效的冷却路径,进一步地提升了冷却液对切割件的冷却及冷却液的防溅。
56.如图5和图6所示,流体控制机构还包括轴向引流单元320,其中轴向引流单元320包括与切割件220间隔地设于切割件220至少轴向一侧的引流平面321。其中引流平面321与切割件220表面的轴向间隙为g1,则1/20≤g1/r≤1/8,例如1/11≤g1/r≤1/10。由此,在该实施方式中,形成于支承侧壁111b’上的平面凸台的外端面构成引流平面321,引流平面321与切割件220表面的轴向间隙g1,且0<g1≤8mm,例如g1为8mm、6mm、5mm、3mm等。
57.具体地,如图6所示,该实施方式中在支承侧壁111b’上设置有凸出支承侧壁111b’表面设置的平面凸台115,平面凸台115的外端面平行于切割件220的表面设置并构成其中一个引流平面321。进一步地,该实施方式中的平面凸台115的高度为 h,切割件220的半径为r,则1/4≤h/r≤1,例如具体地,可设置为1/3≤h/r≤2/3。由此可确保有效地限制切割件220两轴端供冷却液通过的高度或者面积。其中高度h指平面凸台115沿垂直于底壁111a方向的尺寸,或平面凸台115竖直方向的尺寸。
58.当然,作为可替换的实施方式,也可在切割件220的外侧同样设置另一个引流平面321,其中支承侧壁111b’位于切割件220的内侧,则切割件220的另一侧为外侧。例如在弧形凸台与支承侧壁111b’相对的外侧设置有辅助平面凸台,辅助平面凸台上朝向切割件220一侧的内壁面构成为另一引流平面321,或者,也可在切割件220的外侧设置有一挡板,该挡板朝向切割件220的内壁面构成为另一引流平面321,同样地该引流平面321与切割件220的表面之间的轴向间隙g也满足0<g≤8mm;或者g满足1/20≤g/r≤1/8,例如1/11≤g/r≤1/10。同样地,该辅助平面凸台的高度为 h,则同样满足1/4≤h/r≤1,例如,1/3≤h/r≤2/3。
59.通过在切割件220的轴向端部设置有引流平面321,可进一步限制切割过程中切割件220大致沿轴向的甩溅现象,由此进一步提高了流体控制机构的防甩溅效果,也进一步提高了冷却液的使用效率。其中大致沿轴向指除沿切割件220径向以外的任意方向。
60.如图4所示,该实施方式中的流体控制机构还包括设于径向引流单元310和/或轴向引流单元320上的阻流单元,阻流单元用于阻挡冷却液流,减少冷却液流以降低甩溅量,阻流单元与切割件220的径向间隙小于引流曲面311与切割件220的径向间隙,阻流单元与切割件220的轴向间隙小于引流平面321与切割件220的轴向间隙。具体地,该实施方式中,阻流单元与切割件220的径向间隙和轴向间隙均小于等于6mm。
61.参见附图4-图5,其中阻流单元可以为设置于径向引流单元310和/或轴向引流单元320上的凸筋。例如,阻流单元可以包括设置在引流曲面311表面的第一凸筋341,其用于进一步缩小切割件220的径向水流间隙,其中第一凸筋341沿切割件220的轴向延伸地设置于引流曲面311上。或者,阻流单元也可以包括设置在轴向引流单元320上的凸筋,其用于进一步缩小切割件220的轴向水流间隙。又或者,阻流单元还可以包括设置在弧形凸台上的第二凸筋342,其中第二凸筋342为一轴向横跨于切割件220边缘的u型凸筋,其底臂形成于弧
形凸台的引流曲面311上,两侧壁可分别形成于弧形凸台的相邻部件上(例如可形成于支承侧壁111b’或相邻安装座或引流平面上)。该u型凸筋可同时限制切割件220的径向水流间隙和轴向水流间隙。其中在该实施方式中同时设置有第一凸筋341和第二凸筋342,第一凸筋341和第二凸筋341沿切割件220的旋转方向间隔地设置于引流曲面311上。当然,阻流单元的设置个数也不限制于两个,可以设置为任意数量。
62.参见附图4-图5,该实施方式中的流体控制机构还包括设于径向引流单元310和/或轴向引流单元320上的搅流单元350,其中搅流单元350向引流曲面311的径向外侧凹陷地设于引流曲面311上。具体地,该实施方式中的搅流单元350为设置于引流曲面311上的凹槽,其具有一个逐渐内缩的开口,即凹槽的开口尺寸大于其槽底的尺寸,该实施方式中的凹槽为一横截面为倒三角形的凹槽。通过设置搅流单单元350起到搅流作用,可限制冷却液的流速,进一步避免冷却液甩溅。当然,也可在轴向引流单元320上设置搅流单元,或者在径向引流单元310和轴向引流单元320上同时设置搅流单元350。
63.参见附图2-图5,流体控制机构还包括堵流单元360,其中堵流单元360为设置于径向引流单元310下游的至少一软质挡垫,堵流单元360与切割件220之间的间隙小于阻流单元与切割件220之间的间隙。具体地,堵流单元360可以为橡胶垫,其可以独立固定在流体腔111内的安装座上,也可以固定在流体腔111的侧壁上,下游指沿切割件220旋转方向的后方,其中,该实施方式的软质挡垫设置在引流曲面311的流出端上方,具体为流体腔111内切割件220即将旋出流体腔111转动至操作台120上的位置处。堵流单元360对冷却液的最后一道障碍,其用于最后控制随切割件220旋出的冷却液的量,从而避免在操作台120上切割件220的出口处形成大量甩溅,也避免切割件220的旋转带出过多的冷却液从而引起操作台面上液体的堆积,也就进一步避免产生大量的污水遮住切割线影响切割精度。
64.参见附图7-附图11,为本发明一实施方式的切割工具,其中该实施方式的切割工具100包括引流罩500,其中引流罩500至少围设于浸入在冷却液中的切割件220的外周,引流罩500与流体腔111的内壁连接或者与设于流体腔111中的安装凸台116连接,具体地,如图8-图10所示,引流罩500包括连接部560,连接部560可以通过例如销轴、螺钉等与安装凸台116固定连接,也可以通过插接或者卡接方式连接。
65.参见附图8-附图11,该实施方式中的引流罩500包括主壳部510,其中主壳部510设于流体腔111中,且主壳部510包括一主壳部内壁,该主壳部内壁沿切割件220的外缘设置,流体可沿主壳部510的内壁流动,主壳部内壁相对于流体腔111的底壁倾斜或者弯曲设置。
66.主壳部内壁可以包括相对于流体腔底壁111a倾斜的斜面,或者包括弯曲的曲面。其中本实施方式中的主壳部内壁包括一引流曲面311,该引流曲面311基本上位于以切割件220的轴线为中心线的圆周上。当然,作为可替换的实施方式,引流曲面311也可设置为其他任意曲率。
67.通过上述设置一方面限制了切割件220旋转带动的冷却液产生大范围甩溅,提高冷却液的利用率;另一方面,引导冷却液在引流罩510和切割件220外缘之间限制的空间中移动,也进一步提高了切割件220的冷却效果。
68.具体地,参见图11,本实施方式中的主壳部内壁为一曲面构成为周向引流单元511,其中该周向引流单元511大致为一个圆周面的一部分,并且该周向引流单元511与切割件220大致同轴设置。换言之,该实施方式中的主壳部510为一曲面壳体,即构成为圆周面的
一部分。
69.当然,作为可替换的实施方式,该主壳部510也不限于为一曲面壳体,其可以是任意外形的主壳部,例如:矩形、梯形、甚至是不规则形状等,只需满足该主壳部内壁包括一围绕切割件外周设置的周向引流单元即可。
70.如图9所示,其中该实施方式中引流罩500内的周向引流单元511大致沿切割件220的旋转方向延伸,其中该实施方式中切割件220沿图9中逆时针方向旋转,则周向引流单元511同样沿逆时针方向延伸,若周向引流单元511沿切割件220旋转方向延伸的角度为γ,则γ≥120
°
,例如γ为120
°
,150
°
等。
71.进一步地,参见附图10,引流罩500包括导入端501和导出端502,其中导入端501低于极限液位,导出端502高于极限液位。具体地,当流体腔111设置有下极限液位和上极限液位时,则引流罩500的导入端501低于下极限液位,由此可确保冷却液可顺利进入导入端501,引流罩500的导出端502高于上极限液位设置。可以理解的是,通过该结构设置有利于顺利有效地将流体腔111中的冷却液引导入引流罩510中,并沿引流罩510与切割件220之间的间隙运动,同时确保了有效的冷却路径;进一步地提升了冷却液对切割件的冷却及冷却液的防溅。
72.继续参见附图9,该实施方式中的主壳部510自切割件220的下极限位置处向切割件220旋转方向的反方向延伸的角度为β,则β满足15
°
≤β≤35
°
。其中如图9,切割件220沿逆时针方向旋转,则引流罩500自切割件220的下极限位置处顺时针延伸β角,其中15
°
≤β≤35
°
。由此,既确保引流罩500的导入端501不突出冷却液,冷却液可有效进入引流罩500中,对切割件220进行冷却;也确保进入引流罩500的冷却液可行进足够的冷却路径确保对切割件220的冷却效果。
73.为了进一步提高引流和防溅的效果,该实施方式中的主壳部内壁构成的周向引流单元511与切割件220的边缘的径向间隙设置为δd’,切割件220的半径为r,则1/20≤δd’/r≤1/9。
74.其中在该实施例中,0<δd’≤10mm,具体地径向间隙δd’可以设置为8mm。通过将主壳部510与切割件220外缘之间的间隙限制在上述范围内,既可以确保切割件220的冷却性能也有利于降低冷却液的甩溅,从而提高冷却液的利用效率,避免用户频繁添加冷却液,也避免因冷却液甩溅而导致的环境污染。
75.如图8-图11所示,引流罩500还包括轴壳部520,其中轴壳部520可以与主壳部510一体成型,也可以分体设置后组装成型。该实施方式中的轴壳部520自主壳部510的轴端延伸至切割件220的轴端外侧,可以理解的是轴壳部520自主壳部510的轴端延伸并部分覆盖切割件220的轴端外侧。换言之,引流罩500不仅遮挡切割件220浸入流体中的外缘还遮挡切割件220的部分轴端。
76.参见附图9,该实施方式中的轴壳部520自主壳部510延伸至切割件220的轴向端部,若轴壳部520的径向尺寸为s,切割件的半径为r,则1/4≤s/r≤1/2,例如1/4≤s/r≤1/3。
77.参见附图11,轴壳部520包括与切割件220间隔地设于切割件220轴向两侧的轴向引流单元521。具体地,该实施方式中,轴壳部内壁形成轴向引流单元521,其中轴向引流单元521与切割件220表面的轴向间隙为g1’,则1/20≤g1’/r≤1/8,例如1/11≤g1’/r≤1/10。
78.在该实施方式中,轴向引流单元521与切割件220表面的轴向间隙g1’满足0<g1’≤8mm。
79.可以理解的是,作为可替换的实施方式,轴壳部520也可只设置一个,此时,轴壳部520与切割件220外侧的主壳部510连接,位于切割件220内侧的支承侧壁111b’的外表面构成为切割件220另一侧的轴向引流单元,或者在支承侧壁111b’上设置有若干平面凸台,平面凸台上平行于切割件220表面的一平面构成其中一个轴向引流单元521。进一步地,在该实施方式中的平面凸台的高度为 h’,切割件220的半径为r,则1/4≤h’/r≤1,例如具体地,可设置为1/3≤h’/r≤2/3。
80.通过在切割件220的轴向端部的至少一侧设置有轴向引流单元521,可进一步限制切割过程中大致沿轴向的甩溅现象,由此进一步提高了引流罩500的防甩溅效果,并进一步提高了冷却液的使用效率。其中大致沿轴向甩溅指沿切割件220的轴向以及与切割件220轴向呈角度向切割件220端面外侧甩溅。
81.本实施方式中的引流罩500还包括设于主壳部510和/或轴壳部520内壁上的阻流单元,阻流单元用于阻挡冷却液流,减少冷却液流以降低甩溅量,阻流单元与切割件220的径向间隙小于周向引流单元511与切割件220的径向间隙,阻流单元与切割件220的轴向间隙小于轴向引流单元521与切割件220的轴向间隙。具体地,该实施方式中的阻流单元与切割件220的径向间隙和轴向间隙均小于等于6mm。
82.参见附图11,其中阻流单元可以为设置于主壳部510和/或轴壳部520上的凸筋和/或凸块。例如,阻流单元可以包括设置在轴壳部520内表面的第一凸块531,其用于进一步缩小切割件220的轴向水流间隙。或者,阻流单元还可以包括设置在引流罩500内壁上的第二凸块532,其中第二凸块532为一轴向横跨于切割件220边缘的u型凸块,其底壁形成于主壳部510上,两侧壁可分别形成于轴壳部520上。该u型凸块可同时限制切割件220的径向水流间隙和轴向水流间隙。其中在本实施方式中同时设置有若干第一凸块531和第二凸块532,第一凸块531和第二凸块532间隔地设置。
83.参见附图11,本实施方式中的引流罩500还包括设于主壳部510和/或轴壳部520上的开口540,其中开口540用于泄流和/或泄污,其中泄流是指允许冷却液从开口540回流至流体腔111中,泄污是指允许切割过程中的切割碎片或碎屑,例如瓷泥等从开口540流出排至流体腔111中,由此避免因碎屑或碎片导致的切割件220的堵转,确保切割件220的正常运转。
84.参见附图7,本实施方式中的切割装置100也包括堵流单元360,其中堵流单元360为设置于主壳部510出口端的至少一软质挡垫,堵流单元360与切割件220之间的间隙小于阻流单元与切割件220之间的间隙。具体地,堵流单元360可以为橡胶垫,其可以固定在安装座上,也可以固定在流体腔111的侧壁上,主壳部510的出口端指切割件220旋出引流罩500的端部。其中,该实施方式的软质挡垫横向设置于引流罩500的出口端处。堵流单元360为对冷却液的最后一道障碍,其用于最后控制随切割件220旋出的冷却液的量,从而避免在操作台120上切割件220的出口处形成大量甩溅和液体的堆积,从而也避免产生大量的污水遮住切割线影响切割精度。
85.如图12-图16所示,为本发明一实施方式的切割装置,其中切割件220被驱动件驱动围绕第一轴线旋转,切割件220在其旋转路径上具有进入区和脱离区,具体地,进入区指
切割件220进入冷却液并旋转至切割件220的下极限位置之间的旋转路径,脱离区指切割件220自下极限位置旋转至脱离流体的旋转路径;换言之,切割件220自接触流体并旋转至其被浸入冷却液最深位置之间的旋转区间为进入区,自切割件浸入流体最深位置处旋转至脱离冷却液的位置之间的旋转区间为脱离区。
86.如图12-图13所示,在该实施方式中,切割工具100还设置有一阻隔机构600,阻隔机构600沿大致垂直于第一轴线的方向安装于流体腔111中切割件的轴向端部。其中阻隔机构600具有向第一轴线方向的轴向投影,其中参见附图13,该轴向投影至少覆盖切割件220的旋转中心221以及位于脱离区中的切割件220。
87.参见附图13,在该实施方式中,阻隔机构600的轴向投影越过切割件220的竖直中心线222并向进入区延伸,阻隔机构600的轴向投影越过切割件220的水平中心线223向上延伸。其中竖直中心线222和水平中心线223均为切割件220上的经过其旋转中心221的中心线,竖直中心线222大致垂直于地面,水平中心线223大致平行于地面。
88.如图14-图16所示,在该实施方式中阻隔机构600为一挡板,挡板大致沿垂直于第一轴线的方向设置于流体槽111中,其中阻隔机构600包括安装部,安装部用于可拆卸安装在流体腔111中。
89.如图12所示,具体地,该实施方式中的阻隔机构600与基座110枢接连接,安装部包括设置于阻隔机构600上的卡槽611以及固定凸耳612,其中固定凸耳612设置于脱离区的外侧,即图13中的右侧,安装凸台116上设置有与固定凸耳612可拆卸连接的连接孔,安装时,固定凸耳612通过销钉、销轴等与安装凸台116枢接,使得阻隔机构600可在流体腔111中围绕销轴转动。
90.如图13和图16所示,卡槽611设置于阻隔机构600的底部,在流体腔111底壁111a上设置有适于卡入卡槽611中的插销613,插销613可插置于插槽611中,由此实现了阻隔机构600的便捷固定和打开。当然,也可将插销设置于阻隔机构600上,卡槽设置于流体腔111中,在此对该结构不作限定。
91.作为可替换的实施方式,阻隔机构600还可设置与流体腔111的内壁和/或安装凸台116插接,具体地,流体腔111与阻隔机构600对应的内壁和/或安装凸台116上分别设置有适于阻隔机构600连接的插槽,阻隔机构600上设置有适于插入插槽的插销,将阻隔机构600沿竖直方向插置于流体腔111中,并通过插销和插槽的连接固定可实现阻隔机构600的快速装拆。当然,插销和插槽的设置位置可以互换,或者,在流体腔111中直接设置有与阻隔机构600的侧边滑动连接的插槽,只需满足阻隔机构600可插置于流体腔111中即可,在此对该结构不作限定。
92.当然,作为可替换的实施方式,安装部610也可通过例如螺钉或者螺栓等与流体腔111的内壁固定连接。
93.如图13所示,该实施方式中的阻隔机构600的轴向投影沿水平方向覆盖切割件220的长度为l,轴向投影沿竖直方向覆盖切割件220的高度为h,切割件220的直径为d,则l/d≥2/3,h/d≥2/3。
94.阻隔机构600的轴向投影位于进入区的水平距离为δl,则δl/d≥1/6;阻隔机构600的顶部与旋转中心221之间的竖向距离为δh,则δh/d≥1/6。
95.可以理解的是,阻隔机构600沿水平方向的长度l1≥2/3d,同时顶边620高于切割
件220的旋转中心221设置,且超出的高度δh1≥1/6d;阻隔机构600沿竖直方向的高度h1≥2/3d,同时进入边630位于切割件220的旋转中心221的左侧,且进入边630与旋转中心221的距离δl1≥1/6d。换言之,阻隔机构600的顶边和进入边均越过切割件220的旋转中心221设置,且顶部超出旋转中心221的距离和进入边630超出旋转中心221的距离均大于等于1/6d。
96.其中阻隔机构600可以为一矩形板,扇形板等,当然,其也可以是不规则板状,只需其轴向投影覆盖切割件220的情况满足上述要求即可。
97.该实施方式中的阻隔机构600为一不规则板状,其包括顶边620、进入边630、和连接边640,其中顶边620位于阻隔机构600的顶部,大致水平设置,进入边630位于阻隔机构600远离固定凸耳612的一侧,大致竖直设置,连接边640过渡连接固定凸耳612和进入边630。
98.可以理解的是,阻隔机构600的连接边640可以是弧形边,也可以是直边,或者也可以是异形边,只需要满足其可以完全遮挡住位于阻隔机构600内侧的切割件220边缘即可。
99.进一步地,在该实施方式中,阻隔机构600的内表面与切割件220之间的轴向间隙为g1",则1/20≤g1"/r≤1/8,例如1/11≤g1"/r≤1/10,其中该实施方式中轴向间隙g1"大致满足0<g1"≤8mm。
100.通过设置阻隔机构600,使其覆盖切割件220的旋转中心并越过切割件的水平中心线和竖直中心线,限制了切割件旋转带动的冷却液产生大范围的甩溅,提高冷却液的利用率,避免用户频繁添加冷却液,也避免因冷却液甩溅而导致的环境污染。
101.如图16所示,阻隔机构600还包括设于其内表面的限流面650和阻流件660,其中内表面指朝向切割件220一侧的表面,阻隔机构600上形成有向切割件220一侧凸出的凸台,限流面650即形成于该凸台上,同时限流面650与切割件220之间的轴向间隙g2大致满足0<g2≤8mm,例如为6mm,且该轴向间隙g2小于阻隔机构600的内表面与切割件220之间的轴向间隙g1"。
102.其中阻流件660与切割件220表面的轴向间隙g3可小于或者等于限流面650与切割件220之间的轴向间隙g2。本实施方式中阻流件660与切割件220表面的轴向间隙g3小于限流面650与切割件220之间的轴向间隙g2。
103.如图16所示,阻流件660与切割件220的旋转方向呈一种或一种以上的角度设置。由此可对切割件220带出的冷却液进行多角度的抑制,多角度的防止冷却液甩溅。其中切割件的旋转方向指与切割件的外缘大致相切的方向。
104.通过限制阻隔机构600的内表面与切割件的轴向间隙,以及设置有限流面650和阻流件660可进一步限制切割过程中冷却液的甩溅现象,由此进一步提高了冷却液的使用效率。
105.当然,进一步地,在阻隔机构600的内壁还设置有若干排流单元,例如排流筋或排流口,用于及时将切割过程中甩溅至阻隔机构600内壁的冷却液排流至流体腔中。其中排流口可以为形成于相邻的阻流件之间的开口。
106.该实施方式中阻隔机构600的顶边620与切割件220之间的轴向间隙g4构成为阻隔机构600与切割件220之间的最小轴向间隙,大致满足0<g4≤4mm,例如g4为3mm。
107.同样地,该实施方式还可在阻隔机构600上切割件220的旋出位置设置有堵流单元360,其中堵流单元360为设置于顶边620切割件220出口端的至少一软质挡垫,堵流单元360
与切割件220之间的间隙小于等于阻顶边620与切割件220之间的间隙。具体地,堵流单元360可以为橡胶垫,其可以固定在流体腔111的侧壁上或者固定在阻隔机构600上。其中,该实施方式的软质挡垫横向设置于阻隔机构600的出口端处。
108.阻隔机构600的顶边620和堵流单元360为对冷却液的最后一道障碍,其用于最后抑制随切割件220旋出的冷却液的量,从而避免在操作台120上切割件220的出口处形成大量甩溅和液体的堆积,从而也避免产生大量的污水遮住切割线影响切割精度。
109.需要说明的是,本发明上述实施方式中的阻隔机构600既可以单独使用,即独立安装于流体腔111中切割件220的轴向外侧即可。也可以与上述其他实施方式中的流体控制机构或引流罩配合使用,用于进一步提高切割工具的防甩溅效果,及冷却液的使用效率。
110.如图17所示,为本发明一实施方式中的切割工具100,其中该实施方式中的切割工具100既设置有引流罩500,也设置有阻隔机构600,其中引流罩、阻隔机构600、阻隔机构600的固定方式,以及阻隔机构600与切割件220的覆盖位置设置均与上述实施方式中的相同,在此不作赘述。
111.具体地,阻隔机构600设置于引流罩500的轴向外侧,用于进一步限制切割件220旋转过程中产生的轴向甩溅。
112.当然,作为一种可替代的实施方式,还可以不设置轴壳部520,此时,位于切割件220内侧的支承侧壁111b’的外表面构成为切割件220其中的一引流平面,或者在支承侧壁111b’上设置有若干平面凸台,平面凸台靠近切割件220的一侧平面构成为引流平面。同时,位于切割件220的轴端外侧的阻隔机构600,其内表面可构成位于切割件220轴向外侧的引流平面321,构成的引流平面321与切割件220的表面之间的轴向间隙为g,则1/20≤g/r≤1/8,例如1/11≤g/r≤1/10;同样也满足0<g≤8mm。
113.如图18所示,为本发明一实施方式的切割工具100,其中该实施方式中的切割工具100,既设置有流体控制机构,也设置有阻隔机构600,其中流体控制机构、阻隔机构600、阻隔机构600的固定方式,以及阻隔机构600与切割件220的覆盖位置设置均与上述实施方式中的相同,在此不作赘述。
114.具体地,阻隔机构600设置于形成流体控制机构的弧形凸台的外侧,用于进一步限制切割件220旋转过程中产生的轴向甩溅。
115.进一步地,此时,阻隔机构600的内侧面可构成位于切割件220轴向外侧的引流平面321,构成的引流平面321与切割件220的表面之间的轴向间隙为g,则1/20≤g/r≤1/8,例如1/11≤g/r≤1/10;同样也满足0<g≤8mm。
116.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,上述实施例不以任何形式限制本发明,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1