一种金属丝圈缠绕及剪切装置的制作方法
1.本发明涉及民用及炮弹产品生产技术领域,特别是涉及一种金属丝圈缠绕及剪切装置。
背景技术:
2.近年来,随着生产工艺水平的提升,民用产品及炮弹的生产效率和质量都在不断提高。目前较多民用产品和所有炮弹生产所需的金属丝圈采用手工方式进行缠绕成型和剪切,该方式存在生产效率低、易伤手、金属丝圈直径和金属丝圈圈数不一致的问题。金属丝圈直径差异较大使生产中自动装配金属丝圈的难度大幅增加,金属丝圈直径和金属丝圈圈数不一致也导致金属丝圈的质量存在差异,将会直接影响到民用产品和炮弹的产品质量。
3.因此,需要一种可应用于民用产品或炮弹生产技术领域的金属丝圈连续缠绕及剪切装置,能够自动完成金属丝圈缠绕成型和剪切工序。
技术实现要素:
4.针对现有技术中存在的缺陷,本发明的目的在于提供一种金属丝圈缠绕及剪切装置。
5.本发明通过以下技术方案实现:
6.一种金属丝圈缠绕及剪切装置,包括动力输入轴,动力输入轴的一端固定连接带轮,动力输入轴上安装有端面凸轮及动力齿轮;
7.还包括与动力输入轴平行设置的主轴,主轴的一端面与端面凸轮的曲形端面相贴合,主轴亦与动力齿轮相啮合;
8.还包括固定安装的套筒,主轴由套筒中穿过;
9.主轴内设有齿条,齿条的一端与套筒固定连接;主轴上还安装有剪切刀,所述剪切刀通过销轴安装在主轴上,剪切刀的周部与齿条啮合;
10.主轴外部还设置用于主轴复位的弹簧。
11.更进一步的技术方案为:
12.还包括相互联接的齿轮箱机架、齿轮箱盖,齿轮箱机架与齿轮箱盖用于为装置提供整体支承;所述动力输入轴与套筒均安装于齿轮箱机架上。
13.本方案中,所述金属丝圈缠绕及剪切装置的工作流程为:
14.运行前,将金属丝牵引至主轴并将金属丝折弯装入主轴内,启动装置后带轮带动动力输入轴转动,固定在动力输入轴上的动力齿轮和端面凸轮同步转动,通过动力齿轮与主轴的传动连接带动主轴转动,金属丝随着主轴的转动在主轴外圆周自动缠绕成型为金属丝圈体。
15.安装在主轴中的齿条随主轴同步转动,齿条带动套筒转动;由于端面凸轮的作用,主轴在转动过程中不断沿其轴线方向朝套筒移动,而由于套筒固定安装于齿轮箱机架上,其与固定在其上的齿条仅进行绕着其轴线的转动,而不随主轴一同沿轴线方向移动;金属
丝圈体也不断移动,保证金属丝圈缠绕紧密排列;主轴向套筒移动的过程中带动安装在主轴上的销轴和剪切刀随之运动,同时剪切刀还在齿条的啮合作用下沿销轴转动,剪切刀不断下压;弹簧也随主轴的运动不断被压紧;当剪切刀下压至进入主轴内时,金属丝被剪切刀折弯并扎入主轴内部,在金属丝缠绕成型为金属丝圈体时,主轴达到端面凸轮的最高点,此时主轴移动量为最大值,剪切刀的移动量也达到最大值;剪切刀下压至水平位置,将已完成成型的金属丝圈体剪切使其与金属丝分离。
16.随着主轴和端面凸轮连续转动,主轴由端面凸轮最高点快速落至端面凸轮的最低点,主轴在弹簧的作用下迅速回复至轴向的初始位置,剪切刀也回到初始位置,连续进行下一个金属丝圈体的成型和剪切,如此循环运动,金属丝圈不断被自动成型和剪切成规定圈数的金属丝圈体,达到工艺要求。
17.进一步的,还包括轴承和无油衬套,所述套筒通过轴承安装在齿轮箱机架上,并通过锁紧螺母与轴承固定连接;
18.所述无油衬套安装于齿轮箱机架上,主轴由无油衬套中穿过。
19.进一步的,还包括与轴承相配合的轴承端盖,所述轴承端盖固定在齿轮箱机架上。
20.进一步的,弹簧的端部设置有弹簧挡圈。所述弹簧挡圈可起到轴向固定的作用。
21.进一步的,所述弹簧挡圈为两个,分别设置在弹簧的两端。
22.进一步的,所述动力齿轮与主轴的齿数比与金属丝圈所要求的圈数相等。当动力齿轮转动一周时,金属丝圈体恰好可达到所需的固定圈数,并通过剪切刀剪切与金属丝分离,由此得到的金属丝圈直径和金属丝圈圈数均保持一致,可降低民用产品和炮弹生产中自动装配金属丝圈的难度,同时提高产品的质量。
23.本发明与现有技术相比,具有如下的优点和有益效果:
24.1、本发明所提供的一种金属丝圈缠绕及剪切装置,采用合理的机械结构实现了金属丝圈成型和剪切的过程简单连续,可显著提高金属丝圈的生产效率。
25.2、本发明所提供的一种金属丝圈缠绕及剪切装置,解决传统手工缠绕及剪切过程中易伤手、金属丝圈直径和金属丝圈圈数不一致的问题,对降低民用产品和炮弹生产中自动装配金属丝圈的难度和提高产品质量具有积极意义。
附图说明
26.以下附图用来提供对本发明实施例的进一步理解,构成本申请的一部分,并不构成对本发明实施例的限定。在附图中:
27.图1为本发明实施例中所述的一种金属丝圈缠绕及剪切装置整体结构示意图;
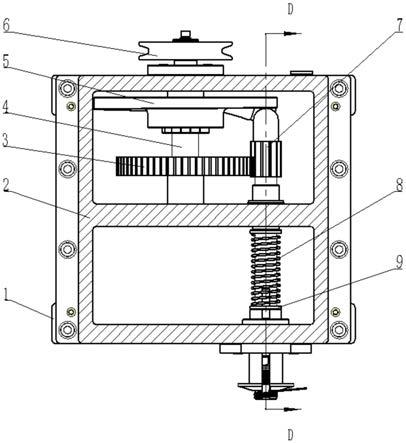
28.图2为图1中所示d
‑
d剖面的示意图;
29.图3为图2中所示a区域的局部放大示意图;
30.图中标记分别为:1.齿轮箱机架,2.齿轮箱盖,3.动力齿轮,4.动力输入轴,5.端面凸轮,6.带轮,7.主轴,8.弹簧,9.弹簧挡圈,10.无油衬套,11.齿条,12.锁紧螺母,13.轴承,14.轴承端盖,15.剪切刀,16.销轴,17.套筒,18.金属丝,19.金属丝圈体。
具体实施方式
31.下面结合实施例对本发明作进一步的详细说明,以下实施例有助于本领域的技术
人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进,这些都属于本发明的保护范围。
32.实施例1:
33.如图1至图3所示,一种金属丝圈缠绕及剪切装置,包括动力输入轴4,动力输入轴4的一端固定连接带轮6,动力输入轴4上安装有端面凸轮5及动力齿轮3;
34.还包括与动力输入轴4平行设置的主轴7,主轴7的一端面与端面凸轮5的曲形端面相贴合,主轴7亦与动力齿轮3相啮合;
35.还包括固定安装的套筒17,主轴7由套筒17中穿过;
36.主轴7内设有齿条11,齿条11的一端与套筒17固定连接;主轴7上还安装有剪切刀15,所述剪切刀15通过销轴16安装在主轴7上,剪切刀15的周部与齿条11啮合;
37.主轴7外部还设置用于主轴7复位的弹簧8。
38.进一步的,还包括相互联接的齿轮箱机架1、齿轮箱盖2,齿轮箱机架1与齿轮箱盖2用于为装置提供整体支承;所述动力输入轴4与套筒17均安装于齿轮箱机架1上。
39.进一步的,还包括轴承13和无油衬套10,所述套筒17通过轴承13安装在齿轮箱机架1上,并通过锁紧螺母12与轴承13固定连接;
40.所述无油衬套10安装于齿轮箱机架1上,主轴7由无油衬套10中穿过。
41.进一步的,还包括与轴承13相配合的轴承端盖14,所述轴承端盖14固定在齿轮箱机架1上。
42.进一步的,弹簧8的端部设置有弹簧挡圈9。
43.进一步的,所述弹簧挡圈9为两个,分别设置在弹簧8的两端。
44.进一步的,所述动力齿轮3与主轴7的齿数比与金属丝圈所要求的圈数相等。
45.本实施例中所述的金属丝圈缠绕及剪切装置工作流程如下:
46.运行前,将金属丝18牵引至主轴7并将金属丝18折弯装入主轴7内,启动装置后带轮6带动动力输入轴4转动,固定在动力输入轴4上的动力齿轮3和端面凸轮5同步转动,通过动力齿轮3与主轴7的传动连接带动主轴7转动,金属丝18随着主轴7的转动在主轴7外圆周自动缠绕成型为金属丝圈体19。
47.安装在主轴7中的齿条11随主轴7同步转动,齿条11带动套筒17转动;由于端面凸轮5的作用,主轴7在转动过程中不断沿其轴线方向朝套筒17移动,而由于套筒17通过锁紧螺母12安装在轴承13上,轴承13又固定安装于齿轮箱机架1上,因此套筒17与固定在其上的齿条11仅进行绕着其轴线的转动,而不随主轴7一同沿轴线方向移动;金属丝圈体19也不断移动,保证金属丝圈缠绕紧密排列;主轴7向套筒17移动的过程中带动安装在主轴7上的销轴16和剪切刀15随之运动,同时剪切刀15还在齿条11的啮合作用下沿销轴16转动,剪切刀15不断下压;弹簧8也随主轴7的运动不断被压紧;当剪切刀15下压至进入主轴7内时,金属丝18被剪切刀15折弯并扎入主轴7内部,在动力齿轮3转过一周即金属丝18缠绕成型为金属丝圈体19达到固定圈数时,主轴7达到端面凸轮5的最高点,此时主轴7移动量为最大值,剪切刀15的移动量也达到最大值;剪切刀15下压至水平位置,将已完成成型的金属丝圈体19剪切使其与金属丝18分离。
48.随着主轴7和端面凸轮5连续转动,主轴7由端面凸轮5的最高点快速落至端面凸轮
5的最低点,主轴7在弹簧8的作用下也迅速回复至轴向的初始位置,剪切刀15也回到初始位置,连续进行下一个金属丝圈体的成型和剪切,如此循环运动,金属丝圈不断被自动成型和剪切成规定圈数的金属丝圈体,达到工艺要求。
49.本发明所提供的金属丝圈缠绕及剪切装置是很多民用产品和炮弹生产中专用设备的重要组成部分,可用于不同型号的民用产品和炮弹金属丝圈连续缠绕成型及剪切生产。
50.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1