一种变辊距钢管矫直机的制作方法
[0001]
本发明涉及一种无缝钢管生产设备,特别涉及一种钢管矫直机。
背景技术:
[0002]
在无缝钢管生产设备中,矫直机是无缝钢管生产的关键精整设备之一;热轧后的钢管需要经过冷却、矫直、检查、修磨等工序,钢管在轧制、冷却、输送和热处理过程中,均会有一定的弯曲和变形,需要进行矫直,矫直机的任务就是将轧制好的钢管矫直成为符合直度圆度标准的钢管;目前,通常使用的矫直机为六辊矫直机,当矫直小规格钢管时,有十辊矫直机或二十辊矫直机,这些矫直机有一个共同的特点,就是各矫直辊是等间距间隔布置的;由于矫直机的原理是以其中的一个矫直辊为支点,在该支点矫直辊两侧,各通过一个矫直辊对钢管实加同向的弯曲力矩,使钢管沿圆周连续旋转弯曲,来达到矫直的目的;六辊钢管矫直机在矫直过程中,只能形成一次弯曲变形,所以矫直精度差,六辊以上的辊式矫直机,虽然可对钢管形成多次弯曲变形,但由于设置多辊,存在设备庞大和投资成本大的缺陷,特别是对钢管的头尾处矫直的效果不佳,另外,由于各组矫直辊的间距相等,还存在矫直效果差和矫直效率不高的问题。
技术实现要素:
[0003]
本发明提供了一种变辊距钢管矫直机,解决了现有矫直机对钢管矫直效率不高的技术问题。
[0004]
本发明是通过以下技术方案解决以上技术问题的:本发明的总体构思为:将传统的等间距布置的矫直辊,变更为前三组矫直辊中的相邻两组矫直辊的间距相等,从后两组中的相邻两组矫直辊间距相等,并且使后两组矫直辊的间距小于前三组;实现对矫直钢管的变辊距矫直,大大提高了钢管的矫直率,特别有利于对钢管头部及尾部的矫直。
[0005]
一种变辊距钢管矫直机,包括矫直机机架,在矫直机机架上从左向右间隔地布置有第一矫直辊、第二矫直辊、第三矫直辊、第四矫直辊、第五矫直辊、第六矫直辊、第七矫直辊、第八矫直辊、第九矫直辊和第十矫直辊,第一矫直辊与第二矫直辊对应设置组成第一组矫直辊对,第三矫直辊与第四矫直辊对应设置组成第二组矫直辊对,第五矫直辊与第六矫直辊对应设置组成第三组矫直辊对,第七矫直辊与第八矫直辊对应设置组成第四组矫直辊对,第九矫直辊与第十矫直辊对应设置组成第五组矫直辊对,第一组矫直辊对与第二组矫直辊对的间距,第二组矫直辊对与第三组矫直辊对的间距,是相等的,均为l1;第三组矫直辊对与第四组矫直辊对的间距,第四组矫直辊对与第五组矫直辊对的间距,是相等的,均为l2;并且l1大于l2。
[0006]
第一矫直辊的中心轴线与轧制线之间的夹角为30
°±3°
,第二矫直辊与轧制线之间的夹角为30
°±3°
,第一矫直辊的中心轴线与第二矫直辊的中心轴线之间的夹角为60
°±6°
。
[0007]
本发明的特点为提高钢管矫直精度,减小头尾损失,提高成材率。
附图说明
[0008]
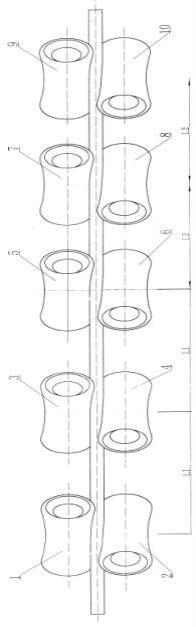
图1是本发明的结构示意图;图2是本发明在俯视方向上的结构示意图。
具体实施方式
[0009]
下面结合附图对本发明进行详细说明:一种变辊距钢管矫直机,包括矫直机机架,在矫直机机架上从左向右间隔地布置有第一矫直辊1、第二矫直辊2、第三矫直辊3、第四矫直辊4、第五矫直辊5、第六矫直辊6、第七矫直辊7、第八矫直辊8、第九矫直辊9和第十矫直辊10,第一矫直辊1与第二矫直辊2对应设置组成第一组矫直辊对,第三矫直辊3与第四矫直辊4对应设置组成第二组矫直辊对,第五矫直辊5与第六矫直辊6对应设置组成第三组矫直辊对,第七矫直辊7与第八矫直辊8对应设置组成第四组矫直辊对,第九矫直辊9与第十矫直辊10对应设置组成第五组矫直辊对,第一组矫直辊对与第二组矫直辊对的间距,第二组矫直辊对与第三组矫直辊对的间距,是相等的,均为l1;第三组矫直辊对与第四组矫直辊对的间距,第四组矫直辊对与第五组矫直辊对的间距,是相等的,均为l2;并且l1大于l2。
[0010]
第一矫直辊1的中心轴线与轧制线之间的夹角为30
°±3°
,第二矫直辊2与轧制线之间的夹角为30
°±3°
,第一矫直辊1的中心轴线与第二矫直辊2的中心轴线之间的夹角为60
°±6°
。
[0011]
钢管矫直精度主要由辊距、矫直辊的长度以及被矫钢管所形成的反弯曲次数等因素决定,其中的矫直辊之间的辊距是一个主要因素,钢管矫直精度与辊距成反比,即辊距越大,矫直效果越差;矫直过程形成的反弯曲次数是第二因素,矫直过程形成的反弯曲次数多,矫直精度就高;但设备设计还存在考虑设备成本及设备体积的因素,传统的矫直机忽略了改变矫直辊组之间的间距,也会提高矫直精度的因素;本发明的一种变辊距钢管矫直机为十辊斜辊式矫直机,上下(或左右)各5个矫直辊,上下(或左右)矫直辊中心在同一直线上,即,第一矫直辊1、第三矫直辊3、第五矫直辊5、第七矫直辊7和第九矫直辊9,构成上(左)矫直辊;第二矫直辊2、第四矫直辊4、第六矫直辊6、第八矫直辊8和第十矫直辊10,构成下(右)矫直辊;从左向右的前三对矫直辊对的辊距相同为l1;后二对矫直辊对,以及第三组矫直辊对与第四组矫直辊对,的间距相同为l2;并且l1>l2,这样就构成了一种变辊距矫直机;这种矫直机在矫直钢管时,被矫钢管在五对辊之间形成两次弹塑性弯曲变形,由于l1>l2,所以钢管,在前三对矫直辊对中,形成的第一次弹塑性弯曲相当于粗矫,从第三对矫直辊对开始,到后两对矫直辊对中,形成的是第二次弹塑性弯曲相当精矫,这样提高了钢管矫直精度,减小了钢管头尾的损失。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1