换模机构的制作方法
[0001]
本实用新型涉及一种换模机构,尤其适用于同一包边模压机的有多个模具需要切换的情况下。
背景技术:
[0002]
为了适应市场多样性的需求,越来越多的汽车厂的车间存在有多型共线的柔性生产情况,利用一种车型在产时间,对其它车型所用的模具进行下线修模的情况越来越多。目前所使用的换模机构在更换模具的过程中,需要人工拆除和安装相应的用于固定和限位的装置,如导向杆、导向轮和挂钩等等,其过程繁琐,需要花费大量的时间以及人力资源,且影响整个生产流程的进度。因此,提供一种能够快速实现模具更换的换模机构是必要的。
技术实现要素:
[0003]
本实用新型提供一种能够快速实现模具更换的换模机构。
[0004]
根据本实用新型的一个方面提出的换模机构,具有用于驱动模具运动的电机以及导向杆,所述模具在横向方向上能够沿导向杆进行运动,其中,在导向杆处设置有升降装置,用于驱动导向杆上下运动。
[0005]
根据本实用新型的一个方面提出的换模机构,升降装置能够是由气缸驱动的升降装置。
[0006]
根据本实用新型的一个方面提出的换模机构,升降装置具有用于与导向杆连接的安装板和用于支承安装板的导杆以及基座,所述导杆借助气缸能够穿过基座上的对应的孔上下运动,以实现安装板和导向杆的升降运动。
[0007]
根据本实用新型的一个方面提出的换模机构,升降装置还具有导套,所述导套通过螺纹连接固定在基座上,用于在周向限制导杆的运动。
[0008]
根据本实用新型的一个方面提出的换模机构,升降装置还具有换向阀,用于切换气缸的运动方向。
[0009]
根据本实用新型的一个方面提出的换模机构,电机能够是用于使模具沿纵向方向运动的第一电机和/或用于使模具沿横向方向运动的第二电机。
[0010]
根据本实用新型的一个方面提出的换模机构,升降装置位于换模机构的模具进出区段处。
[0011]
根据本实用新型的一个方面提出的换模机构,导向杆在所述模具进出区段处分段式地构造,在每段处分别设置有升降装置。
[0012]
根据本实用新型的一个方面提出的换模机构,换模机构还具有存储区段,用于存储另外的模具。
[0013]
根据本实用新型的一个方面提出的换模机构,换模机构t字形地构造。
[0014]
在根据本申请的换模机构中,代替在更换模具过程中人工拆卸和安装相应的固定和限位装置,通过在换模机构的导向杆处设置有至少一个升降装置,通过升降装置的运动
驱动导向杆上下运动,建立或消除导向杆对模具的限位,从而缩短模具更换的周期,实现快速的模具更换。
附图说明
[0015]
参考附图,对本实用新型更详细地进行说明。其中,
[0016]
图1以示意性的图示示出根据本实用新型的换模机构;
[0017]
图2以局部放大图示示出图1中的换模机构;
[0018]
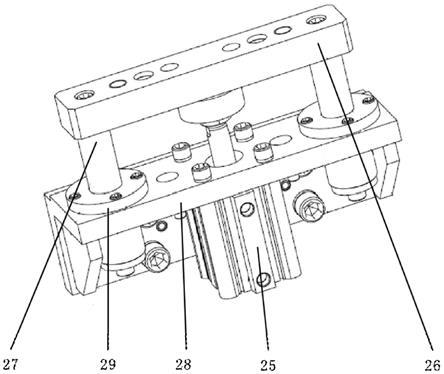
图3示出根据本实用新型的升降装置的立体图;
[0019]
图4示出在常规的换模机构中模具上下线的流程图;
[0020]
图5示出在根据本实用新型的换模机构中模具上下线的流程图。
具体实施方式
[0021]
容易理解,根据本实用新型的技术方案,在不变更本实用新型实质精神的条件下,本领域的一般技术人员可以提出可相互替换的多种结构方式以及实现方式。因此,以下具体实施方式以及附图仅是对本实用新型的技术方案的示例性说明,而不应当视为本实用新型的全部或者视为对本实用新型技术方案的限定或限制。
[0022]
在本说明书中提到或者可能提到的上下、左、右、前、后、正面、背面、顶部、底部等方位用语是相对于各附图中所示的构造进行定义的,它们是相对的概念,因此有可能会根据其所处不同位置、不同使用状态而进行相应地变化。所以,也不应当将这些或者其他的方位用语解释为限制性用语。
[0023]
图1关于中间的压机10对称地示出两个t字形构造的换模机构20。结合图1和图2可以看出,换模机构20具有三个区段,分别为模具进出区段a、模具准备区段b以及模具存储区段c,所述三个区段沿横向方向依次排列构成t字形的一边。换模机构的模具进出区段a相应于模具上下线的区段,模具30在模具准备区段b处通过在下面还会详细说明的电机沿纵向方向(垂直于横向方向并且平行于t字形的另一边)移动到压机10处,相应地,换模机构的存储区段c适用于存储另外的模具。
[0024]
由图1和图2可以看出,换模机构具有用于使模具沿纵向方向运动的第一电机21,即在准备区段b处通过脱钩驱动模具沿纵向方向运动到压机10处,以用于接下来的生产过程。此外,换模机构20还能够具有用于使模具沿横向方向运动的第二电机22,以用于实现模具在换模机构的导向杆23上的运动。
[0025]
由图2可以看出,模具通过导向轮31和挂钩32实现与导向杆23的简单的定位,由此,模具能够在换模机构的导向杆23上沿横向方向移动,而沿纵向方向的移动被限制(即导向杆的限位作用)。在导向杆处,在本实施例中,在导向杆下方设置有升降装置24,用于驱动导向杆上下运动。在本实施例中,仅在换模机构的模具进出区段a处设置有升降装置。可以理解的是,在换模机构的其它区段处也能够设置有升降装置,以便在需要时将导向杆上移或下移。
[0026]
升降装置24与导向杆23通过螺纹连接,在需要将模具取下时(也就是说,模具下线时),升降装置带动导向杆向下移动,而模具通过其它由于与垫板33固定连接而保持不动,此时导向轮31和挂钩32与导向杆23之间的沿纵向方向的限位被消除,换模小车通过延长挂
钩将该模具拉至过渡段(未示出)上并取下。同样,当换模小车将新的模具置放到垫板33上的固定位置之后,升降装置带动导向杆向上运动,导向杆23与导向轮31和挂钩32之间的限位恢复。
[0027]
可以理解的是,升降装置与导向杆还能够通过其它的方式进行连接,例如焊接或铆接等等。
[0028]
此外,由图2可以看出,导向杆23在模具进出区段a处分段式地构造,以用于提高导向杆在受载时的强度,并且在导向杆的每段处设置有至少一个升降装置20。在本实施例中,处于模具进出区段a处的导向杆构造为两段,在每段的下方设置有两套升降装置,并且为了实现导向杆运动的平衡,升降装置均匀地布置在每段的邻近其端部之处。当然,可以理解的是,所述导向杆的构造方式和升降装置的设置还能够以其它的方式实现,例如导向杆三段式地构造,在每段下方的中间处设置升降装置。
[0029]
参考图3,升降装置24能够是由气缸25驱动的升降装置,具有用于与导向杆23连接的安装板26和用于支承安装板的导杆27以及基座28,所述导杆借助所述气缸能够穿过基座上的对应的孔(未在附图中详细地示出)地上下运动并向下运动时能够最终容纳在基座下方的空心的杆中,以便实现安装板连同导向杆的升降运动。另外,升降装置还具有导套29,所述导套通过螺纹连接固定在基座28上,以用于在周向上限制导杆27的运动。升降装置24还具有换向阀(未示出),用于通过plc控制线系统切换气缸的运动方向。气缸的往复运动通过位于两侧的导杆和位于中间的活塞杆带动安装板26和导向杆23上下运动,实现导向杆与模具的挂钩32和导向轮31之间的限位的建立和消除,快速地进行换模过程。
[0030]
图4示意性地示出在常规的换模机构中模具上下线的流程图。在将需要更换的模具e取下的过程中,首先将换模小车与换模机构的过渡段(未示出)水平对齐,然后人工拆除导向轮、挂钩和导向杆。此后,换模小车使用延长挂钩将模具e拉至换模机构的过渡段,换模小车将模具e拖动至换模小车上,以便于随后叉车移走模具e。接下来,叉车将另一模具f移至换模小车,换模小车随后将模具f移至换模机构的过渡段,以便于换模小车使用延长挂钩将模具f推至换模机构的垫板上。在调整模具在垫板上的位置之后,最后,人工安装导向杆、导向轮和挂钩。在工业技术上,整个过程共计花费120分钟,其中人工拆装导向轮、挂钩和导向杆的过程耗时达到60分钟。
[0031]
与此相对地,图5示意性地示出在根据本实用新型的换模机构中模具上下线的流程图。带有升降装置的换模机构在进行模具更换的过程中,省略了人工拆除和安装导向轮、挂钩和导向杆的过程。取而代之的是,当换模小车与换模机构对接(水平调齐)后,hmi发出请求至plc控制系统,plc控制系统发出信号至换向阀驱动气缸使导向杆落下,对需要更换的模具e的限位消除。在将新的模具f放置在换模机构的垫板上并调整其位置之后,hmi再次发出请求至plc控制系统,plc控制系统发出信号至换向阀驱动气缸使导向杆升起,模具限位恢复。整个换模过程大约耗时60分钟。
[0032]
在根据本申请的换模机构中,代替在更换模具过程中人工拆装相应的固定和限位装置,通过在换模机构的导向杆处设置有至少一个升降装置,通过升降装置的往复运动带动导向板上下运动来建立或消除导向杆对模具的限位,从而缩短模具更换的周期,实现快速的模具更换并且节省了人力资源成本。
[0033]
应当理解的是,所有以上的实施例都是示例性的而非限制性的,本领域技术人员
在本实用新型的构思下对以上描述的具体实施例做出的各种改型或变形都应在本实用新型的法律保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1