一种烘焙盒及其成型设备的制作方法
[0001]
本实用新型涉及烘焙盒制作加工技术领域,具体涉及一种烘焙盒及其成型设备和方法。
背景技术:
[0002]
在烘焙盒的成型工艺中,传统工艺需要先将平板冲压出盒孔,再将冲压出的盒子冲压铆合进带盒孔的平板中,需要冲压多次,烘焙盒的成型效率低,且得到的烘焙盒时间一长冲压铆合处缝隙比较大,有的盒子会直接脱落。故此亟需开发烘焙盒的成型设备及其方法来解决现有技术中的问题。
技术实现要素:
[0003]
本实用新型所要解决的技术问题在于克服现有技术的不足而提供一种加工效率高、外形美观的烘焙盒及其成型设备和方法。
[0004]
解决上述技术问题,本实用新型采取如下技术方案:
[0005]
一种烘焙盒,包括多个子盒和回型框架,所述子盒包括带有容置腔的罐体,以及环绕所述罐体的冲口处设置且外轮廓为矩形的翻边,所述多个子盒横竖摆放对齐并沿直线拼接缝焊接后形成的母盒安装在回型框架内。
[0006]
本实用新型还提出一种烘焙盒的成型设备,包括成型台,所述成型台上设有:
[0007]
第一直线导轨,所述第一直线导轨上可滑动设置有第一夹具,所述第一夹具包括用于承载若干个具有罐体以及矩形翻边的子盒的第一安装座,及设置于所述第一安装座上的第一挤压机构;所述第一挤压机构用于压迫若干个子盒矩形翻边于同一水平面贴合并按照横纵排列的方式紧密排布于所述第一安装座上;
[0008]
用于焊接若干个子盒之间的直线拼接缝以得到母盒的激光焊接箱,所述激光焊接箱位于所述第一直线导轨的上方。
[0009]
所述成型台上还设有:
[0010]
支架,所述支架上设有第三直线导轨,所述激光焊接箱可滑动设置于所述第三直线导轨上,所述激光焊接箱可沿所述第三直线导轨于所述第一直线导轨的上方与第二直线导轨的上方做往返运动;
[0011]
第二直线导轨,所述第二直线导轨上可滑动设置有第二夹具,所述第二夹具包括第二安装座;所述第二安装座上设置有第二挤压机构,所述第二挤压机构用于夹紧回型框架;
[0012]
所述第二夹具可经由所述第二直线导轨与所述激光焊接箱配合以完成母盒与回型框架的焊接。
[0013]
本实用新型实施例中,所述第一挤压机构包括x轴基准靠条和y轴基准靠条,所述x轴基准靠条和y轴基准靠条均安装在第一安装座上端,所述x轴基准靠条和y轴基准靠条相互垂直分布,所述x轴基准靠条远离y轴基准靠条的一端设有多个与y轴基准靠条平行设置
的第一限位块,所述第一限位块上均设有驱动第一限位块向y轴基准靠条移动的第一气缸,所述y轴基准靠条远离x轴基准靠条的一端设有多个与x轴基准靠条平行设置的第二限位块,所述第二限位块上均设有驱动第二限位块向x轴基准靠条移动的第二气缸。
[0014]
本实用新型实施例中,所述第一安装座的上端设有电磁铁吸盘。
[0015]
本实用新型实施例中,所述第二挤压机构包括第三气缸,所述第二安装座上设有多个滑槽,所述滑槽内均设有可沿滑槽内滑动的第三限位块,所述第三限位块突出于滑槽设置,所述第三限位块围合形成放置限位框的中型限位腔,所述第三气缸安装在第二安装座的下端,所述第二安装座的下端还设有与滑槽平行设置的第四直线导轨,所述第四直线导轨上设有由第三气缸驱动且可沿第四直线导轨滑动的滑板,所述第三限位块均固定在滑板上。
[0016]
本实用新型实施例中,所述第二挤压机构还包括旋转气缸、第一齿轮、第二齿轮、转轴、卡位板和翻转压板,所述旋转气缸设有四个且分别设置在第二安装座的四边上,所述第二齿轮套接在转轴外周,所述第一齿轮与旋转气缸传动连接,所述第一齿轮和第二齿轮齿接配合带动转轴旋转,所述卡位板安装在转轴上,所述翻转压板安装在卡位板上。
[0017]
本实用新型实施例中,所述第二安装座上端安装有轴套,所述转轴贯穿轴套设置,所述轴套上设有弹簧销,所述转轴上间歇设置有可供弹簧销插入的插槽。
[0018]
本实用新型实施例中,所述第二安装座上安装有第四气缸,所述第四气缸靠近转轴的一侧安装有第四直线导轨,所述第四直线导轨上设有可沿第四直线导轨滑动的滑块,所述滑块由第四气缸驱动,所述滑块靠近转轴的一侧设有限制卡位板摆动的限位板。
[0019]
本实用新型实施例中,所述第一夹具的数量为两个,所述第一直线导轨上沿自身长度方向设置有第一上料点、第一加工点和第一下料点;两个第一夹具的间距等于第一上料点与第一加工点的间距等于第一加工点与第一下料点的间距;
[0020]
所述第二夹具的数量为两个,所述第二直线导轨上沿自身长度方向设置有第二上料点、第二加工点和第二下料点;两个第二夹具的间距等于第二上料点与第二加工点的间距等于第二加工点与第二下料点的间距;
[0021]
所述激光焊接箱可沿所述第三直线导轨往返于所述第一加工点与第二加工点。
[0022]
本实用新型的有益效果为:
[0023]
通过将多个子盒用第一夹具进行固定,(摆放整齐,子盒翻边外轮廓挨紧对齐,形成纵横交错的多条连接缝)然后送到激光焊接箱下方进行焊接操作,子盒的上料和焊接同步进行,提高了子盒焊接的效率,多个子盒焊接在一起形成了焊接好的母盒,然后将焊接好的母盒放置在回型框架内,将整个回型框架和母盒置于第二夹具上,由第二夹具输送至激光焊接箱下方,由激光焊接箱对回型框架和母盒的边缝进行激光焊接,回型框架和母盒的上料和焊接也是同步进行,有效提高了回型框架与母盒之间边缝焊接的效率,由此减少了烘焙盒成型的工序,不仅能够实现自动焊接,且激光焊接焊缝均匀,喷涂前不需要进行打磨。
[0024]
采用了前后双工位,一共四个工位,前端焊接中型,后端焊接回型框架,工作时,将上料和焊接时间重叠,减少激光器不出光时间,提高效率,激光焊接速度高达100mm/s,基本90秒就可以完成一版产品制作,成倍缩短制造时间。采用多个子盒焊接成一个母盒,然后再与回型框架焊接成型,可以大大节省材料。
[0025]
由于实现了自动化的生产,由此可以减少操作人员。另外,焊接成型的烘焙盒强度高,长时间震动,摔打也不会松动脱落,使寿命增强。另外,通过焊接得到的烘焙盒,表面平整,没有凹凸台阶,不易粘灰,容易清洗,可反复使用,保证蛋糕食品安全。
[0026]
本实用新型的其他特点和优点将会在下面的具体实施方式、附图中详细的揭露。
附图说明
[0027]
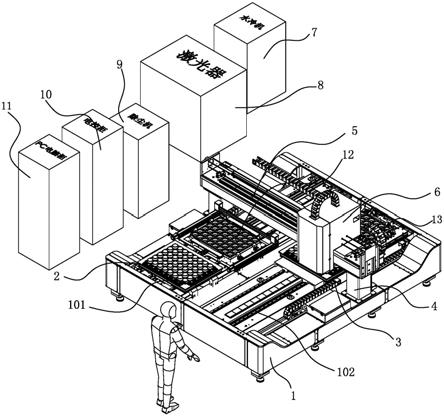
图1是本实用新型所述烘焙盒的成型设备结构示意图;
[0028]
图2是本实用新型所述烘焙盒的成型设备的俯视图;
[0029]
图3是本实用新型所述烘焙盒的成型设备中第一夹具的结构示意图;
[0030]
图4是本实用新型所述烘焙盒的成型设备中第二夹具放置了回型框架和母盒后的顶部轴测图;
[0031]
图5是图4中a处的局部放大示意图;
[0032]
图6是本实用新型所述烘焙盒的成型设备中第二夹具未放置回型框架和母盒后的顶部轴测图;
[0033]
图7是本实用新型所述烘焙盒的成型设备中第二夹具未放置回型框架和母盒后的底部轴测图;
[0034]
图8是本实用新型所述烘焙盒的成型设备中第二夹具的底部轴测图;
[0035]
图9是图8中b处的局部放大示意图;
[0036]
图10是本实用新型所述烘焙盒的结构示意图;
[0037]
图11是本实用新型所述烘焙盒中子盒的结构示意图;
[0038]
图12是本实用新型所述烘焙盒的俯视图。
[0039]
图中各附图标记为:1、成型台;101、第一直线导轨;1011、第一上料点;1012、第一加工点;1013、第一下料点;102、第二直线导轨;1021、第二上料点;1022、第二加工点;1023、第二下料点;2、第一夹具;201、第一安装座;202、x轴基准靠条;203、y轴基准靠条;204、电磁铁吸盘;205、第一气缸;206、第一限位块;207、第二气缸;208、第二限位块;3、第二夹具;301、第二安装座;302、旋转气缸;303、第一齿轮;304、第二齿轮;305、翻转压板;306、卡位板;307、转轴;308、轴套;309、弹簧销;310、第三气缸;311、第三限位块;312、第四直线导轨;313、滑板;314、滑槽;315、微型气缸;316、限位板;317、第四气缸;318、滑块;319、第四直线导轨;4、支架;5、第三直线导轨;6、激光焊接箱;7、水冷机;8、激光器;9、除尘机;10、电控柜;11、pc电脑柜;12、子盒;1201、子盒本体;1202、罐体;1203、翻边; 13、母盒;14、回型框架;15、直线拼接缝。
具体实施方式
[0040]
下面结合本实用新型实施例的附图对本实用新型实施例的技术方案进行解释和说明,但下述实施例仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其他实施例,都属于本实用新型的保护范围。
[0041]
在下文描述中,出现诸如术语“内”、“外”、“上”、“下”、“左”、“右”等指示方位或者位置关系仅是为了方便描述实施例和简化描述,而不是指示或暗示所指的装置或者元件必
须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0042]
如图10-12所示,本实用新型提出一种烘焙盒,包括母盒13和回型框架14,母盒13焊接于回型框架14内,便于母盒13的拿取。母盒14由多个子盒12矩形阵列排布并焊接构成,子盒12包括带有空腔的罐体1202,罐体1202冲口处环绕冲口带有外轮廓为矩形的翻边1203。相邻两个子盒12的翻边边缘贴合;同一行与同一列内的子盒12与相邻行列的子盒12贴合的翻边边缘处于同一平面。
[0043]
由于子盒12冲口带有外轮廓为矩形的翻边1203,方便了子盒整齐码放在一起,且保证拼接的缝隙为直线,提高了焊接的效率和质量。采用多个子盒焊接成一个母盒13,然后再与回型框架14焊接成型,可以大大节省材料。焊接成型的烘焙盒强度高,长时间震动,摔打也不会松动脱落,使寿命增强。另外,通过焊接得到的烘焙盒,表面平整,没有凹凸台阶,不易粘灰,容易清洗,可反复使用,保证蛋糕食品安全。
[0044]
为了生产得到上述的烘焙盒,如图1-9所示,本实用新型提出的一种烘焙盒的成型设备,包括成型台1,所述成型台1上设有第一直线导轨101和第二直线导轨102,所述第一直线导轨101上设有两个固定多个子盒12的第一夹具2,所述第一夹具2可沿第一直线导轨101移动,所述第二直线导轨102上设有两个固定回型框架14和母盒13的第二夹具3,所述第二夹具3可沿第二直线导轨102移动,所述成型台1上设有支架4,所述支架4上设有第三直线导轨5,所述第三直线导轨5上设有可沿第三直线导轨5移动的激光焊接箱6,所述成型台1的一侧设有控制第一夹具2、第二夹具3和激光焊接箱6移动的pc电脑柜11,pc电脑柜11一侧电连接有电控柜10,所述成型台1的一侧还设有与激光焊接箱6电连接的激光器8。
[0045]
在本方案中,第一直线导轨101与第二直线导轨102相互平行,第三直线导轨5与第一直线导轨101、第二直线导轨102交叉设置。第一直线导轨101上沿自身长度方向设置有第一上料点1011、第一加工点1012和第一下料点1013。第二直线导轨102沿自身长度方向设置有第二上料点1021、第二加工点1022和第二下料点1023。第三直线导轨5上滑动设置有激光焊接箱6,激光焊接箱6可于第一加工点1012和第二加工点1022之间做往返运动。
[0046]
本实用新型实施例中,第一夹具2包括第一安装座201与第一挤压机构,于第一上料点1011在第一安装座201上放置多个子盒12,子盒12为带有空腔的罐体1202,且罐头1202带有矩形翻边1203,通过第一挤压机构压迫若干个子盒12的矩形翻边于同一水平面贴合并按照横纵排列的方式紧密排布于第一安装座201上。然后经由第一直线导轨101送到第一加工点1012,移动激光焊接箱6至第一加工点1012上方进行焊接操作,在焊接的同时,经由下一个第一夹具对下一批子盒12进行固定,使得子盒12的上料和焊接同步进行,提高了子盒焊接的效率。多个子盒12焊接在一起形成了焊接好的母盒13输送至第一下料点1013。
[0047]
第二夹具3包括第二安装座301,第二安装座301用于承载母盒。且第二安装座301上设置有第二挤压机构,用于将母盒13置入预设于第二安装座301上的回型框架内。由第二夹具输送至激光焊接箱下方,由激光焊接箱对回型框架14和母盒13的边缝进行激光焊接,与上述同理的,回型框架14和母盒13的上料和焊接也是同步进行,有效提高了回型框架14与母盒13之间边缝焊接的效率,由此减少了烘焙盒成型的工序,不仅能够实现自动焊接,且激光焊接焊缝均匀,喷涂前不需要进行打磨。采用了前后双工位,一共四个工位,前端焊接中型,后端焊接回型框架14,工作时,将上料和焊接时间重叠,减少激光器不出光时间,提高效率,激光焊接速度高达100mm/s,基本90秒就可以完成一版产品制作,成倍缩短制造时间。
为了实现上料和焊接同步,第一夹具的间距等于第一上料点1011与第一加工点1012的间距等于第一加工点1012与第一下料点1013的间距。两个第二夹具的间距等于第二上料点1021与第二加工点1022的间距等于第二加工点1022与第二下料点1023的间距。
[0048]
具体的,本实用新型实施例中,第一挤压机构包括x轴基准靠条202和y轴基准靠条203,x轴基准靠条202和y轴基准靠条203均安装在第一安装座201上端,x轴基准靠条202和y轴基准靠条203相互垂直分布,x轴基准靠条202远离y轴基准靠条203的一端设有多个与y轴基准靠条203平行设置的第一限位块206,第一限位块206上均设有驱动第一限位块206向y轴基准靠条203移动的第一气缸205,y轴基准靠条203远离x轴基准靠条202的一端设有多个与x轴基准靠条202平行设置的第二限位块208,第二限位块208上均设有驱动第二限位块208向x轴基准靠条202移动的第二气缸207。将多个子盒12放置在第一安装座201上端,以此沿着x轴基准靠条202和y轴基准靠条203布置,布置好的子盒最终成为拼成了一个矩形结构,然后利用第一气缸205驱动第一限位块206对x轴基准靠条202方向上的子盒进行抵靠,并利用第二气缸207带动第二限位块208对y轴基准靠条203方向上的子盒12进行抵靠,如此可以实现对多个子盒拼接的未焊接母盒13进行稳定限位,由于第一气缸205、第一限位块206、第二气缸207和第二限位块208均设置多个,且等间距排布,如此在对子盒12进行限位时可以做到相互之间不会产生干扰,提高了子盒12限位固定的稳定性。
[0049]
本实用新型实施例中,第一安装座201的上端设有电磁铁吸盘204。通过设置电磁铁吸盘204,子盒12放置在第一安装座201上后,由电磁铁吸盘204先保持低磁力,当所有子盒12摆放完毕,且第一限位块206和第二限位块208抵靠完毕,再增大电磁铁吸盘204的吸力,如此可以进一步提高子盒12拼接后限位固定的稳定性,提高子盒焊接的效率和质量。
[0050]
本实用新型实施例中,第二挤压机构包括第三气缸310,第二安装座301上设有多个滑槽314,滑槽314内均设有可沿滑槽314内滑动的第三限位块311,第三限位块311突出于滑槽314设置,第三限位块311围合形成放置限位框的中型限位腔,第三气缸310安装在第二安装座301的下端,第二安装座301的下端还设有与滑槽314平行设置的第四直线导轨312,第四直线导轨312上设有由第三气缸310驱动且可沿第四直线导轨312滑动的滑板313,第三限位块311均固定在滑板313上。第二夹具在使用时,先将回型框架14放置在中型限位腔内,由第三气缸310驱动滑板313使得滑板313沿着第四直线导轨312滑动,滑板313的移动带动第三限位块311实现对回型框架14的抵触限位,从而实现将回型框架14进行固定,保证了回型框架14与母盒13边缝焊接的稳定性,进而有效提高了回型框架14与母盒13边缝焊接的效率和质量。
[0051]
本实用新型实施例中,第二挤压机构还包括旋转气缸302、第一齿轮303、第二齿轮304、转轴307、卡位板306和翻转压板305,旋转气缸302设有四个且分别设置在第二安装座301的四边上,第二齿轮304套接在转轴307外周,第一齿轮303与旋转气缸302传动连接,第一齿轮303和第二齿轮304齿接配合带动转轴307旋转,卡位板306安装在转轴307上,翻转压板305安装在卡位板306上。将回型框架14放置在中型限位腔后,再将母盒13放置在回型框架14内,由旋转气缸302驱动第一齿轮303转动,第一齿轮303转动带动第二齿轮304旋转,第二齿轮304旋转带动转轴307旋转,转轴307旋转带动卡位板306旋转,卡位板306再带动翻转压板305实现对回型框架14进行限位固定,保住了回型框架14焊接时的稳定性,进而有效提高了回型框架14焊接的质量。
[0052]
本实用新型实施例中,第二安装座301上端安装有轴套308,转轴307贯穿轴套308设置,轴套308上设有弹簧销309,转轴307上间歇设置有可供弹簧销309插入的插槽。通过在第二安装座301上端安装套接在转轴307外的轴套308,并在轴套308上设置弹簧销309,当转轴307旋转到插槽与弹簧销309对应时,弹簧销309在弹力的作用下插入到插槽内,从而将实现对转轴307的限位固定,从而避免转轴307旋转,提高了翻转压板305对回型框架14限位固定的稳定性。
[0053]
本实用新型实施例中,翻转压板305远离卡位板306的一侧设有多个等间距设置的微型气缸315。通过在翻转压板305远离卡位板306的一侧设多个等间距设置的微型气缸315,利用微型气缸315可以有效补充回型框架14的压力,避免回型框架14凹凸不平,提高了回型框架14与母盒13边缝焊接的质量。
[0054]
本实用新型实施例中,还包括除尘机9和水冷机7,除尘机9和水冷机7均与pc电脑柜11电连接。通过设置除尘机9对未进行焊接的子盒12和回型框架14进行除尘,可以有效提高焊接的质量,另外,焊接结束后通过水冷机7进行冷却清洗,保证了焊接后的烘焙盒更加干净。
[0055]
本实用新型实施例中,所述第二安装座301上安装有第四气缸317,所述第四气缸317靠近转轴307的一侧安装有第四直线导轨319,所述第四直线导轨319上设有可沿第四直线导轨319滑动的滑块318,所述滑块318由第四气缸317驱动,所述滑块318靠近转轴307的一侧设有限制卡位板306摆动的限位板316。如此可以提高翻转压板305对回型框架限位的稳定性,避免翻转压板305回弹。
[0056]
本实用新型还提出一种烘焙盒的成型方法,采用上述烘焙盒的成型设备制作得到,具体包括如下步骤:
[0057]
s1、对矩形板材进行冲压形成子盒12,子盒12包括带有容置腔的罐体,以及环绕所述罐体的冲口处设置且外轮廓为矩形的翻边;
[0058]
s2、将子盒12放置在第一安装座201上,并沿着x轴基准靠条202和y轴基准靠条203依次拼接,子盒12放置在第一安装座201上后,由电磁铁吸盘204先保持低磁力,当所有子盒12摆放完毕,且第一限位块206和第二限位块208抵靠完毕,再增大电磁铁吸盘204的吸力,当摆放形成未焊接的母盒13后,由第一气缸205驱动第一限位块206对x轴基准靠条202方向上的子盒12进行挤压限位,由第二气缸207驱动第二限位块208对y轴基准靠条203方向上的子盒12进行挤压限位,使得相邻两个子盒12的翻边边缘贴合;并使得同一行与同一列内的子盒12与相邻行列的子盒12贴合的翻边边缘处于同一平面,得到直线拼接缝15;
[0059]
当抵靠完成后,由pc电脑柜11控制将摆放了子盒12后的第一夹具2送至激光焊接箱6下方,当激光焊接箱6检测到第一夹具2后,由pc电脑柜11控制激光焊接箱6对着直线拼接缝15沿着第三直线导轨5实现来回激光焊接;
[0060]
s3、子盒12焊接结束后,将回型框架14放置在中型限位腔内,通过第三气缸310驱动滑板313沿着第四直线导轨312移动,滑板313移动实现第三限位块311对回型框架14的侧边进行抵靠限位,回型框架14抵靠后将焊接好的母盒13放置在中型限位腔内,然后由旋转气缸302驱动第一齿轮303旋转,第一齿轮303和第二齿轮304齿接配合实现转轴307旋转,转轴307旋转带动翻转压板305搭接在回型框架14的四周,翻转压板305抵靠在回型框架14上后,弹簧销309插接到转轴307上的插槽内,实现对翻转压板305的定位,然后由pc电脑柜11
控制第二夹具3沿第一直线导轨101移动,移动至激光焊接箱6下方,当激光焊接箱6检测到第二夹具3后,由pc电脑柜11控制激光焊接箱6沿着第三直线导轨5实现来回激光焊接,当回型框架14和母盒13之间缝隙焊接结束后取出烘焙盒。
[0061]
利用本实用新型中的烘焙盒成型方法,通过将多个子盒12用第一夹具2进行固定,然后送到激光焊接箱下方进行焊接操作,子盒12的上料和焊接同步进行,提高了子盒12焊接的效率.且通过将同一行与同一列内的子盒12与相邻行列的子盒12贴合的翻边边缘处于同一平面,得到直线拼接缝15。在焊接时,只需要对着直线拼接缝15进行焊接,一次性到位,提高了子盒12焊接的效率。
[0062]
而多个子盒12焊接在一起形成了焊接好的母盒13,然后将焊接好的母盒13放置在回型框架14内,将整个回型框架14和母盒置于第二夹具3上,由第二夹具3输送至激光焊接箱下方,由激光焊接箱对回型框架14和母盒13的边缝进行激光焊接,(回型框架为一四方形框,母盒的边缘搭在回型框架上沿处,母盒的边缘与回型框架上沿的搭接处进行焊接),由激光焊接箱对回型框架14和母盒13的边缝进行激光焊接,回型框架14和母盒13的上料和焊接也是同步进行,有效提高了回型框架14与母盒13之间边缝焊接的效率,由此减少了烘焙盒成型的工序,不仅能够实现自动焊接,且激光焊接焊缝均匀,喷涂前不需要进行打磨。采用了前后双工位,一共四个工位,前端焊接中型,后端焊接回型框架14,工作时,将上料和焊接时间重叠,减少激光器不出光时间,提高效率,激光焊接速度高达100mm/s,基本90秒就可以完成一版产品制作,成倍缩短制造时间。采用多个子盒焊接成一个母盒13,然后再与回型框架14焊接成型,可以大大节省材料。由于实现了自动化的生产,由此可以减少操作人员。另外,相较于传统工艺中,先将平板冲压出盒孔,再将冲压出的盒子冲压铆合进带盒孔的平板中,需要冲压多次,烘焙盒的成型效率低,且得到的烘焙盒时间一长冲压铆合处缝隙比较大,有的盒子会直接脱落。通过本方法焊接成型的烘焙盒强度高,长时间震动,摔打也不会松动脱落,使寿命增强。另外,通过焊接得到的烘焙盒,表面平整,没有凹凸台阶,不易粘灰,容易清洗,可反复使用,保证蛋糕食品安全。
[0063]
以上所述仅为本实用新型的优选实施例,并非因此即限制本实用新型的专利保护范围,凡是运用本实用新型说明书及附图内容所作的等效结构变换,直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1