基于AGV传输式焊接岛快换夹具工作位精密定位锁紧装置的制作方法
基于agv传输式焊接岛快换夹具工作位精密定位锁紧装置
技术领域
1.本实用新型涉及基于agv传输式焊接岛快换夹具工作位精密定位锁紧装置,可广泛应用到差异化多车型混流、高柔性生产、定制个性化白车身焊装生产线,尤其适用矩阵式焊接岛型焊装生产线。
背景技术:
2.随着汽车市场的不断饱和,大多数主机厂销量连年下滑,同时对消费者而言相同预算可选品牌较多,因此如何获得年轻化、个性化的消费者青睐成为主机厂生存发展的关键。消费者个性化定制成为未来发展趋势,这就意味着主机厂不仅要生产差异较大的多种车型而且同一车型要有多种差异化配置供消费者选择,为解决上述问题四大工艺的焊装必然需要革新。传统意义的同一焊装生产线仅能容纳几种相似车型共线混流,对于差异较大的车型只能是多线体独立生产,线体的增加不仅需要厂房面积更是一笔不小的投入且并未从根源上解决问题,这对原本就进入车企寒冬的主机厂来说无疑是雪上加霜,因此能实现差异化多车型高柔性生产,占地面积小,成本一次性投入后续增加少的矩阵式焊接岛型焊装线应运而生。焊接岛生产流程大致是:带升降功能的agv举升状态下承载着不同车型的夹具进入夹具工作区,然后agv承载着夹具下降,下降过程中夹具落至工作位不再随agv下降,此时agv继续下降至低位脱离夹具后退出工作区,工人上件,上件完成后机器人开始焊接工作。然而agv行走存在偏差,不能实现较好的重复定位精度且重复定位精度相对高的agv不仅价格高而且需要的定位时间长严重影响生产线节拍,加之相较传统夹具通过化学锚栓固定在地面而言焊接岛中夹具仅能依附锁紧机构对其进行固定,从而消除焊接过程的振动。
技术实现要素:
3.为解决上述问题,本实用新型提供基于agv传输式焊接岛快换夹具工作位精密定位锁紧装置,通过几种标准夹具基座实现不同车型白车身夹具的兼容,通过agv行走导向及夹具行走导向弥补agv行走偏差,通过夹具垂直下落导向定位装置实现夹具精确定位,通过锁紧装置实现夹具锁紧,提供避免出现振动的夹紧力,提高白车身焊接品质,支撑矩阵式焊接岛型焊装生产线的发展。
4.本实用新型的目的是通过以下技术方案实现的:
5.一种基于agv传输式焊接岛快换夹具工作位精密定位锁紧装置,包括标准夹具基座、agv、料口处agv行走导向装置、夹具水平行走导向装置、夹具垂直下落导向定位锁紧装置;夹具垂直下落导向定位锁紧装置包括分别设置于agv两侧的左、右导向定位锁紧结构;料口处agv行走导向装置分别设置在agv与左、右导向定位锁紧结构之间;标准夹具基座安装在夹具垂直下落导向定位锁紧装置上并位于agv上方;夹具水平行走导向装置分别设置在标准夹具基座于左、右导向定位锁紧结构之间。
6.进一步地,所述标准夹具基座包括基板、型材框架,基板固定在型材框架顶面;型材框架底部分别设置有与agv的升降装置定位销配合的三向可调定位导向套机构、与agv的
升降装置定位支撑块配合的z向可调支撑块、夹具垂直下落三向可调导向定位销机构、三向可调夹具锁紧气缸公端机构、叉车搬运叉槽;两个夹具垂直下落三向可调导向定位销机构位于型材框架两个对角,两个三向可调夹具锁紧气缸公端机构位于型材框架另外两个对角。
7.进一步地,所述三向可调定位导向套机构包括导向套,导向套连接在导向套连接板上,导向套连接板固定在型材框架底部;所述夹具垂直下落三向可调导向定位销机构包括夹具导向定位销,夹具导向定位销连接在定位销连接板上,定位销连接板连接在固定在型材框架底部的两个对角上;所述三向可调夹具锁紧气缸公端机构包括夹具锁紧气缸公端,夹具锁紧气缸公端连接在公端连接板上,公端连接板固定在型材框架底部的两个对角上。
8.进一步地,所述料口处agv行走导向装置由agv自带的侧方导向轮及固定在夹具垂直下落导向定位锁紧装置底部的地面导向板组成,侧方导向轮与地面导向板配合,实现料口处的agv行走导向。
9.进一步地,所述夹具水平行走导向装置由设置在标准夹具基座两侧的导向轮机构以及安装在夹具垂直下落导向定位锁紧装置顶部的空中导向板组成,导向轮机构与空中导向板配合,实现标准夹具基座的水平行走导向。
10.进一步地,所述夹具垂直下落导向定位锁紧装置包括分别设置于agv两侧的左、右导向定位锁紧结构;左导向定位锁紧结构包括支撑座,支撑座上分别设置有一个夹具基座定位销导向定位机构以及两个三向可调锁紧气缸母端机构;右导向定位锁紧结构包括支撑座,支撑座上分别设置有一个夹具基座定位销导向定位机构以及两个三向可调锁紧气缸母端机构;左、右两侧的夹具基座定位销导向定位机构呈对角设置,夹具基座定位销导向定位机构用于对夹具导向定位销进行导向定位。
11.进一步地,所述夹具基座定位销导向定位机构由4个万向球轴承、轴承座、连接座及调整板组成,4个万向球轴承呈矩形分布,分别通过轴承座安装在调整板上,调整板安装在连接座上,连接座通过支承卡座固定在支撑座上;所述三向可调锁紧气缸母端机构由锁紧气缸母端、母端连接板、母端连接座组成,锁紧气缸母端通过母端连接板安装在母端连接座上,母端连接座通过支承卡座固定在支撑座上。
12.进一步地,所述夹具水平行走导向装置的空中导向板也固定在支承卡座上。
13.本实用新型具有以下有益效果:
14.本实用新型依托项目特性梳理整个白车身夹具外形尺寸,制作几种能容纳所有夹具的夹具基座,多车型混流时仅更换夹具基座上的不同车型夹具单元即可实现高柔性生产,通过由agv自带的导向轮及精密定位锁紧装置的地面导向板组成的料口处agv行走导向装置及由夹具基座上的导向轮及精密定位锁紧装置的空中导向板组成的夹具水平行走导向装置弥补agv的行走偏差使夹具处于精密定位装置的工作范围内,agv承载着夹具在下降过程中通过由夹具基座上的导向销及精密定位锁紧装置的导向万向球轴承组成的夹具垂直下落导向定位装置对夹具进行精准定位,通过由夹具基座上锁紧气缸公端及精密定位锁紧装置中的锁紧气缸母端组成的精密定位锁紧装置对夹具进行锁紧避免焊接状态下的振动现象出现,锁紧后agv退出料口工作区域,机器人开始焊接工作。
附图说明
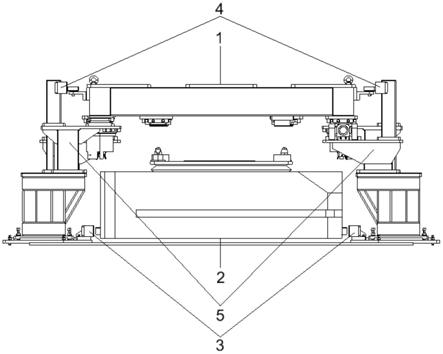
15.图1为本实用新型整体主视图;
16.图2为本实用新型整体俯视图;
17.图3为本实用新型标准夹具基座俯视图;
18.图4为本实用新型标准夹具基座仰视图;
19.图5为本实用新型标准夹具基座轴侧视图;
20.图6为本实用新型标准夹具基座基板详细视图;
21.图7为本实用新型夹具导向定位锁紧装置主视图;
22.图8为本实用新型夹具导向定位锁紧装置上部详细视图;
具体实施方式
23.下面结合附图对本实用新型做进一步说明:
24.如图1、2所示,一种基于agv传输式焊接岛快换夹具工作位精密定位锁紧装置,包括标准夹具基座1、agv2、料口处agv行走导向装置3、夹具水平行走导向装置4、夹具垂直下落导向定位锁紧装置5;夹具垂直下落导向定位锁紧装置5包括分别设置于agv2两侧的左、右导向定位锁紧结构;料口处agv行走导向装置3分别设置在agv2与左、右导向定位锁紧结构之间;标准夹具基座1安装在夹具垂直下落导向定位锁紧装置5上并位于agv2上方;夹具水平行走导向装置4分别设置在标准夹具基座1于左、右导向定位锁紧结构之间。
25.标准夹具基座可实现夹具一定外形尺寸范围的兼容,几种规格的标准夹具基座即可容纳整个白车身的夹具。
26.如图3、4所示,所述的标准夹具基座1包括基板1-1、型材框架1-2,基板1-1固定在型材框架1-2顶面;型材框架1-2底部分别设置有与agv的升降装置定位销配合的三向可调定位导向套机构1-4、与agv的升降装置定位支撑块配合的z向可调支撑块1-5、夹具垂直下落三向可调导向定位销机构1-6、三向可调夹具锁紧气缸公端机构1-7、叉车搬运叉槽1-8,两个夹具垂直下落三向可调导向定位销机构1-6位于型材框架1-2两个对角,两个三向可调夹具锁紧气缸公端机构1-7位于型材框架1-2另外两个对角;型材框架1-2两侧设有导向轮机构。
27.如图5所示,三向可调定位导向套机构1-4包括导向套1-4-1,导向套1-4-1连接在导向套连接板1-4-2上,导向套连接板1-4-2固定在型材框架1-2底部,位置与agv的升降装置定位销配合;夹具垂直下落三向可调导向定位销机构1-6包括夹具导向定位销1-6-1,夹具导向定位销1-6-1连接在定位销连接板1-6-2上,定位销连接板1-6-2连接在固定在型材框架1-2底部的两个对角上;三向可调夹具锁紧气缸公端机构1-7包括夹具锁紧气缸公端1-7-1,夹具锁紧气缸公端1-7-1连接在公端连接板1-7-2上,公端连接板1-7-2固定在型材框架1-2底部的两个对角上。
28.如图6所示,在所述的基板1-1上阵列加工螺纹孔a及沉头长圆定位销孔b,用以连接其上各夹具,实现不同夹具均可通过基座上孔位与基座连接,即实现同一规格夹具基座可兼容多套夹具的功能。一号标准定位销c及二号标准定位销d分别通过底端销轴与沉头长圆定位销孔b配合,定位销上端与夹具定位孔配合实现夹具与基座间的定位。
29.料口处agv行走导向装置3由agv自带的侧方导向轮及固定在夹具垂直下落导向定
位锁紧装置5底部的地面导向板组成,侧方导向轮与地面导向板配合,实现料口处的agv行走导向。
30.夹具水平行走导向装置4由型材框架1-2两侧的导向轮机构以及安装在夹具垂直下落导向定位锁紧装置5顶部的空中导向板组成,导向轮机构与空中导向板配合,实现标准夹具基座1的水平行走导向。导向轮机构由型材框架1-2两侧设置的夹具水平行走导向轴承1-3以及安装在夹具水平行走导向轴承1-3上的导向轮组成。
31.如图7、8所示,夹具垂直下落导向定位锁紧装置5包括分别设置于agv2两侧的左、右导向定位锁紧结构;左导向定位锁紧结构包括支撑座,支撑座上分别设置有一个夹具基座定位销导向定位机构e以及两个三向可调锁紧气缸母端机构f;右导向定位锁紧结构包括支撑座,支撑座上分别设置有一个夹具基座定位销导向定位机构e以及两个三向可调锁紧气缸母端机构f;左、右两侧的夹具基座定位销导向定位机构e呈对角设置,夹具基座定位销导向定位机构e用于对夹具导向定位销1-6-1进行导向定位。
32.夹具基座定位销导向定位机构e由4个万向球轴承5-1、轴承座5-2、连接座5-3及调整板5-4组成,4个万向球轴承5-1呈矩形分布,分别通过轴承座5-2安装在调整板5-4上,调整板5-4安装在连接座5-3上,连接座通过支承卡座固定在支撑座上。三向可调锁紧气缸母端机构f由锁紧气缸母端5-5、母端连接板5-6、母端连接座5-7组成,锁紧气缸母端5-5通过母端连接板5-6安装在母端连接座5-7上,母端连接座5-7通过支承卡座固定在支撑座上。夹具水平行走导向装置4的空中导向板也固定在支承卡座上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1