钛合金弹簧耳环制造工装的制作方法
[0001]
本实用新型属于机械制造领域,具体涉及一种钛合金弹簧耳环制造工装。
背景技术:
[0002]
特种用途弹簧多为尺寸较小的零件,但一旦断裂失效,却往往会立即引起某种器件或某一系统功能的丧失,甚至导致严重后果,因此特殊用途的弹簧以安全可靠为第一要求。现常用的ⅱ(70)碳素钢,65si2mnwa合金钢弹簧防腐性能差,对盐雾环境敏感,在海洋气候中使用时锈蚀严重,已不能满足现在的特种作业需求。
[0003]
ti-3al-8v-6cr-4mo-4zr(tb9)钛合金弹簧具有较高的比强度,较低的弹性模量,疲劳强度和抗裂纹扩展能力好,且具有优异的耐蚀性,在标准盐雾腐蚀疲劳试验中,一般钢质弹簧的疲劳寿命比在空气中下降50%,在相同的试验中,钛弹簧的疲劳寿命仅比空气中下降4%。由于钛合金其密度和弹性模量只有钢弹簧的一半,而强度几乎与钢弹簧的一样,因此在实际应用中为了得到同等载荷可将钛合金弹簧设计的比钢弹簧直径小、圈数少。在质量及占有空间受到严格限制以及在腐蚀介质工作环境下,用钛合金做弹簧,可使其特性得到充分发挥,同时还可以提高效率,降低投资费用,提高我国特种制造业的技术水平和竞争力。
[0004]
目前我国钛合金弹簧使用率低、生产能力差,尤其如图1所示拉簧零件耳环转接半径制造困难,耳环加工中容易产生伤痕。
技术实现要素:
[0005]
针对tb9钛合金弹簧耳环制造困难,耳环转接半径不易控制、tb9钛合金钢丝易受损伤的问题,本实用新型提供一种操作简便,通用性强,安全可靠的钛合金弹簧耳环制造工装。
[0006]
本实用新型的技术方案为:
[0007]
一种钛合金弹簧耳环制造工装,其包括主体1、压紧螺栓2、模胎3、扳手4、芯轴6、限位销7、螺钉8、套筒10和支座11。
[0008]
主体1用于安装钛合金弹簧耳环制造工装的其他部件,主体1为“l”型结构,包括相互垂直设置的底板9和位于底板9一端与底板9相互垂直设置的挡墙16;底板9上开设有定位孔和沉头螺栓孔,用于固定套筒10和支座11;挡墙16开设有螺纹孔,该螺纹孔与压紧螺栓2相匹配,以将压紧螺栓2安装在挡墙16的该螺纹孔中。
[0009]
套筒10设置于底板9的上方中部,套筒10的下部设置有定位孔和沉头螺栓孔,通过套筒定位销15配合底板9上的定位孔及套筒10的定位孔,将套筒10与底板9定位;通过套筒螺栓14配合底板9上的沉头螺栓孔与套筒10的沉头螺栓孔,将套筒10与底板9固定。
[0010]
套筒10沿轴向开设有弹簧孔,用于容纳芯轴6及待加工的钛合金弹簧零件5,套筒10的上部开设有导向槽孔和可视窗,其中导向槽孔用于放置限位销7。
[0011]
芯轴6设置于套筒10的弹簧孔中,芯轴6为圆柱体型,芯轴6的对侧表面沿轴向开设
有导向槽,芯轴6的一端面中央沿轴向开设弹簧耳环躲避开口。限位销7通过套筒10上的导向槽孔,端部位于芯轴6的导向槽中,使得芯轴6在套筒10中沿套筒的轴向方向做直线移动。
[0012]
支座11设置于底板9上远离挡墙16的一端,支座11为凸字形,其下部设置有定位孔和沉头螺栓孔,通过支座定位销12配合底板9上的定位孔及支座11的定位孔,将支座11与底板9定位;通过支座螺栓13配合底板9上的沉头螺栓孔与支座11的沉头螺栓孔,将支座11与底板9固定。支座11的上部开设有螺纹孔,该螺纹孔与套筒10的弹簧孔同轴,用于设置螺钉8,螺钉8的一端与芯轴6的未设置弹簧耳环躲避开口的端面相接触,旋拧螺钉8以调整芯轴6在套筒10的弹簧孔中的位置。
[0013]
模胎3设置于底板9上,位于挡墙16与套筒10之间,模胎3的上方一侧设置有凸出半径部,该凸出半径部靠近套筒10,通过压紧螺栓2固定其位置,已将待加工的钛合金弹簧零件5限位于套筒10的弹簧孔中,位于模胎3和芯轴6之间,利用锤击法击打扳手4,使待加工的钛合金弹簧零件5的端头的钢丝与模胎3贴合。
[0014]
另一方面,本实用新型提供了使用上述的钛合金弹簧耳环制造工装进行钛合金弹簧耳环制造的方法,包括如下步骤:
[0015]
1)将芯轴6装入套筒10的弹簧孔中,将限位销7放入套筒10上的导向槽孔中,使得限位销7在芯轴6的导向槽中,使得芯轴6可做左右直线移动;
[0016]
2)将待加工的钛合金弹簧零件5放入套筒10的弹簧孔中;
[0017]
4)将模胎3放入底板9上,位于挡墙16与套筒10之间的空当处,将模胎3凸出半径部靠近套筒10;
[0018]
5)拧紧压紧螺栓2;
[0019]
6)拧紧螺钉8,通过芯轴6将待加工的钛合金弹簧零件5靠紧模胎3;
[0020]
7)将扳手4头部插入钛合金弹簧零件5的钢丝之间的缝隙处;
[0021]
8)利用锤击法击打扳手4,使得钛合金弹簧零件5的端头的钢丝与模胎3贴合,并利用铜块敲击钛合金弹簧零件5的耳环按照模胎3的弧度形成转接半径;
[0022]
9)钛合金弹簧零件5一侧耳环制作完成后,松开螺钉8,松开压紧螺栓2,取出模胎3,取出钛合金弹簧零件5;
[0023]
10)将钛合金弹簧零件5调转180
°
,将已加工好的耳环放入芯轴6上的弹簧耳环躲避开口中;
[0024]
11)将模胎3放入底板9上,位于挡墙16与套筒10之间的空当处,将模胎3凸出半径部位靠近套筒10;
[0025]
12)拧紧压紧螺栓2;
[0026]
13)拧紧螺钉8,通过芯轴6将钛合金弹簧零件5靠紧模胎3;
[0027]
14)将扳手4头部插入弹簧钢丝之间的缝隙处;
[0028]
15)利用锤击法击打扳手4,使得钛合金弹簧零件5的端头的钢丝与模胎3贴合,并利用铜块敲击钛合金弹簧零件5的耳环按照模胎3的弧度形成转接半径;
[0029]
16)钛合金弹簧零件5的耳环制作完成后,松开螺钉8,松开压紧螺栓2,取出模胎3,取出钛合金弹簧零件5。
[0030]
本实用新型的效果和益处是:
[0031]
本实用新型提供的钛合金弹簧耳环制造工装结构简单实用,定位精准,tb9钛合金
弹簧耳环转接半径控制准确。钛合金弹簧耳环制造工装易于加工制造,成本低操作方便,操作者使用安全可靠,劳动强度低。本实用新型可以根据tb9钛合金弹簧耳环样式选择不同模胎、套筒、芯轴组合,tb9钛合金弹簧耳环制造工装通用性强。
附图说明
[0032]
图1a和图1b是tb9钛合金弹簧零件示意图;图1a为主视图,图1b为侧视图。
[0033]
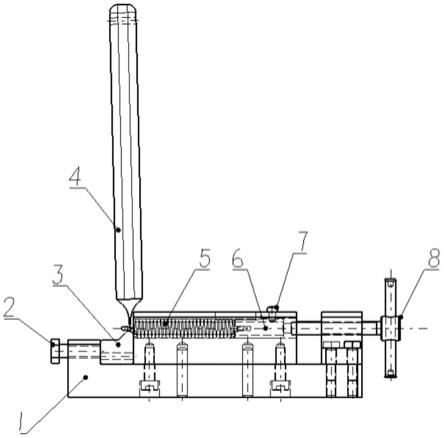
图2a和图2b是本实用新型实施例中提供的钛合金弹簧耳环制造工装的结构示意图;其中图2a为主视图,图2b为俯视图。
[0034]
图3是本实用新型实施例中提供的钛合金弹簧耳环制造工装的主体及连接于主体上的部件的结构示意图。
[0035]
图4是图3中a-a剖视示意图。
[0036]
图5a和图5b是本实用新型实施例中提供的钛合金弹簧耳环制造工装的芯轴的结构示意图;图5a为主视图,图5b为侧视图。
[0037]
图6a和图6b是本实用新型实施例中提供的钛合金弹簧耳环制造工装的模胎的结构示意图;图6a为主视图,图6b为侧视图。
[0038]
图7a至图7c是本实用新型实施例中提供的钛合金弹簧耳环制造工装的套筒的结构示意图;图7a为主视图,图7b为侧视图,图7c为俯视图。
[0039]
图8a和图8b是本实用新型实施例中提供的钛合金弹簧耳环制造工装的扳手的结构示意图。
[0040]
图9a至图9c是本实用新型实施例中提供的钛合金弹簧耳环制造工装的主体的结构示意图,图9a为主视图,图9b为侧视图,图9c为俯视图。
[0041]
图10a和图10b是本实用新型实施例中提供的钛合金弹簧耳环制造工装的支座示的结构意图,图10a为主视图,图10b为俯视图。
[0042]
图中:1主体;2压紧螺栓;3模胎;4扳手;5钛合金弹簧零件;6芯轴;7限位销;8螺钉;9底板;10套筒;11支座;12支座定位销;13支座螺栓;14套筒螺栓;15套筒定位销;16挡墙。
具体实施方式
[0043]
以下结合附图和技术方案,进一步说明本实用新型的具体实施方式。
[0044]
应当了解,所附附图并非按比例地绘制,而仅是为了说明本实用新型的基本原理的各种特征的适当简化的画法。本文所公开的本实用新型的具体设计特征包括例如具体尺寸、方向、位置和外形将部分地由具体所要应用和使用的环境来确定。
[0045]
在所附多个附图中,同样的或等同的部件(元素)以相同的附图标记标引。
[0046]
在本实用新型的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0047]
图2是本实用新型实施例中提供的钛合金弹簧耳环制造工装的结构示意图。图3是本实用新型实施例中提供的钛合金弹簧耳环制造工装的主体及连接于主体上的部件的结
构示意图。图4是图3中a-a剖视示意图。参见图2a至图4,在本实施例中,钛合金弹簧耳环制造工装包括主体1、压紧螺栓2、模胎3、扳手4、芯轴6、限位销7、螺钉8、套筒10和支座11。
[0048]
图9a至图9c是本实用新型实施例中提供的钛合金弹簧耳环制造工装的主体的结构示意图。参见图9a至图9c,在本实施例中,主体1用于安装钛合金弹簧耳环制造工装的其他部件,主体1为“l”型结构,包括相互垂直设置的底板9和位于底板9一端与底板9相互垂直设置的挡墙16;底板9上开设有定位孔和沉头螺栓孔,用于固定套筒10和支座11;挡墙16开设有螺纹孔,该螺纹孔与压紧螺栓2相匹配,以将压紧螺栓2安装在挡墙16的该螺纹孔中。
[0049]
图7a至图7c是本实用新型实施例中提供的钛合金弹簧耳环制造工装的套筒的结构示意图。参见图7a至图7c,本实施例中,套筒10设置于底板9的上方中部,套筒10的下部设置有定位孔和沉头螺栓孔,通过套筒定位销15配合底板9上的定位孔及套筒10的定位孔,将套筒10与底板9定位;通过套筒螺栓14配合底板9上的沉头螺栓孔与套筒10的沉头螺栓孔,将套筒10与底板9固定。
[0050]
套筒10沿轴向开设有弹簧孔,用于容纳芯轴6及待加工的钛合金弹簧零件5,套筒10的上部开设有导向槽孔和可视窗,其中导向槽孔用于放置限位销7。
[0051]
图5a和图5b是本实用新型实施例中提供的钛合金弹簧耳环制造工装的芯轴的结构示意图。参见图5a和图5b,芯轴6设置于套筒10的弹簧孔中,芯轴6为圆柱体型,芯轴6的对侧表面沿轴向开设有导向槽,芯轴6的一端面中央沿轴向开设弹簧耳环躲避开口。限位销7通过套筒10上的导向槽孔,端部位于芯轴6的导向槽中,使得芯轴6在套筒10中沿套筒的轴向方向做直线移动。
[0052]
图10a和图10b是本实用新型实施例中提供的钛合金弹簧耳环制造工装的支座示的结构意图。参见图10a和10b,在本实施例中,支座11设置于底板9上远离挡墙16的一端,支座11为凸字形,其下部设置有定位孔和沉头螺栓孔,通过支座定位销12配合底板9上的定位孔及支座11的定位孔,将支座11与底板9定位;通过支座螺栓13配合底板9上的沉头螺栓孔与支座11的沉头螺栓孔,将支座11与底板9固定。支座11的上部开设有螺纹孔,该螺纹孔与套筒10的弹簧孔同轴,用于设置螺钉8,螺钉8的一端与芯轴6的未设置弹簧耳环躲避开口的端面相接触,旋拧螺钉8以调整芯轴6在套筒10的弹簧孔中的位置。
[0053]
图6a和图6b是本实用新型实施例中提供的钛合金弹簧耳环制造工装的模胎的结构示意图。参见图6a和图6b,在本实施例中,模胎3设置于底板9上,位于挡墙16与套筒10之间,模胎3的上方一侧设置有凸出半径部,该凸出半径部靠近套筒10,通过压紧螺栓2固定其位置,已将待加工的钛合金弹簧零件5限位于套筒10的弹簧孔中,位于模胎3和芯轴6之间,利用锤击法击打扳手4,使待加工的钛合金弹簧零件5的端头的钢丝与模胎3贴合。
[0054]
参见图2a至图4,使用上述的钛合金弹簧耳环制造工装进行钛合金弹簧耳环制造的方法,包括如下步骤:
[0055]
1)将图5a和图5b所示的芯轴6装入套筒10的弹簧孔中,将限位销7放入套筒10上的导向槽孔中,使得限位销7在芯轴6的导向槽中,使得芯轴6可做左右直线移动;
[0056]
2)将待加工的钛合金弹簧零件5放入套筒10的弹簧孔中;
[0057]
4)将图6a和图6b所示的模胎3放入底板9上,位于挡墙16与套筒10之间的空当处,将模胎3凸出半径部靠近套筒10;
[0058]
5)拧紧压紧螺栓2;
[0059]
6)拧紧螺钉8,通过芯轴6将待加工的钛合金弹簧零件5靠紧模胎3;
[0060]
7)将扳手4头部插入钛合金弹簧零件5的钢丝之间的缝隙处;
[0061]
8)利用锤击法击打扳手4,使得钛合金弹簧零件5的端头的钢丝与模胎3贴合,并利用铜块敲击钛合金弹簧零件5的耳环按照模胎3的弧度形成转接半径;
[0062]
9)钛合金弹簧零件5一侧耳环制作完成后,松开螺钉8,松开压紧螺栓2,取出模胎3,取出钛合金弹簧零件5;
[0063]
10)将钛合金弹簧零件5调转180
°
,将已加工好的耳环放入芯轴6上的弹簧耳环躲避开口中;
[0064]
11)将模胎3放入底板9上,位于挡墙16与套筒10之间的空当处,将模胎3凸出半径部位靠近套筒10;
[0065]
12)拧紧压紧螺栓2;
[0066]
13)拧紧螺钉8,通过芯轴6将钛合金弹簧零件5靠紧模胎3;
[0067]
14)将扳手4头部插入弹簧钢丝之间的缝隙处;
[0068]
15)利用锤击法击打扳手4,使得钛合金弹簧零件5的端头的钢丝与模胎3贴合,并利用铜块敲击钛合金弹簧零件5的耳环按照模胎3的弧度形成转接半径;
[0069]
16)钛合金弹簧零件5的耳环制作完成后,松开螺钉8,松开压紧螺栓2,取出模胎3,取出钛合金弹簧零件5。
[0070]
以上示例性实施方式所呈现的描述仅用以说明本实用新型的技术方案,并不想要成为毫无遗漏的,也不想要把本实用新型限制为所描述的精确形式。显然,本领域的普通技术人员根据上述教导做出很多改变和变化都是可能的。选择示例性实施方式并进行描述是为了解释本实用新型的特定原理及其实际应用,从而使得本领域的其它技术人员便于理解、实现并利用本实用新型的各种示例性实施方式及其各种选择形式和修改形式。本实用新型的保护范围意在由所附权利要求书及其等效形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1