一种便携式工件焊割打磨辅助设备的制作方法
1.本实用新型涉及一种焊割辅助设备,尤其涉及一种便携式工件焊割打磨辅助设备。
背景技术:
2.目前,小批量、种类各异的法兰盘与管件焊接、管件与管件焊接,常采用手工焊接。被焊接件对接端面切割坡口后固定,操作者手持焊枪,沿圆周相贯线与另一焊接件焊接,受焊接角度限制,焊接很难一次成型,需多次旋转焊接件方能完成整个圆周焊缝的焊接,焊接完毕后再沿圆周焊缝打磨。切割坡口、焊接、打磨均不能一次完成,需多次变换工位,且多次焊接的焊缝在连接处,若处理不当容易造成夹渣、气孔、凸点等焊接缺陷,影响美观更影响质量。焊接过程中多次变换焊接件位置、操作者工位也会影响工作效率。
技术实现要素:
3.本实用新型为克服现有技术弊端,提供一种便携式工件焊割打磨辅助设备,焊接件装夹于夹盘系统上,由夹盘驱动系统和转台驱动系统驱动其沿水平方向和竖直方向做圆周转动,实现焊接件转动,人员工位不变,从而减少焊接缺陷,提高工作效率。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种便携式工件焊割打磨辅助设备,所述设备包括基座、转台、夹盘系统、夹盘驱动系统、转台驱动系统、脚踏增量控制器、第一电气控制系统及焊机地线连接端子,所述转台和第一电气控制系统分别固定在所述基座上方和一侧,所述夹盘系统设置于所述转台上,所述夹盘驱动系统固定在所述转台下方,驱动所述夹盘系统运转,所述转台驱动系统固定在所述第一电气控制系统下方,驱动转台旋转,所述脚踏增量控制器与第一电气控制系统电连接,控制转台和夹盘系统的旋转角度,焊接件由所述夹盘系统夹紧,所述焊机地线连接端子接地。
6.上述便携式工件焊割打磨辅助设备,所述设备还包括导电环系统,包括滑环和碳刷,所述滑环固定在所述夹盘系统上,所述碳刷通过卷簧固定在碳刷座上,所述碳刷座固定在所述转台上,所述碳刷一端通过导线与平台接线端子连接,另一端与所述滑环接触。
7.上述便携式工件焊割打磨辅助设备,所述转台通过转轴固定在所述基座上,所述转轴两端通过第一轴承固定在所述基座上,所述转轴的一端固定设置有轴端盖。
8.上述便携式工件焊割打磨辅助设备,所述夹盘系统包括夹盘和夹块,所述夹盘上间隔均匀设置有多个滑槽,所述夹块底部设置有滑块,滑块固定在所述滑槽内,可沿滑槽沿半径方向滑动,焊接件放置于所述夹盘上,由夹块夹紧固定,所述滑环固定在所述夹盘外侧。
9.上述便携式工件焊割打磨辅助设备,所述夹盘驱动系统包括电机/制动器一体机、第一减速机和第二电气控制器,所述第一驱动电机与所述第一减速机连接,所述第一减速机通过减速机固定座固定在所述转台底部,所述第一减速机的主轴穿过所述转台与所述夹
盘固定,所述主轴通过第二轴承和轴承座与所述转台连接,所述轴承座上方通过螺栓固定有通盖,第二电气控制器与第一电气控制器电连接,第二电气控制器控制所述电机/制动器一体机的启停。
10.上述便携式工件焊割打磨辅助设备,所述第一电气控制系统上设置有总开关、夹盘转向选择开关、转台转向选择开关及电源插口。
11.上述便携式工件焊割打磨辅助设备,所述转台驱动系统为第二驱动电机、第二减速机和第二制动器转台三合一驱动总成。
12.上述便携式工件焊割打磨辅助设备,所述脚踏增量控制器包括夹盘转动增量控制器和转台倾角增量控制器,与第一电气控制系统电连接。
13.上述便携式工件焊割打磨辅助设备,所述夹块内侧设置有若干个防滑凸起块。
14.本实用新型的有益效果是:
15.本实用新型通过夹盘驱动系统和夹盘系统,实现焊接件(法兰盘、管件、轴等)水平方向圆周旋转,并通过夹盘转动增量控制器控制夹盘旋转角度及速度以及通过转台驱动系统控制转台沿竖直方向周向转动,并通过转台倾角增量控制器控制转台旋转角度及旋转速度,焊接过程中,只需要转动夹盘及转台,操作人员无需变换工位,且可一次完成圆周焊接,焊接效率高,焊接质量高;夹盘外圆上设置滑环,与碳刷配合使用,碳刷并通过导线接地,使得焊接过程中,焊接件上电流沿碳刷导出,避免损坏设备内的轴承组件。
16.本实用新型设备适用于焊接、切割及打磨工序,均可一次完成相应操作,无需变换工位,避免多次焊接造成焊缝连接处夹渣、气孔、凸点等焊接缺陷。
附图说明
17.下面结合附图对本实用新型作进一步说明。
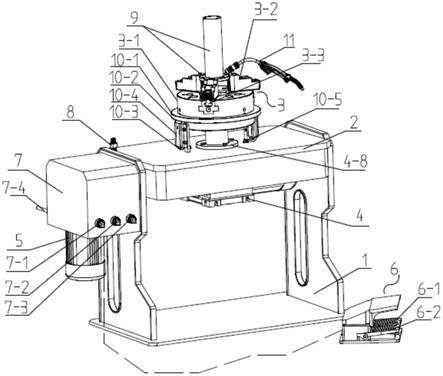
18.图1为本实用新型整体结构示意图;
19.图2为转台倾斜配合滚轮架装配结构示意图;
20.图3为夹盘系统剖面结构示意图。
21.图中:1、基座;2、转台;2
‑
1、转轴;2
‑
2、第一轴承;2
‑
3、轴端盖;3、夹盘系统;3
‑
1、夹盘;3
‑
2、夹块;3
‑
3、滑槽;4、夹盘驱动系统;4
‑
1、电机/制动器一体机;4
‑
2、第一减速机;4
‑
3、第二电气控制器;4
‑
4、减速机固定座;4
‑
5、主轴;4
‑
6、第二轴承;4
‑
7、轴承座;4
‑
8、通盖;5、转台驱动系统;6、脚踏增量控制器;6
‑
1、夹盘转动增量控制器;6
‑
2、转台倾角增量控制器;7、第一电气控制系统;7
‑
1、总开关;7
‑
2、夹盘转向选择开关;7
‑
3、转台转向选择开关;7
‑
4、电源插口;8、焊机地线连接端子;9、焊接件;10、导电环系统;10
‑
1、滑环;10
‑
2、碳刷;10
‑
3、卷簧;10
‑
4、碳刷座;10
‑
5、平台接线端子;11、焊枪;12、辊轮架。
具体实施方式
22.下面结合实施例对本实用新型作进一步说明。
23.参看图1至图3,本实用新型便携式工件焊割打磨辅助设备包括基座1、转台2、夹盘系统3、夹盘驱动系统4、转台驱动系统5、脚踏增量控制器6、第一电气控制系统7、焊机地线连接端子8及导电环系统10,所述转台2通过转轴2
‑
1固定在所述基座1上,所述转轴2
‑
1两端通过第一轴承2
‑
2固定在所述基座1上,所述转轴的一端固定设置有轴端盖2
‑
3,另一端的基
座侧壁上固定第一电气控制系统7,所述夹盘系统3设置于所述转台2上,包括夹盘3
‑
1和夹块3
‑
2,所述夹盘3
‑
1上间隔均匀设置有多个滑槽3
‑
3,所述夹块3
‑
2底部设置有滑块,滑块固定在所述滑槽内,使夹块可沿滑槽沿夹盘半径方向滑动,适用于不同直径大小的焊接件固定,焊接件9放置于所述夹盘上,由夹块夹紧固定,另一焊接件与夹紧的焊接件对接,利用焊枪11进行焊接。所述导电环系统10包括滑环10
‑
1和碳刷10
‑
2,所述滑环10
‑
1固定在所述夹盘3
‑
1外圆周壁上,所述碳刷10
‑
2通过卷簧10
‑
3固定在碳刷座10
‑
4上,所述碳刷座10
‑
4固定在所述夹盘3
‑
1上,所述碳刷10
‑
2一端通过导线与平台接线端子10
‑
5连接,另一端与所述滑环接触,焊接过程中,焊接件上的电流由导电环系统10导走,并通过焊机地线连接端子8接地,避免电流损坏设备内轴承组件。
24.所述夹盘驱动系统4固定在所述转台2下方,驱动所述夹盘系统水平方向圆周运转,包括电机/制动器一体机4
‑
1、第一减速机4
‑
2和第二电气控制器4
‑
3,所述第一驱动电机4
‑
1与所述第一减速机4
‑
2连接,所述第一减速机4
‑
2通过减速机固定座4
‑
4固定在所述转台2底部,所述第一减速机4
‑
2的主轴4
‑
5穿过所述转台2与所述夹盘3
‑
1固定,所述主轴4
‑
4通过第二轴承4
‑
6和轴承座4
‑
7与所述转台2连接,所述轴承座上方通过螺栓固定有通盖4
‑
8,避免灰尘堵塞轴承,第二电气控制器4
‑
3与第一电气控制器7电连接,第二电气控制器4
‑
3控制所述电机/制动器一体机4
‑
1的启停。
25.所述转台驱动系统5固定在所述第一电气控制系统7下方,驱动转台旋转,所述脚踏增量控制器6与第一电气控制系统7电连接,夹盘转动增量控制器6
‑
1和转台倾角增量控制器6
‑
2分别控制夹盘系统3和转台2的旋转角度和转速。第一电气控制系统7上设置有总开关7
‑
1、夹盘转向选择开关7
‑
2、转台转向选择开关7
‑
3及电源插口7
‑
4。
26.参看图2,将法兰盘(或尺寸较短管件/轴)与管件(轴)焊接时,管件(轴)较长时,竖直方向放置不稳,此时需要将转台旋转,将法兰盘(或尺寸较短管件/轴)卡固在夹块之间,将较长的管件(轴)固定在辊轮架12上,再进行圆周焊接,辊轮架12可调整高度。
27.工作工程:两个焊接件尺寸均较小时,将一个焊接件夹持固定在夹块之间,另一焊接件放置与第一焊接件之上,先进行定位铆焊,然后接通电源,打开总开关和夹盘转向选择开关,脚踩夹盘转动增量控制器,控制夹盘驱动系统启动,电机/制动器一体机和第一减速机运转,主轴转动带动夹盘旋转,从而带动焊接件周向转动,脚踩夹盘转动增量控制器,调整夹盘旋转速度,进行圆周焊接。当其中一个焊接件较长时,打开转台转向选择开关,脚踩转台倾角增量控制器控制转台竖直方向上旋转至合适角度,将较长管件夹持固定在辊轮架上,并与夹持固定在夹块之间的焊接件对接先进行定位铆焊,再进行圆周焊接,焊接过程中,脚踩夹盘转动增量控制器控制夹盘上的焊接件旋转,同时较长焊接件在辊轮架上随之旋转,完成圆周焊接。辊轮架随转台旋转角度可调整高度。
28.本设备同样适用于切割及打磨工序,操作过程同焊接过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1