双智能电批自动锁丝机的制作方法
[0001]
本实用新型属于自动锁丝机相关技术领域,具体涉及双智能电批自动锁丝机。
背景技术:
[0002]
自动锁螺丝机是通过各类电动、气动元器件实现螺丝的自动输送、拧紧、检测等工序,通过设备来简化螺丝紧固工序,达到减少人工数量及减少人工误操作带来的不良因素。是一种典型的非标自动化设备。自动锁螺丝机主要分为:手持式锁螺丝机、多轴式自动锁螺丝机、坐标式自动锁螺丝机。
[0003]
现有的自动锁丝机技术存在以下问题:通过自动送钉机将螺丝用送钉管送入进钉机构中,通过电批转动将螺丝拧入加工的配件中,但由于自动送钉机连接的送钉管与自动锁丝机的进钉机构连接,使其输气管拖拽较乱,且随着横向移动梁移动,容易导致送钉管偏移到工作机体位置处,影响电批进行锁丝工作。
技术实现要素:
[0004]
本实用新型的目的在于提供双智能电批自动锁丝机,以解决上述背景技术中提出的通过自动送钉机将螺丝用送钉管送入进钉机构中,通过电批转动将螺丝拧入加工的配件中,但由于自动送钉机连接的送钉管与自动锁丝机的进钉机构连接,使其输气管拖拽较乱,且随着横向移动梁移动,容易导致送钉管偏移到工作机体位置处,影响电批进行锁丝工作问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:
[0006]
双智能电批自动锁丝机,包括工作机体和自动送钉机,所述工作机体与外部电源电性相连,所述工作机体的左右端螺栓固定有支撑柱,所述支撑柱的右端上侧螺栓固定有控制面板,所述支撑柱的上端螺栓固定有横向移动梁,所述横向移动梁的左侧螺栓固定有竖直移动机构,所述竖直移动机构的左右侧通过固定箍螺栓固定有电批装置,电批装置设置有上刀辊与进钉机构,所述电批装置的下方位于工作机体的上端设置有移动加工装置,所述工作机体的表面均匀设置有控制键,所述工作机体的左侧通过送钉管连接有自动送钉机,所述自动送钉机的右上方位于支撑柱的左端螺栓固定有调节束缚装置,所述调节束缚装置包括安装板、移动块、移动槽和镶嵌卡扣,所述安装板的中部设置有移动槽,所述移动槽的上下侧镶嵌有移动块,所述移动块的中部螺栓固定有镶嵌卡扣。
[0007]
优选的,所述自动送钉机包括进钉口、指示灯、送钉机体、输出口和电源开关,所述送钉机体的右上方镶嵌有指示灯,所述送钉机体的上端中部设置有进钉口,所述指示灯的下方位于送钉机体的右下侧连接有输出口,所述送钉机体的左下侧镶嵌有电源开关。
[0008]
优选的,所述竖直移动机构包括伺服电机、驱动平台和移动架,所述驱动平台的转轴连接有伺服电机,所述驱动平台的下侧螺纹连接有移动架。
[0009]
优选的,所述进钉机构共设置有两个,且两个所述进钉机构通过送钉管与自动送钉机相连接,且两个电批装置与两个进钉机构相连接,所述控制键共设置有三个,且三个所
述控制键分别为启动,关闭和急停键。
[0010]
优选的,所述移动块共设置有两个,且两个所述移动块带动两个镶嵌卡扣在安装板的移动槽中部上下移动调节送钉管束缚位置。
[0011]
优选的,所述送钉机体内部驱动机构将从进钉口导入的锁丝进行驱动整齐排列,并通过气泵将螺丝从输出口吹出,顺着送钉管进入进钉机构中。
[0012]
优选的,所述伺服电机通过驱动驱动平台内部丝杆,通过与移动架内部滚珠传动,将回转运动转化为直线运动,使移动架上下移动。
[0013]
优选的,所述移动加工装置共设置有两个,且两个所述移动加工装置将加工的两个配件安装放置进行前后移动加工,所述移动加工装置与外部气泵相连接,通过向导轨座输送气压,使带动溜板上的安装的配件前后移动,所述横向移动梁的后端转轴连接有步进电机,且通过步进电机驱动横向移动梁内部的丝杆,与移动板内部滚珠传动,将回转运动转化为直线运动,带动安装在移动板的竖直移动机构进行左右移动。
[0014]
与现有技术相比,本实用新型提供了双智能电批自动锁丝机,具备以下有益效果:
[0015]
1、本实用新型调节束缚装置由组成,安装板螺栓固定在支撑柱上,徒手抓住镶嵌卡扣使力,通过镶嵌卡扣带动移动块在安装板上的移动槽移动调节位置,另一镶嵌卡扣同理操作,再将送钉管预留一部分将其镶嵌束缚在两个镶嵌卡扣中,通过将送钉管束缚固定,使其工作时不会将送钉管整体拖动,使自动锁丝机正常工作。
[0016]
2、本实用新型调节束缚装置有益效果是通过在支撑柱上安装调节束缚装置,使其将送钉管进行镶嵌束缚,使其自动锁丝机整体相对美观,且工作时不会将送钉管拖动到工作机体上,影响电批装置进行锁丝工作。
附图说明
[0017]
附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制,在附图中:
[0018]
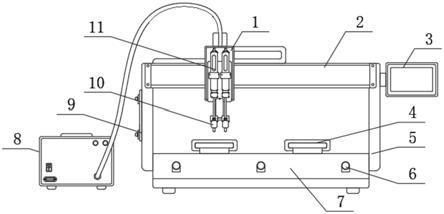
图1为本实用新型提出的双智能电批自动锁丝机结构示意图;
[0019]
图2为本实用新型提出的双智能电批自动锁丝机调节束缚装置结构示意图;
[0020]
图3为本实用新型提出的双智能电批自动锁丝机自动送钉机结构示意图;
[0021]
图4为本实用新型提出的双智能电批自动锁丝机竖直移动机构结构示意图;
[0022]
图中:1、竖直移动机构;2、横向移动梁;3、控制面板;4、移动加工装置;5、支撑柱;6、控制键;7、工作机体;8、自动送钉机;9、调节束缚装置;10、进钉机构;11、电批装置;101、伺服电机; 102、驱动平台;103、移动架;81、进钉口;82、指示灯;83、送钉机体;84、输出口;85、电源开关;91、安装板;92、移动块;93、移动槽;94、镶嵌卡扣。
具体实施方式
[0023]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0024]
请参阅图1-4,本实用新型提供一种技术方案:
[0025]
双智能电批自动锁丝机,包括工作机体7和自动送钉机8,工作机体7与外部电源电性相连,工作机体7的左右端螺栓固定有支撑柱 5,支撑柱5的右端上侧螺栓固定有控制面板3,支撑柱5的上端螺栓固定有横向移动梁2,横向移动梁2的左侧螺栓固定有竖直移动机构1,竖直移动机构1包括伺服电机101、驱动平台102和移动架103,驱动平台102的转轴连接有伺服电机101,伺服电机101通过驱动驱动平台102内部丝杆,通过与移动架103内部滚珠传动,将回转运动转化为直线运动,使移动架103上下移动,其中移动架103向下移动,使两个电批装置11连接的进钉机构10与加工配件接触,通过两个电批装置11转动将螺丝拧紧在加工配件上,驱动平台102的下侧螺纹连接有移动架103,其中通过竖直移动机构1带动电批装置11向下与加工配件接触进行螺丝拧紧工作。
[0026]
双智能电批自动锁丝机,包括竖直移动机构1的左右侧通过固定箍螺栓固定有电批装置11,电批装置11设置有上刀辊与进钉机构10,进钉机构10共设置有两个,且两个进钉机构10通过送钉管与自动送钉机8相连接,且两个电批装置11与两个进钉机构10相连接,控制键6共设置有三个,且三个控制键6分别为启动,关闭和急停键,其中通过两个电批装置11将进钉机构10中的螺丝拧入加工配件中,电批装置11的下方位于工作机体7的上端设置有移动加工装置4,移动加工装置4共设置有两个,且两个移动加工装置4将加工的两个配件安装放置进行前后移动加工,移动加工装置4与外部气泵相连接,通过向导轨座输送气压,使带动溜板上的安装的配件前后移动,横向移动梁2的后端转轴连接有步进电机,且通过步进电机驱动横向移动梁2内部的丝杆,与移动板内部滚珠传动,将回转运动转化为直线运动,带动安装在移动板的竖直移动机构1进行左右移动,其中溜板带动安装的配件向后移动到电批装置11的下方,工作机体7的表面均匀设置有控制键6,工作机体7的左侧通过送钉管连接有自动送钉机 8,自动送钉机8包括进钉口81、指示灯82、送钉机体83、输出口 84和电源开关85,送钉机体83内部驱动机构将从进钉口81导入的锁丝进行驱动整齐排列,并通过气泵将螺丝从输出口84吹出,顺着送钉管进入进钉机构10中,其中打开电源开关85,指示灯82亮起,送钉机体83开始通电工作,送钉机体83的右上方镶嵌有指示灯82,送钉机体83的上端中部设置有进钉口81,指示灯82的下方位于送钉机体83的右下侧连接有输出口84,送钉机体83的左下侧镶嵌有电源开关85,其中通过自动送钉机8将螺丝输送到电批装置11下端的进钉机构10进行转动拧紧。
[0027]
双智能电批自动锁丝机,包括自动送钉机8的右上方位于支撑柱 5的左端螺栓固定有调节束缚装置9,调节束缚装置9包括安装板91、移动块92、移动槽93和镶嵌卡扣94,安装板91的中部设置有移动槽93,移动槽93的上下侧镶嵌有移动块92,移动块92共设置有两个,且两个移动块92带动两个镶嵌卡扣94在安装板91的移动槽93 中部上下移动调节送钉管束缚位置,其中将送钉管预留一部分将其镶嵌束缚在两个镶嵌卡扣94中,移动块92的中部螺栓固定有镶嵌卡扣 94。
[0028]
本实用新型的工作原理及使用流程:本实用新型安装好过后,通过双智能电批自动锁丝机进行锁丝锁紧工作,首先按下工作机体7上的启动控制键6,工作机体7开始通电,将待加工的配件安装放置在移动加工装置4的溜板上,通过控制面板3进行程序设置,开始工作,通过自动送钉机8进行螺丝输送,打开电源开关85,指示灯82亮起,送钉机体83内部驱动机构将从进钉口81导入的锁丝进行驱动整齐排列,并通过气泵将螺丝从输出口84吹出,顺着送钉管进入进钉机构 10中,通过调节束缚装置9将送钉管进行束缚安装,安装板91螺
栓固定在支撑柱5上,徒手抓住镶嵌卡扣94使力,通过镶嵌卡扣94带动移动块92在安装板91上的移动槽93移动调节位置,另一镶嵌卡扣94同理操作,再将送钉管预留一部分将其镶嵌束缚在两个镶嵌卡扣94中,然后通过支撑柱5上的横向移动梁2带动竖直移动机构1 上的电批装置11移动,通过步进电机驱动横向移动梁2内部的丝杆,与移动板内部滚珠传动,将回转运动转化为直线运动,带动安装在移动板的竖直移动机构1向右移动到移动加工装置4的上方,加工移动装置开始驱动,外部气泵相通过向导轨座输送气压,使带动溜板上的安装的配件向后移动到电批装置11的下方,竖直移动机构1进行驱动,型号为180t的伺服电机101通过驱动驱动平台102内部丝杆,通过与移动架103内部滚珠传动,将回转运动转化为直线运动,使移动架103向下移动,使两个电批装置11连接的进钉机构10与加工配件接触,通过两个电批装置11转动将螺丝拧紧在加工配件上,最后通过控制面板3驱动竖直移动机构1、横向移动梁2和移动加工装置 4带动两个电批装置11和加工配件移动循环进行螺栓拧紧工作。
[0029]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1