一种铸件除毛刺装置的制作方法
1.本实用新型涉及铸件加工技术领域,特别涉及一种铸件除毛刺装置。
背景技术:
2.铸件在铸造成型工程过程中,由于模具的结构及工艺特点,或多或少的都会存在毛刺、水口等必须在铸造后工序进行清除的材料。在现有技术中,通常采用手工切割、打磨的方式进行清除,存在效率低、精度差等问题,因此亟需设计一种高效率、高精度的铸件除毛刺装置。
技术实现要素:
3.为了克服现有技术的不足,本实用新型目的在于提供一种铸件除毛刺装置,能对铸件进行定位、检测后对毛刺进行切除,具有高效率、高精度的优点。
4.本实用新型的技术方案为:
5.一种铸件除毛刺装置,包括机架(10),其特征在于,所述机架(10)的上方设置有定位组件(20),所述定位组件(20)的两侧分别设置有一个驱动组件(30),所述驱动组件(30)靠近定位组件(20)的一侧均设置有切刀(40);
6.所述机架(10)的一侧设置有控制器(12);
7.所述定位组件(20)包括底板(25),所述底板(25)上设置有压紧机构(21)、支撑块(22)和定位销(23);
8.所述驱动组件(30)包括支架(31),所述支架(31)上设置有驱动器(32),所述驱动器(32)的运动端设置有连接板(39a),所述连接板(39a)以驱动器(32)为中心的两侧分别设置有一个第一导杆(33),所述第一导杆(33)与支架(31)连接;所述连接板(39a)远离驱动器(32)的一侧设置有浮动板(39b),所述浮动板(39b)与连接板(39a)之间设置有第二导杆(38)和弹簧(34),所述弹簧(34)使浮动板(39b)不受外力时沿第二导杆(38)的轴线远离连接板(39a);
9.所述切刀(40)可拆卸的固定在浮动板(39b)上。
10.优选的,所述机架(10)上设置有工件传感器(13),所述工件传感器(13)与控制器(12)电性连接。
11.优选的,所述底板(25)上设置有与控制器(12)电性连接的位置检测机构(26),所述位置检测机构(26)包括检测探头。
12.优选的,所述定位销(23)的外侧设置有两个喷气嘴(24)。
13.优选的,所述底板(25)上设置有废料孔(25a),所述废料孔(25a)的下方设置有废料箱(11)。
14.优选的,所述其中任意一个第一导杆(33)远离连接板(39a)的一端设置有感应片(36),所述感应片(36)的运动路径上设置有两个行程传感器(37)。
15.优选的,所述支架(31)上设置盖板(35),所述盖板(35)覆盖驱动器(32)和行程传
感器(37)。
16.优选的,所述驱动器(32)是气缸或电缸的其中一种,所述行程传感器(37)是接近传感器。
17.优选的,所述工件传感器(13)是对射型光电传感器。
18.相比现有技术,本实用新型的有益效果在于:
19.能对铸件进行定位、检测后对毛刺进行切除,具有高效率、高精度的优点。
附图说明
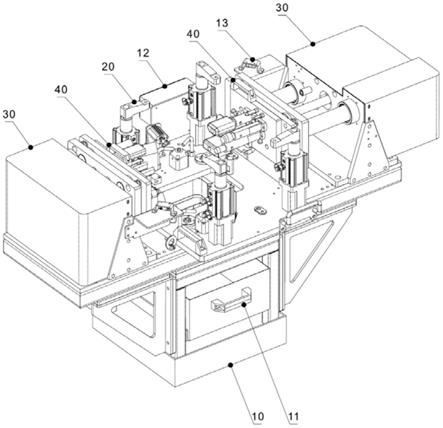
20.图1是本实用新型的整体结构示意图;
21.图2是本实用新型的定位组件示意图;
22.图3是本实用新型的驱动组件示意图;
23.图4是图3的a
‑
a剖视图。
24.附图标记说明:
25.机架10;废料箱11;控制器12;工件传感器13;定位组件20;压紧机构21;支撑块22;定位销23;喷气嘴24;底板25;废料孔25a;位置检测机构26;驱动组件30;支架31;驱动器32;第一导杆33;弹簧34;盖板35;感应片36;行程传感器37;第二导杆38;连接板39a;浮动板39b;切刀40。
具体实施方式
26.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
27.需要说明的是,当元件被称为“固定在”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”、“上”、“下”以及类似的表述只是为了说明的目的。
28.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
29.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
30.如图1、2、3、4所示,一种铸件除毛刺装置,包括机架10,所述机架10的上方设置有定位组件20,所述定位组件20的两侧分别设置有一个驱动组件30,所述驱动组件30靠近定位组件20的一侧均设置有切刀40;
31.所述机架10的一侧设置有控制器12;
32.所述定位组件20包括底板25,所述底板25上设置有压紧机构21、支撑块22和定位销23;
33.所述驱动组件30包括支架31,所述支架31上设置有驱动器32,所述驱动器32的运
动端设置有连接板39a,所述连接板39a以驱动器32为中心的两侧分别设置有一个第一导杆33,所述第一导杆33与支架31连接;所述连接板39a远离驱动器32的一侧设置有浮动板39b,所述浮动板39b与连接板39a之间设置有第二导杆38和弹簧34,所述弹簧34使浮动板39b不受外力时沿第二导杆38的轴线远离连接板39a;
34.所述切刀40可拆卸的固定在浮动板39b上。
35.在工作中,首先将工件对准定位销23,然后依靠支撑块22平稳的放置在底板25上,启动控制器12,压紧机构21将工件牢固的压紧;然后驱动器32推动切刀40,通过驱动器32的推力,切刀40切除工件上的毛刺。根据工件的形状和毛刺位置,可以更换不同规格的切刀40。具有出毛刺快速、准确,而且适应性好的优点。
36.进一步的,为了防止没有放置工件或工件放置不正确时,装置意外的启动,如图1所示,所述机架10上设置有工件传感器13,所述工件传感器13与控制器12电性连接。
37.进一步的,为了更加准确的检测工件的位置精度,如图2所示,所述底板25上设置有与控制器12电性连接的位置检测机构26,所述位置检测机构26包括检测探头;所述检测探头通过检测工件特定的mark点与预设位置的误差值来确定工件是否放置准确;该实施例中,根据工件的精度需要,误差值设定为+/
‑
0.05mm,误差值超过+/
‑
0.05mm则提示重新放置工件。
38.进一步的,为了防止工件上的碎屑残留在定位销23上,而影响工件的位置精度,如图2所示,所述定位销23的外侧设置有2个喷气嘴24;每次更换工件时,喷气嘴24喷出高压气体,清理定位销23上的碎屑等异物。
39.进一步的,为了防止切除的毛刺污染环境,如图2所示,所述底板25上设置有废料孔25a,所述废料孔25a的下方设置有废料箱11;切除的毛刺收集在废料箱11,以便于集中清理。
40.进一步的,如图3、4所示,所述其中任意一个第一导杆33中远离连接板39a的一端设置有感应片36,所述感应片36的运动路径上设置有两个行程传感器37,所述两个行程传感器37均与控制器12电性连接。两个行程传感器37分别检测感应片36的初始位置和极限位置。从而判断切刀40的位置。
41.进一步的,如图3、4所示,为了保护驱动器32和行程传感器37,所述支架31上设置盖板35,所述盖板35覆盖驱动器32和行程传感器37。
42.进一步的,所述驱动器32是气缸或电缸的其中一种,所述行程传感器37是接近传感器。
43.进一步的,所述工件传感器13是对射型光电传感器。
44.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和变形,这些改进和变形也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1