一种轴端钻孔的固定装置的制作方法
1.本实用新型涉及一种轴端钻孔的固定装置,具体是一种应用于加工端面钻孔的装置,特别适用于卧式加工中心上大批量生产轴端部需要钻孔的工序。
背景技术:
2.现有的卧式加工中心上轴端开孔时,一般把压盖取下和装上,进行工件的卸装,但是这需要花费多余的体力劳动和辅助时间,效率低下,尤其在大批量生产过程中更会凸显大量的体力和时间浪费。为了改进这一传统的弊端,公开了一种用于便于加工轴端钻孔的简易装置,此装置结构简单,拆装规避了不需要的上下拆装的压盖,同时轴用支撑架比上部的上压盖宽度方向上要更宽,使定位轴时既能定位牢靠又能保证锁死轴类的安全,此装置节省了时间,提高了效率。
技术实现要素:
3.为了克服上述现有技术的不足之处,本实用新型提供一种轴端钻孔的固定装置,通过翻起上压盖的前提下实现装入轴类工件,同时不同直径大小和长度的轴类,都可以在适用范围内进行精确快速加工。
4.本实用新型是通过如下技术方案实现的:一种轴端钻孔的固定装置,其特征在于:包括垫板、轴用支撑架、上压盖、连杆、转轴和挡块,所述的轴用支撑架和挡块通过螺栓紧固件定位在垫板上,上压盖通过连杆和转轴固定在轴用支撑架上,上压盖通过连杆和销轴与轴用支撑架形成铰链连接。
5.所述的垫板置放于卧式加工中心工作台上,垫板的表面设有若干平行的滑槽,轴用支撑架和挡块在同一轴向上通过螺栓紧固件固定在滑槽上,轴用支撑架和挡块在螺栓紧固件不锁紧时在滑槽上自由移动。
6.所述的转轴通过铰链连接在轴用支撑架上。
7.所述的轴用支撑架采用v型框架满足不同直径大小的轴类放置轴用支撑架上,所述的上压盖采用v型框架,上压盖的宽度方向小于轴用支撑架。
8.所述的和挡块的挡板上设置有凸台并保持凸台中心与加工零件轴中心线重合。
9.本实用新型的有益效果是:能够实现通过翻起上压盖的前提下实现装入轴类工件,同时不同直径大小和长度的轴类,都可以在适用范围内进行精确快速加工。特别适用于大批量生产的需求。
附图说明
10.下面根据附图和实施例对本实用新型进一步说明。
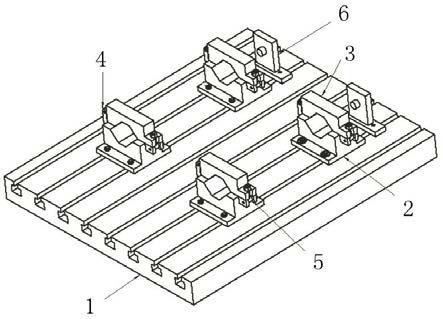
11.图1是本实用新型的结构示意图;
12.图2是本实用新型的俯视图。
13.图中:1、垫板;2、轴用支撑架;3、上压盖;4、连杆;5、转轴;6、挡块。
具体实施方式
14.如图1和图2所示的一种轴端钻孔的固定装置,其特征在于:包括垫板1、轴用支撑架2、上压盖3、连杆4、转轴5和挡块6,所述的轴用支撑架2和挡块6通过螺栓紧固件定位在垫板1上,上压盖3通过连杆4和转轴5固定在轴用支撑架2上,上压盖3通过连杆4和销轴与轴用支撑架2形成铰链连接。
15.所述的垫板1置放于卧式加工中心工作台上,垫板1的表面设有若干平行的滑槽7,轴用支撑架2和挡块6在同一轴向上通过螺栓紧固件固定在滑槽7上,轴用支撑架2和挡块6在螺栓紧固件不锁紧时在滑槽7上自由移动。
16.所述的转轴5通过铰链连接在轴用支撑架2上。
17.所述的轴用支撑架2采用v型框架满足不同直径大小的轴类放置轴用支撑架2上,所述的上压盖3采用v型框架,上压盖3的宽度方向小于轴用支撑架2。
18.所述的和挡块6的挡板上设置有凸台并保持凸台中心与加工零件轴中心线重合。
19.使用时轴用支撑架2安放于于垫板1上,根据所要加工的轴类确定好距离后,用t型螺栓紧固件,装入需要加工的轴,在挡块6定位凸台面与轴的一端面接触定位轴的一端后,在连杆4的作用下,旋转上压盖3压住轴,此时通过在轴用支撑架2上的转轴5,穿过上压盖3上的开口槽用螺母紧固住,此时处于卧式加工中心的钻头即可对轴的另一端面,进行相应的钻孔等加工,当卧式加工中心对端面进行加工完成后,即可通过松下锁住螺母后,向上翻起上压盖3完成拆卸过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1