顶切翻转吊装机械臂摆盘机的制作方法
1.本实用新型涉及自动化设备领域,特别涉及一种顶切翻转吊装机械臂摆盘机。
背景技术:
2.在电子产品的生产中,包括大量来料为卷料的冲压件,需要进行切断,并翻转,再托盘包装。
3.传统的是落散料,然后手工包装托盘,这样效率低,而且易损坏产品,品质不可靠,难以满足现代化生产的需要。
4.目前市面上使用较多且较为成熟的人手包装,把卷料产品直接落成散料,然后人工一个一个放在托盘上,这样需要花费大量的人手操作,包装效率低,质量差易损坏产品,且不可靠。而电子产品的数量大,质量要求高,难以满足要求。
技术实现要素:
5.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种顶切翻转吊装机械臂摆盘机,能够实现自动切料、自动翻转、自动移载和自动摆盘,产品从卷料上切下后立即进行移载摆盘,无需人工操作,生产效率高且质量稳定。
6.根据本实用新型的第一方面实施例的顶切翻转吊装机械臂摆盘机,包括:
7.转盘移载装置,用于承载和转移产品;
8.高低盘载料装置,设置在所述转盘移载装置的一侧,所述高低盘载料装置包括底板、第一载料板、第二载料板、第一驱动装置和第二驱动装置,所述第一载料板和所述第二载料板一高一低地活动设置在所述底板上,所述第一驱动装置用于驱动所述第一载料板做往返运动,所述第二驱动装置用于驱动所述第二载料板做往返运动且方向与第一载料板相反;
9.吊装机械臂移载装置,设置在所述转盘移载装置和所述高低盘载料装置的上方,用于搬运产品;
10.多工位翻转机构,设置在所述转盘移载装置的另一侧,用于翻转产品;
11.顶切装置,设置在所述多工位翻转机构远离所述转盘移载装置的一侧,用于将产品从料带中顶切下;
12.凸轮移载装置,设置在所述多工位翻转机构的上方,用于将产品在所述转盘移载装置、所述顶切装置和所述多工位翻转机构中转移,所述凸轮移载装置包括第三驱动装置、取料机构和摆臂,所述第三驱动装置通过所述摆臂与所述取料机构连接,驱动所述取料机构做拱形的摆动。
13.根据本实用新型实施例的顶切翻转吊装机械臂摆盘机,至少具有如下有益效果:料带从穿过顶切装置,顶切装置将产品从料带上切下,此时凸轮移载装置将产品从顶切装置处转移至多工位翻转机构中,多工位翻转机构将产品翻转,凸轮移载装置将翻转后的产品转移至转盘移载机构,转盘移载机构将产品转至靠近高低盘载料装置处后,吊装机械臂
移载装置将产品转移至高低盘载料装置中进行摆放,上述步骤同步进行,自动化操作,极大程度减少了人工辅助,生产效率高,且产品质量稳定;各装置或机构间的设置布局,使得整机结构更加紧凑,节省空间;凸轮移载装置的设置,可以减少取料机构的运动行程,节省时间和空间,使得顶切装置、凸轮移载装置和多工位翻转机构的结合能够更加紧凑;通过高低盘移载装置,可以同步进行产品摆盘和上下料,进一步提高生产效率。
14.根据本实用新型的一些实施例,所述顶切翻转吊装机械臂摆盘机还包括步进拉料装置,所述步进拉料装置设置在所述顶切装置的出料侧;所述步进拉料装置包括拉料架、第四驱动装置、第五驱动装置、抬杆机构、底辊和压力调节杆;所述底辊转动设置在所述拉料架之间,第四驱动装置用于驱动所述底辊转动;所述抬杆机构的中部与所述拉料架的两侧内壁活动连接,所述抬杆机构位于所述底辊的上方,所述抬杆机构设置有一对压轮,所述压轮与所述底辊抵接;所述第五驱动装置用于驱动所述抬杆机构位于所述步进拉料装置入料侧的一端下压,所述压力调节杆可调节地设置在所述抬杆机构靠近所述压轮的一端的上方,且通过弹簧与所述抬杆机构抵接。通过步进拉料装置料带进行,使得料带的移动更加稳定,更好地配合整机的运行节奏。
15.根据本实用新型的一些实施例,所述顶切翻转吊装机械臂摆盘机还包括放卷与收卷装置,所述放卷与收卷装置设置在所述顶切装置的入料侧;所述放卷与收卷装置包括隔膜收卷轴、料带轴、放卷安装架、料带定位座、浮动张力辊、第六驱动装置和第七驱动装置;所述料带轴设置在所述放卷安装架的一端,所述料带定位座设置在所述放卷安装架的另一端,所述隔膜收卷轴设置在所述料带轴的上方,所述浮动张力辊与所述料带定位座相邻设置;所述第六驱动装置用于驱动所述隔膜收卷轴转动,所述第七驱动装置用于驱动所述料带轴旋转。通过放卷与收卷装置,可以同时实现料带的放卷与料带所附隔膜的回收。
16.根据本实用新型的一些实施例,所述转盘移载装置包括转盘、若干定位治具和第八驱动装置,所述第八驱动装置的输出端与所述转盘的底部连接,所述定位治具沿所述转盘的外圈均匀设置在所述转盘的上侧面。通过转盘移载装置作为过渡,使得从料带上被切下并经过翻转的产品能够及时的从多工位翻转机构出取出,同时方便吊装机械臂移载装置进行取料摆盘。
17.根据本实用新型的一些实施例,所述第一载料板与所述底板之间及所述第二载料板与所述底板之间均设置有滑杆和滑块,所述滑杆和所述滑块滑动连接;所述高低盘载料装置还设置有若干个缓冲器,所述缓冲器分别设置在所述底板的两侧的两端与所述底板的中部的两端;所述第二载料板的底部设置有阻挡块,所述阻挡块与所述底板的中部的两端的所述缓冲器位于同一直线。通过滑杆和滑块设置,使得第一载料板和第二载料板在移动时更加稳定;在载料板的运动路径的端点位设置缓冲器,对第一载料板和第二载料板的位移进行限位,且使得第一载料板和第二载料板可以平稳停下,防止移动过程产生过大的碰撞。
18.根据本实用新型的一些实施例,所述吊装机械臂移载装置包括顶板、第九驱动装置、三个摇臂、三对拉杆、中心盘、第十驱动装置和夹料机构;所述摇臂均匀设置在所述顶板的下侧面,所述第九驱动装置用于驱动所述摇臂上下摇动;每对所述拉杆的一端通过旋转关节组件与一个所述摇臂的末端连接,另一端通过所述旋转关节组件与中心盘的外侧连接;所述夹料机构与所述中心盘连接,所述第十驱动装置用于驱动所述夹料机构旋转。通过
此设置,吊装机械臂移载装置实现 xyz三轴的多角度移动,移动范围能够覆盖整个载料板,实现精准摆料。
19.根据本实用新型的一些实施例,所述多工位翻转机构包括翻转治具、第十一驱动装置、齿条、齿轮、微调台、支撑块;所述微调台设置在所述支撑块上,所述翻转治具的两端转动设置在所述微调台上;所述齿条竖直设置在所述第十一驱动装置的输出端,所述翻转治具的一端与所述齿轮连接,所述齿条与所述齿轮啮合。通过齿轮齿条机构进行翻转,使得翻转更加稳定更易控制。
20.根据本实用新型的一些实施例,所述顶切装置包括治具刀口、顶切安装架、第十二驱动装置和顶切冲头;所述顶切安装架的上端面设置有导料通槽,所述治具刀口设置在所述导料通槽上;所述顶切冲头设置在所述顶切安装架中,且与所述顶切安装架通过导柱导套滑动连接,所述顶切冲头与所述治具刀口位置对应;所述第十二驱动装置的输出端通过偏心轮机构与所述顶切冲头连接。通过此设置,导料通槽能够对料带进行限位,防止料带歪斜,顶切冲头在导柱导套的配合下,移动稳定,保证顶切的准确性。
21.根据本实用新型的一些实施例,所述凸轮移载装置还包括导向安装板、随动轴、第一导轨、第二导轨和双面滑块,所述导向安装板设置有拱形通槽;所述摆臂的一端与所述导向安装板活动连接,且与所述第三驱动装置的输出端连接,另一端设置有条形槽;所述随动轴的一端穿过所述条形槽与所述取料机构连接,且所述随动轴活动设置在所述拱形通槽中;所述第一导轨竖直设置在所述取料机构的一侧,所述第二导轨横向设置在所述导向安装板上,所述第一导轨和所述第二导轨均与所述双面滑块滑动连接。通过第一导轨、第二导轨和双面滑块的设置,保证取料机构在做拱形摆动时,自身始终保持稳定,不会发生摇摆或转动;通过拱形通槽与随动轴的设置,使得取料机构在往返运动的过程中,运动路径稳定,不会偏移。
22.根据本实用新型的一些实施例,所述取料机构包括取料转接板、夹爪、第十三驱动装置、真空吸嘴和吸嘴安装块,所述取料转接板分别与所述第一导轨和所述随动轴连接;若干所述夹爪设置在所述取料转接板的下端面的一侧,所述第十三驱动装置设置在所述取料转接板的下端面,所述吸嘴安装块与所述第十三驱动装置的输出端连接,若干所述真空吸嘴活动设置在所述吸嘴安装块的下侧面,且所述真空吸嘴和所述吸嘴安装块之间设置有弹性元件;所述真空吸嘴与所述夹爪对齐。通过夹爪与真空吸嘴的双取料设置,能够同时进行将产品从顶切装置转移至翻转机构和将产品从翻转机构转移至转盘移载装置这两个动作,提高机械的运作效率;通过弹性元件的设置,使得真空吸嘴在顶切装置处吸住产品,顶切装置进行顶切的时候真空吸嘴能够实现浮动,防止产品被顶坏。
23.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
24.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
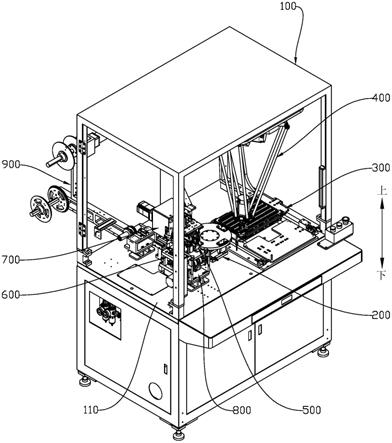
25.图1为本实用新型实施例的顶切翻转吊装机械臂摆盘机的整机示意图;
26.图2为本实用新型实施例的顶切翻转吊装机械臂摆盘机的转盘移载装置的示意
图;
27.图3为本实用新型实施例的顶切翻转吊装机械臂摆盘机的高低盘载料装置的示意图;
28.图4为本实用新型实施例的顶切翻转吊装机械臂摆盘机的吊装机械臂移载装置的示意图;
29.图5为本实用新型实施例的顶切翻转吊装机械臂摆盘机的多工位翻转机构的示意图;
30.图6为本实用新型实施例的顶切翻转吊装机械臂摆盘机的顶切装置的示意图;
31.图7为本实用新型实施例的顶切翻转吊装机械臂摆盘机的凸轮移载装置的示意图;
32.图8为本实用新型实施例的顶切翻转吊装机械臂摆盘机的步进拉料装置的出料侧的示意图;
33.图9为本实用新型实施例的顶切翻转吊装机械臂摆盘机的放卷与收卷装置的示意图;
34.图10为本实用新型实施例的顶切翻转吊装机械臂摆盘机的步进拉料装置的入料侧的示意图。
35.附图标记:机架100、安装台110、转盘移载装置200、转盘210、定位治具 220、产品槽221、第八驱动装置230、高低盘载料装置300、第一载料板310、第二载料板320、底板330、第一驱动装置340、第二驱动装置350、第一滑杆 361、第二滑杆362、缓冲器370、吊装机械臂移载装置400、顶板410、摇臂420、拉杆430、中心盘440、第九驱动装置450、第十驱动装置460、旋转关节组件 470、支撑焊接架480、多工位翻转机构500、翻转治具510、齿条520、齿轮530、微调台540、支撑块550、第十一驱动装置560、顶切装置600、治具刀口610、顶切安装架620、导料通槽621、顶切冲头630、第十二驱动装置640、偏心轮机构641、凸轮移载装置700、摆臂710、导向安装板720、拱形通槽721、第三驱动装置730、随动轴740、第一导轨750、第二导轨760、双面滑块770、取料机构700、取料转接板781、夹爪782、第十三驱动装置783、真空吸嘴784、吸嘴安装块785、弹性元件786、步进拉料装置800、拉料架810、抬杆机构820、第一长杆821、第二长杆822、第三长杆823、抬料侧板824、压轮825、底辊830、第四驱动装置840、第五驱动装置850、压力调节杆860、导料板870、导料块 871、导料槽8711、平滑曲面872、凸轮880、手柄890、放卷与收卷装置900、隔膜收卷轴910、料带轴920、放卷安装架930、料带定位座940、料带限位块 941、浮动张力辊950、第六驱动装置960、第七驱动装置970、收卷支撑架980、过渡导轮990。
具体实施方式
36.下面详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
37.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方
位构造和操作,因此不能理解为对本实用新型的限制。
38.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
39.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
40.下面参考附图描述根据本实用新型实施例的顶切翻转吊装机械臂摆盘机。
41.根据本实用新型实施例的顶切翻转吊装机械臂摆盘机,包括转盘移载装置 200、高低盘载料装置300、吊装机械臂移载装置400、多工位翻转机构500、顶切装置600和凸轮移载装置700。如图1所示,转盘移载装置200,用于承载和转移产品;高低盘载料装置300,设置在转盘移载装置200的一侧,高低盘载料装置300包括底板330、第一载料板310、第二载料板320、第一驱动装置340 和第二驱动装置350,第一载料板310和第二载料板320一高一低地活动设置在底板330上,第一驱动装置340用于驱动第一载料板310做往返运动,第二驱动装置350用于驱动第二载料板320做往返运动且方向与第一载料板310相反;吊装机械臂移载装置400,设置在转盘移载装置200和高低盘载料装置300的上方,用于搬运产品;多工位翻转机构500,设置在转盘移载装置200的另一侧,用于翻转产品;顶切装置600,设置在多工位翻转机构500远离转盘移载装置200的一侧,用于将产品从料带中顶切下;凸轮移载装置700,设置在多工位翻转机构 500的上方,用于将产品在转盘移载装置200、顶切装置600和多工位翻转机构 500中转移,凸轮移载装置700包括第三驱动装置730、取料机构780和摆臂710,第三驱动装置730通过摆臂710与取料机构780连接,驱动取料机构780做拱形的摆动。
42.如图1所示,顶切翻转吊装机械臂摆盘机还包括有机架100,机架100的内部设置有一个安装台110。转盘移载装置200、高低盘载料装置300、吊装机械臂移载装置400、多工位翻转机构500、顶切装置600和凸轮移载装置700均设置在安装台110上,且位于机架100的内部;转盘移载装置200安装在安装台 110的中部,高低盘移载装置和多工位翻转机构500分别设置在转盘移载装置200 的两侧;顶切装置600在多工位翻转机构500与转盘移载装置200相邻的一侧的相对侧,且顶切装置600与翻转机构靠拢;凸轮移载装置700设置在多工位翻转机构500的上方,且取料结构能在顶切装置600至转盘210移载机构之间做往返运动。
43.高低盘载料装置300中,第一载料板310和第二载料板320用于承托载料盘,吊装机械臂移载装置400将产品整齐摆放至载料盘,当载料盘装满后,承托其的第一载料板310或第二载料板320将其移出,并换上新的载料盘。
44.根据本实用新型实施例的顶切翻转吊装机械臂摆盘机,料带从穿过顶切装置 600,顶切装置600将产品从料带上切下,此时凸轮移载装置700将产品从顶切装置600处转移至多工位翻转机构500中,多工位翻转机构500将产品翻转,凸轮移载装置700将翻转后的产品转移至转盘210移载机构,转盘210移载机构转动,将产品转至靠近高低盘载料装置300处后,吊装机械臂移载装置400将产品转移至高低盘载料装置300中进行摆放,上述步骤同步进行,自动化操作,极大程度减少了人工辅助,生产效率高,且产品质量稳定;各装置或机构间的设置布局,使得整机结构更加紧凑,节省空间;凸轮移载装置700的设置,可以减少取
料机构780的运动行程,节省时间和空间,使得顶切装置600、凸轮移载装置700 和多工位翻转机构500的结合能够更加紧凑;通过高低盘移载装置,可以同步进行产品摆盘和上下料,进一步提高生产效率。
45.在本实用新型的一些具体实施例中,顶切翻转吊装机械臂摆盘机还包括步进拉料装置800,步进拉料装置800设置在顶切装置600的出料侧;步进拉料装置 800包括拉料架810、第四驱动装置840、第五驱动装置850、抬杆机构820、底辊830和压力调节杆860;底辊830转动设置在拉料架810之间,第四驱动装置 840用于驱动底辊830转动;抬杆机构820的中部与拉料架810的两侧内壁活动连接,抬杆机构820位于底辊830的上方,抬杆机构820设置有一对压轮825,压轮825与底辊830抵接;第五驱动装置850用于驱动抬杆机构820位于步进拉料装置800入料侧的一端下压,压力调节杆860可调节地设置在抬杆机构820 靠近压轮825的一端的上方,且通过弹簧与抬杆机构820抵接。
46.如图8和图10所示,底辊830的两端分别与拉料架810两侧内壁转动连接,且位于拉料架810的中部;第四驱动装置840为电机,第四驱动装置840设置在拉料架810的外侧,且输出端与底辊830的一端连接,驱动底辊830转动。抬料机构由两块抬料侧板824及第一长杆821、第二长杆822、第三长杆823以及压轮825组成,两块抬料侧板824靠近步进拉料装置800进料侧的一端分别与第一长杆821的两端固定连接;两块抬料侧板824的中部通过轴承套设在第二长杆 822上,且第二长杆822的两端与拉料架810两侧内壁的上部固定连接;第三长杆823的两端分别与两块抬料侧板824固定连接,且位于底辊830的上方,一对压轮825通过轴承套设在第三长杆823上,且与底辊830抵接。第五驱动装置 850为气缸,设置在第一长杆821的上方,第五驱动装置850的伸缩杆连接一颗螺钉,第五驱动装置850工作时,伸缩杆伸出,向下压第一长杆821,使得压轮 825抬起。两根压力调节杆860分别设置在两块抬料侧板824设有压轮825的一端的上方,与拉料架810的上端进行螺纹连接,压力调节杆860通过弹簧与抬料侧板824之间进行抵接,在弹簧的作用下将压轮825向底辊830压紧;通过拧动压力调节干,增大或减小弹簧对抬料侧板824的压力,从而调节压轮825与底辊 830之间的压力。
47.压轮825可在第五驱动装置的作用下抬起,方便将料带放入步进拉料装置8 00;通过调节压力调节杆860,从而根据需要调整压轮825与底辊830之间的压力。通过步进拉料装置800料带进行,使得料带的移动更加稳定,更好地配合整机的运行节奏。
48.如图10所示,步进拉料装置800的入料处还设置有导料板870,导料板87 0的一侧与拉料架810连接,另一侧设置有平滑曲面872;导料板870的上侧面还设置有一对导料块871,两块导料块871的相对侧均设置有导料槽8711;抬杆机构820靠近压轮825的一端的下方设置有一对凸轮880,凸轮880固定设置在一根细杆上,细杆的两端与拉料架810的两侧内壁活动连接,且其中一端穿过拉料架810与手柄890连接。通过导料板870的设置,对料带进行限位,防止料带在移动过程中发生歪斜,同时设置的平滑曲面872可以有效防止料带刮损;通过拨动手柄890带动凸轮880转动顶起压轮825,在第五驱动装置850故障时,可通过手动抬起压轮825,保证步进拉料装置800的继续工作。
49.在本实用新型的一些具体实施例中,顶切翻转吊装机械臂摆盘机还包括放卷与收卷装置900,放卷与收卷装置900设置在顶切装置600的入料侧;放卷与收卷装置900包括隔膜收卷轴910、料带轴920、放卷安装架930、料带定位座94 0、浮动张力辊950、第六驱动装置960和第七驱动装置970;料带轴920设置在放卷安装架930的一端,料带定位座940设置在放
卷安装架930的另一端,隔膜收卷轴910设置在料带轴920的上方,浮动张力辊950与料带定位座940相邻设置;第六驱动装置960用于驱动隔膜收卷轴910转动,第七驱动装置970用于驱动料带轴920旋转。
50.如图9所示,料带轴920用于放置成卷的料带,且料带轴920上还有两片固定板对料带进行固定;第七驱动装置970为电机,与料带轴920分别设置在放卷安装架930一端的两侧,且第七驱动装置970的输出端与料带轴920连接。隔膜收卷轴910通过收卷支撑架980与放卷安装架930连接,并位于料带轴920的上方,第六驱动装置960为电机,与隔膜卷料轴分别设置再收卷支撑轴上端的两侧,且第六驱动装置960与隔膜卷料轴连接。料带定位座940安装在放卷安装架930 的另一端,且料带定位座940的上端面还设置有一对料带限位块941,料带限位块941与料带定位座940的上端面之间形成料带限位块941;浮动张力辊950设置在料带定位座940的斜下方,且浮动张力辊950与料带定位座940之间设置有一对过渡导轮990。料带从料带轴920处引出从浮动张力辊950的下方绕过,再从两个过渡导轮990之间穿过后,将料带上的隔膜撕下牵引至隔膜收卷轴910 处,撕去隔膜的料带进入料带限位块941中;当料带移动时,浮动压力棍受到料带向上的牵引力,感应到料带移动,控制第六驱动装置960工作,隔膜收卷轴9 10将隔膜从料带上剥离并收卷。通过料带定位座940的设置,使得料带放卷进入顶切装置600时,位置准确,不易发生歪斜;通过放卷与收卷装置900,可以同时实现料带的放卷与料带所附隔膜的回收。
51.如图2所示,在本实用新型的一些具体实施例中,转盘移载装置200包括转盘210、若干定位治具220和第八驱动装置230,第八驱动装置230的输出端与转盘210的底部连接,定位治具220沿转盘210的外圈均匀设置在转盘210的上侧面。转盘210上设置有四个定位治具220,沿转盘210的外周均匀排布在转盘 210的上侧面;每个定位治具220上设置有两个产品槽221,可以同时放置两个产品;其中,定位治具220的数量除了为四个外,还可以为两个、六个、八个等任意双数,每个定位治具220上的产品槽221数量除了为两个外,还可以为一个、三个等任意数量,产品槽221的数量与多工位翻转机构500的工位数量对应。第八驱动装置230为伺服电机,通过一个减数机与转盘210的底面连接驱动转盘2 10转动,每次转动都保证转盘210有定位治具220与多工位翻转机构500和高低盘移载装置正对。通过转盘移载装置200作为过渡,使得从料带上被切下并经过翻转的产品能够及时的从多工位翻转机构500出取出,同时方便吊装机械臂移载装置400进行取料摆盘。
52.如图3所示,在本实用新型的一些具体实施例中,第一载料板310与底板3 30之间及第二载料板320与底板330之间均设置有滑杆和滑块,滑杆和滑块滑动连接;高低盘载料装置300还设置有若干个缓冲器370,缓冲器370分别设置在底板330的两侧的两端与底板330的中部的两端;第二载料板320的底部设置有阻挡块,阻挡块与底板330的中部的两端的缓冲器370位于同一直线。
53.如图3所示,滑杆包括第一滑杆361和第二滑杆362,第一滑杆361设置在底板330的最右侧,第二滑杆362设置在第一滑杆361的左边,且第一滑杆361 与第二滑杆362相互平行。第一驱动装置340和第二驱动装置350均为无杆气缸,第一驱动装置340设置在底板330的最左侧,且与第一滑杆361平行,第一驱动装置340与第一载料板310一侧的底部连接,第一滑杆361与第一载料板310 另一侧的底部连接;第二驱动装置350设置在第一驱动装置340的右侧,且与第一驱动装置340相互平行,第二驱动装置350与第二载料板320一侧的底
部连接,第二滑杆362与第二载料板320另一侧的底部连接。在无杆气缸的驱动下,第一载料板310和第二载料板320沿滑杆进行滑动,运动轨迹平稳;且采用无杆气缸作为驱动装置,减少双层换盘装置的整体体积,节省安装空间。
54.四个缓冲器370分别设置在底板330的最左侧和最右侧的两端,且同一直线上的缓冲器370相对设置;四个缓冲器370设置在底板330中部,两两一组分别设置在底板330的两端,两组缓冲器370相对设置。在载料板的运动路径的端点位设置缓冲器370,对第一载料板310和第二载料板320的位移进行限位,且使得第一载料板310和第二载料板320可以平稳停下,防止移动过程产生过大的碰撞。
55.在本实用新型的一些具体实施例中,吊装机械臂移载装置400包括顶板410、第九驱动装置450、三个摇臂420、三对拉杆430、中心盘440、第十驱动装置460和夹料机构;摇臂420均匀设置在顶板410的下侧面,第九驱动装置450用于驱动摇臂420上下摇动;每对拉杆430的一端通过旋转关节组件470与一个摇臂420的末端连接,另一端通过旋转关节组件470与中心盘440的外侧连接;夹料机构与中心盘440连接,第十驱动装置460用于驱动夹料机构旋转。
56.如图4所示,吊装机械臂移载装置400还包括支撑焊接架480,支撑焊接架 480的顶面板中空,用于给摇臂420的上下摇动提供空间。顶板410设置在顶面板的中空位置,且与顶面板的下侧面连接;顶板410的下侧面均匀设置有三个安装竖板,安装竖板与顶板410相互垂直。摇臂420与安装竖板的一侧活动连接,且摇臂420与安装竖板一一对应;第九驱动装置450为电机,设置在安装竖板的另一侧,第九驱动装置450的输出端与摇臂420连接;并且,三个摇臂420所处的三条直线有且仅有一个交点。三对拉杆430的上端分别通过旋转关节组件470 与三个摇臂420的末端活动连接,三对拉杆430的末端通过旋转关节组件470 与中心盘440的外侧活动连接,且沿中心盘440的中点中心对称。吊装机械臂移载装置400通过第九驱动装置450驱动摇臂420进行摇动,牵引拉杆430,带动中心盘440运动,通过三个摇臂420的配合,吊装机械臂移载装置400能够实现 xyz三轴的多角度移动,移动范围能够覆盖整个载料板,实现精准摆料。
57.如图5所示,在本实用新型的一些具体实施例中,多工位翻转机构500包括翻转治具510、第十一驱动装置560、齿条520、齿轮530、微调台540、支撑块 550;微调台540设置在支撑块550上,翻转治具510的两端转动设置在微调台 540上;齿条520竖直设置在第十一驱动装置560的输出端,翻转治具510的一端与齿轮530连接,齿条520与齿轮530啮合。翻转治具510上设置有两个用于放置产品的工位,翻转治具510的工位数量除了为两个外,还可以为一个、三个等任意数量,其数量与转盘移载装置200的定位治具220的产品槽221数量对应。第十一驱动装置560为滑台气缸,第十一驱动装置560通过气缸固定块竖直安装在支撑块550上,即第十一驱动装置560的输出端沿竖直方向运动;翻转治具5 10可转动地设置在支撑块550的上侧面,翻转治具510朝向第十一驱动装置56 0的一端连接有齿轮530,齿条520纵向设置在第十一驱动装置560的输出端,且齿轮530与齿条520啮合。第十一驱动装置560驱动齿条520做纵向的往返运动,通过齿轮530带动翻转治具510转动进行翻转。通过齿轮530齿条520机构进行翻转,使得翻转更加稳定更易控制。
58.在本实用新型的一些具体实施例中,顶切装置600包括治具刀口610、顶切安装架620、第十二驱动装置640和顶切冲头630;顶切安装架620的上端面设置有导料通槽621,治
具刀口610设置在导料通槽621上;顶切冲头630设置在顶切安装架620中,且与顶切安装架620通过导柱导套滑动连接,顶切冲头630 与治具刀口610位置对应;第十二驱动装置640的输出端通过偏心轮机构641 与顶切冲头630连接。
59.如图6所示,顶切安装架620由一块上安装板、两块立支撑板和一块底安装板组成,两块立支撑板的一端分别设置在上安装板的下端面的两侧,另一端与底安装板连接。导料通槽621设置在上安装板的中部,治具刀口610设置在导料通槽621的上方;治具刀口610为中部开设有刀刃通孔的方形板,刀刃通孔与导料通槽621对齐,且刀刃朝向导料通槽621。顶切冲头630设置在两块立支撑板之间,导柱设置在上安装板和底安装板之间,顶切冲头630通过导套与导柱滑动连接;第十二驱动装置640为伺服电机,设置在底安装板的下方,通过偏心轮机构 641与顶切冲头630的底部连接,即第十二驱动装置640的输出端与偏心轮连接,偏心轮通过连接杆与顶切冲头630的下端连接。在本实用新型实施例中,治具刀口610设置有两个,且治具刀口610与多工位翻转机构500的翻转治具510的工位及转盘移载装置200的定位治具220的产品槽221对齐;治具刀口610的数量除了为两个外,还可以为一个、三个等任意数量,治具刀口610的数量与多工位翻转机构500的工位数量对应。
60.通过此设置,导料通槽621能够对料带进行限位,防止料带歪斜,顶切冲头 630在导柱导套的配合下,移动稳定,保证顶切的准确性。
61.如图7所示,在本实用新型的一些具体实施例中,凸轮移载装置700还包括导向安装板720、随动轴740、第一导轨750、第二导轨760和双面滑块770,导向安装板720设置有拱形通槽721;摆臂710的一端与导向安装板720活动连接,且与第三驱动装置730的输出端连接,另一端设置有条形槽;随动轴740的一端穿过条形槽与取料机构780连接,且随动轴740活动设置在拱形通槽721中;第一导轨750竖直设置在取料机构780的一侧,第二导轨760横向设置在导向安装板720上,第一导轨750和第二导轨760均与双面滑块770滑动连接。
62.如图7所示,拱形通槽721设置在导向安装板720的中部靠上的位置,摆臂 710的一端通过旋转中心轴组件活动设置在导向安装板720上,且位于拱形通槽 721的两端的中间位置;第三驱动装置730为伺服电机,第三驱动装置730的输出端与减速机连接,减速机的输出端通过联轴器与旋转中心轴组件连接,最终实现第三驱动装置730驱动摆臂710转动。摆臂710的另一端设置有条形槽,随动轴740可活动地嵌装在拱形通槽721中,另一端穿过条形槽与取料机构780连接,在摆臂710带动取料机构780摆动时,随动轴740与取料机构780的连接部分可在条形槽中滑动。第二导轨760设置在导向安装板720朝向取料机构780的一侧的顶端,双面滑块770的其中一面与第二导轨760滑动连接,可沿第二导轨760 做水平方向的运动;第一导轨750竖直地与取料机构780连接,第一导轨750 与双面滑块770的另一面滑动连接,第一导轨750与双面滑块770间的滑动方向与第二导轨760垂直。通过第一导轨750、第二导轨760和双面滑块770的设置,保证取料机构780在做拱形摆动时,自身始终保持稳定,不会发生摇摆或转动;通过拱形通槽721与随动轴740的设置,使得取料机构780在往返运动的过程中,运动路径稳定,不会偏移。
63.在本实用新型的一些具体实施例中,取料机构780包括取料转接板781、夹爪782、第十三驱动装置783、真空吸嘴784和吸嘴安装块785,取料转接板78 1分别与第一导轨750和随动轴740连接;若干夹爪782设置在取料转接板781 的下端面的一侧,第十三驱动装置783设置在取料转接板781的下端面,吸嘴安装块785与第十三驱动装置783的输出端连接,
若干真空吸嘴784活动设置在吸嘴安装块785的下侧面,且真空吸嘴784和吸嘴安装块785之间设置有弹性元件 786;真空吸嘴784与夹爪782对齐。
64.如图7所示,第十三驱动装置783为滑台气缸,第十三驱动装置783的滑台部朝下的设置在取料转接板781的下端面,吸嘴安装块785设置在第十三驱动装置783的输出端即滑台部,第十三驱动装置783驱动吸嘴安装块785靠近或远离夹爪782。真空吸嘴784与夹爪782均设置有两个,且相互对齐,真空吸嘴784、夹爪782、多工位翻转机构500的工位、顶切装置600的治具刀口610和转盘移载装置200的定位治具220的产品槽221之间均相互对齐;真空吸嘴784和夹爪 782的数量除了为两个外,还可以为一个、三个等任意数量,真空吸嘴784和夹爪782的数量与多工位翻转机构500的工位数量对应。通过夹爪782与真空吸嘴 784的双取料设置,能够同时进行将产品从顶切装置600转移至翻转机构和将产品从翻转机构转移至转盘移载装置200这两个动作,提高机械的运作效率。
65.真空吸嘴784与吸嘴安装块785之间的弹性元件786为弹簧,弹簧套设在真空吸嘴784与吸嘴安装块785的连接部,且弹簧的两端分别与真空吸嘴784和吸嘴安装块785抵接。在产品从料带上被顶切下来的过程为:真空吸嘴784下移吸住产品,顶切装置600的顶切冲头630上顶将产品从料带切下,真空吸嘴784 上移取走产品。通过弹性元件786的设置,使得真空吸嘴784在顶切装置600 处吸住产品,顶切装置600进行顶切的时候真空吸嘴784能够实现浮动,防止产品被顶坏。
66.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
67.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1