H型构件加工用矫平机的上压辊调节结构的制作方法
h型构件加工用矫平机的上压辊调节结构
技术领域
1.本实用新型属于钢件矫平领域,具体涉及h型构件加工用矫平机的上压辊调节结构。
背景技术:
2.h型构件的加工制造需要多工序作业,首先,用矫平机对板材进行矫平,然后,利用火焰直条切割机对矫平后的板材进行切割,切割后的板材进行胎架组装,然后利用龙门自动焊接机进行焊接,最后加工出h型构件。
3.目前,生产加工企业中的矫平机如图1所示,包括位于底部的下机体01,在下机体01上设置上机体02,在下机体01中设置有下辊组03,在上机体02中设置有上辊组04,板材通过上辊组04和下辊组03之间,能够实现对板材的矫平,从而保证h型构件加工的其余工序,下辊组03的安装段从下机体01中探出,在安装段上设置装配齿轮,下机体01外壁处设置有传动齿05,传动齿05与装配齿轮相啮合,从而实现下辊组03的转动。上辊组04由多个上压辊组成,下辊组03由多个下压辊组成,所述上压辊、下压辊交错设置。
4.目前,没有适用于矫平机的两级调节结构。
技术实现要素:
5.本实用新型为解决现有技术存在的问题而提出,其目的是提供h型构件加工用矫平机的上压辊调节结构。
6.本实用新型的技术方案是:h型构件加工用矫平机的上压辊调节结构,包括转接框,所述转接框上端与液压缸的伸缩缸杆相连,所述转接框下端设置有升降式的连接杆,所述连接杆下端与固定板相连,所述固定板下端设置有左立板、右立板,所述左立板、右立板之间设置有上压辊,所述液压缸驱动转接框升降,所述连接杆带动固定板升降。
7.优选的,所述转接框包括上横板、下横板和竖向连板,所述连接杆在下横板中升降,所述下横板上端设置有对连接杆进行驱动的驱动组件。
8.优选的,所述驱动组件包括设置在下横板上端的微调液压缸,所述连接杆上端设置有驱动板,所述微调液压缸的缸杆与驱动板相连。
9.优选的,所述转接框的竖向连板外壁处设置有一级调节导向组件。
10.优选的,所述一级调节导向组件包括与竖向连板相固定的滑动框,所述滑动框沿着机架上的定导向杆滑动,所述定导向杆下端形成限位块,所述限位块对转接框的下行进行限位。
11.优选的,所述液压缸的缸杆穿过上横板,所述缸杆与上横板之间通过装配螺母进行固定。
12.优选的,所述转接框内设置有内撑板,所述内撑板与上横板、下横板之间的固定方式为焊接或螺栓连接,所述内撑板安装时避开驱动板。
13.优选的,所述左立板、右立板中均设置有轴承,所述上压辊的两端形成安装段,所
述安装段插入到轴承内圈中。
14.优选的,所述驱动板与转接框之间还设置有内导组件。
15.本实用新型通过液压缸驱动整个转接框进行升降,从而带动所有的上压辊进行升降调节,通过设置在下横板上的微调液压缸能够对驱动板进行升降驱动,从而带动连接杆、固定点升降,驱动单个上压辊进行升降调节,通过外部的滑动框实现转接框的升降导向,通过内导组件实现上压辊调整的导向,本实用新型实现了上压辊的两级调节。
附图说明
16.图1 是本实用新型现有技术的结构示意图;
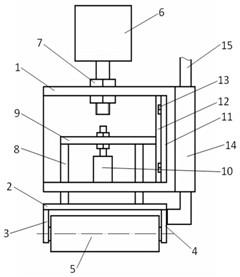
17.图2 是本实用新型的一种结构示意图;
18.图3 是本实用新型的另一种结构示意图;
19.其中:
20.01 下机体
ꢀꢀꢀꢀꢀꢀꢀꢀ
02 上机体
21.03 下辊组
ꢀꢀꢀꢀꢀꢀꢀꢀ
04 上辊组
22.05 传动齿
23.1转接框
ꢀꢀꢀꢀꢀꢀꢀꢀ2ꢀꢀ
固定板
24.3左立板
ꢀꢀꢀꢀꢀꢀꢀꢀ4ꢀꢀ
右立板
25.5上压辊
ꢀꢀꢀꢀꢀꢀꢀꢀ6ꢀꢀ
液压缸
26.7装配螺母
ꢀꢀꢀꢀꢀꢀ8ꢀꢀ
连接杆
27.9驱动板
ꢀꢀꢀꢀꢀꢀꢀꢀ
10 微调液压缸
28.11 安装板
ꢀꢀꢀꢀꢀꢀꢀꢀ
12 导向板
29.13 安装螺栓
ꢀꢀꢀꢀꢀꢀ
14 滑动框
30.15 定导向杆
ꢀꢀꢀꢀꢀꢀ
16 导向杆
31.17 导向套。
具体实施方式
32.以下,参照附图和实施例对本实用新型进行详细说明:
33.如图1~3所示,h型构件加工用矫平机的上压辊调节结构,包括转接框1,所述转接框1上端与液压缸6的伸缩缸杆相连,所述转接框1下端设置有升降式的连接杆8,所述连接杆8下端与固定板2相连,所述固定板2下端设置有左立板3、右立板4,所述左立板3、右立板4之间设置有上压辊5,所述液压缸6驱动转接框1升降,所述连接杆8带动固定板2升降。
34.所述转接框1包括上横板、下横板和竖向连板,所述连接杆8在下横板中升降,所述下横板上端设置有对连接杆8进行驱动的驱动组件。
35.所述驱动组件包括设置在下横板上端的微调液压缸10,所述连接杆8上端设置有驱动板9,所述微调液压缸10的缸杆与驱动板9相连。
36.所述转接框1的竖向连板外壁处设置有一级调节导向组件。
37.所述一级调节导向组件包括与竖向连板相固定的滑动框14,所述滑动框14沿着机架上的定导向杆15滑动,所述定导向杆15下端形成限位块,所述限位块对转接框1的下行进行限位。
38.所述液压缸6的缸杆穿过上横板,所述缸杆与上横板之间通过装配螺母7进行固定。
39.所述转接框1内设置有内撑板,所述内撑板与上横板、下横板之间的固定方式为焊接或螺栓连接,所述内撑板安装时避开驱动板9。
40.所述左立板3、右立板4中均设置有轴承,所述上压辊5的两端形成安装段,所述安装段插入到轴承内圈中。
41.所述驱动板9与转接框1之间还设置有内导组件。
42.所述转接框1的竖向连板内侧设置有导向槽,所述驱动板9侧壁处设置有滑块,所述滑块沿着导向槽滑动,从而在微调液压缸10对上压辊5进行驱动的过程进行导向。
43.所述导向槽由两块导向板12围合形成,两块导向板12平行,所述导向板12的外侧壁处设置有安装板11,所述安装板11中形成通孔,安装螺栓13穿过上述通孔拧入到竖向连板中。
44.所述导向板12、安装板11呈l型为一体结构。
45.又一实施例
46.h型构件加工用矫平机的上压辊调节结构,包括转接框1,所述转接框1上端与液压缸6的伸缩缸杆相连,所述转接框1下端设置有升降式的连接杆8,所述连接杆8下端与固定板2相连,所述固定板2下端设置有左立板3、右立板4,所述左立板3、右立板4之间设置有上压辊5,所述液压缸6驱动转接框1升降,所述连接杆8带动固定板2升降。
47.所述转接框1包括上横板、下横板和竖向连板,所述连接杆8在下横板中升降,所述下横板上端设置有对连接杆8进行驱动的驱动组件。
48.所述驱动组件包括设置在下横板上端的微调液压缸10,所述连接杆8上端设置有驱动板9,所述微调液压缸10的缸杆与驱动板9相连。
49.所述转接框1的竖向连板外壁处设置有一级调节导向组件。
50.所述一级调节导向组件包括与竖向连板相固定的滑动框14,所述滑动框14沿着机架上的定导向杆15滑动,所述定导向杆15下端形成限位块,所述限位块对转接框1的下行进行限位。
51.所述液压缸6的缸杆穿过上横板,所述缸杆与上横板之间通过装配螺母7进行固定。
52.所述转接框1内设置有内撑板,所述内撑板与上横板、下横板之间的固定方式为焊接或螺栓连接,所述内撑板安装时避开驱动板9。
53.所述左立板3、右立板4中均设置有轴承,所述上压辊5的两端形成安装段,所述安装段插入到轴承内圈中。
54.所述驱动板9与转接框1之间还设置有内导组件。
55.所述内导组件设置在上横板与驱动板9之间。
56.所述驱动板9上端设置有导向杆16,所述上横板中形成导向套17,所述导向杆16中在导向套17中滑动。
57.所述导向杆16与驱动板9之间的固定方式为焊接。
58.所述驱动板9对每个上压辊5进行独立驱动。
59.本实用新型的工作过程如下:
60.首先,启动液压缸6,液压缸6驱动缸杆带动转接框1以及与转接框1相连的部件进行升降移动,即液压缸6带动其下端所有的上压辊5进行升降。
61.然后,启动微调液压缸10,微调液压缸10带动驱动板9移动从而调整单独的上压辊5位置。从而使上压辊5在进入侧交错量较大消除应力,在出口侧滚平的设置方式。
62.本实用新型通过液压缸驱动整个转接框进行升降,从而带动所有的上压辊进行升降调节,通过设置在下横板上的微调液压缸能够对驱动板进行升降驱动,从而带动连接杆、固定点升降,驱动单个上压辊进行升降调节,通过外部的滑动框实现转接框的升降导向,通过内导组件实现上压辊调整的导向,本实用新型实现了上压辊的两级调节。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1