一种自动铜排热缩套管圆切机的制作方法
1.本实用新型涉及机械加工技术领域,具体是指一种自动铜排热缩套管圆切机。
背景技术:
2.铜排/母排热缩产品在高低压配电行业内应用及其广泛,目前行业内对于铜排中间部位热缩套管切圆的工作方式均为手工拿刀片切割,并且切圆困难,常采用切方来代替,即为不美观。市面上尚没有相关的自动化机械设备。手工切割无疑会存在人工成本高,生产效率低,品质不可控,切手工伤风险高,不美观等众多缺点。
技术实现要素:
3.本实用新型要解决的技术问题是克服上述技术的缺陷,提供一种自动铜排热缩套管圆切机。
4.为解决上述技术问题,本实用新型提供的技术方案为:一种自动铜排热缩套管圆切机,包括机架,所述机架上设有操作台,所述操作台上设有操作口和圆切机构,所述圆切机构包括固定架,所述固定架垂直设置在操作台上,所述固定架上设有伺服机构,所述伺服机构包括直线模组和升降伺服,所述直线模组上设有上下移动的旋转机架,所述直线模组上设有滑槽,所述旋转机架通过模组滑块与滑槽配合,所述固定架上设有压紧机构,所述压紧机构设置在直线模组的一侧,所述压紧机构包括沿固定架上下移动的压紧气滑台,所述压紧气滑台上设有可拆卸的压紧工装,所述压紧工装上设有发射激光线束的激光器,所述压紧工装的下端设有压紧杆,所述压紧杆为中空结构,所述压紧杆的一端贯穿旋转机架设有定位锥,所述定位锥上设有释放激光线束的开口,所述压紧杆与旋转机架之间设有旋转装置,所述旋转机架上设有旋转电机,所述旋转电机的一端通过传动机构与压紧杆连接,所述压紧杆的外侧套设有刀头座,所述刀头座上设有可拆卸的旋转刀头,所述旋转刀头设置在操作口的上方,所述旋转机架的一侧设有激光测距传感器。
5.作为改进,所述固定架的外侧设有保护壳。
6.作为改进,所述固定架上设有气缸箱,所述气缸箱内设有伸缩气缸,所述伸缩气缸的伸长端与压紧气滑台连接,所述压紧气滑台为l形结构。
7.作为改进,所述旋转刀头处设有弹簧浮动机构。
8.作为改进,所述圆切机构设置有两套,所述圆切机构沿操作口上下对称设置。
9.作为改进,所述传动机构包括设置在旋转电机输出端的主动轮,所述压紧杆的外侧设有从动轮,所述主动轮与从动轮通过皮带进行动力输送。
10.作为改进,所述机架上铰接有方便检修的柜门。
11.作为改进,所述机架的底部设有滑动轮,所述滑动轮上设有制动机构。
12.本实用新型与现有技术相比的优点在于:圆切机构将激光线束、压紧机构与直线模组,统合在一体上,升降、旋转独立运动,设计巧妙、结构紧凑,占用了极小的空间,留下大片空间用于放置铜排,简单有效的解决切割与压紧空间不好兼容的问题;激光测距传感器
配合直线模组和升降伺服,从而控制旋转刀头上下移动,解决了工件厚度种类繁多,难以兼容的问题;上下两套圆切机构同时切割,提高工作效率;旋转刀头通过弹簧弹性浮动机构弥补了工件本身翘曲变形及厚度误差偏大的问题。
附图说明
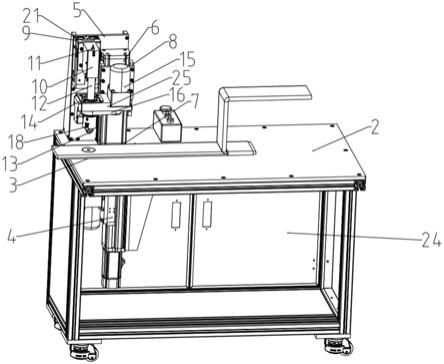
13.图1是本实用新型一种自动铜排热缩套管圆切机的结构示意图。
14.图2是本实用新型一种自动铜排热缩套管圆切机的圆切机构的结构示意图。
15.图3是本实用新型一种自动铜排热缩套管圆切机的立体图。
16.图4是本实用新型一种自动铜排热缩套管圆切机的圆切机构的立体图。
17.图5是本实用新型一种自动铜排热缩套管圆切机的压紧杆处的剖面图。
18.如图所示:1、机架,2、操作台,3、操作口,4、圆切机构,5、固定架,6、直线模组,7、升降伺服,8、模组滑块,9、压紧气滑台,10、压紧工装,11、激光器,12、压紧杆,13、定位锥,14、旋转装置,15、旋转电机,16、传动机构,17、刀头座,18、旋转刀头,19、激光测距传感器,20、保护壳,21、气缸箱,22、主动轮,23、从动轮,24、柜门,25、旋转机架。
具体实施方式
19.下面结合附图对本实用新型一种自动铜排热缩套管圆切机做进一步的详细说明。
20.结合附图,一种自动铜排热缩套管圆切机,包括机架1,所述机架1上设有操作台2,所述操作台2上设有操作口3和圆切机构4,所述圆切机构4包括固定架5,所述固定架5垂直设置在操作台2上,所述固定架5上设有伺服机构,所述伺服机构包括直线模组6和升降伺服7,所述直线模组6上设有上下移动的旋转机架25,所述直线模组6上设有滑槽,所述旋转机架25通过模组滑块8与滑槽配合,所述固定架5上设有压紧机构,所述压紧机构设置在直线模组6的一侧,所述压紧机构包括沿固定架5上下移动的压紧气滑台9,所述压紧气滑台9上设有可拆卸的压紧工装10,所述压紧工装10上设有发射激光线束的激光器11,所述压紧工装10的下端设有压紧杆12,所述压紧杆12为中空结构,所述压紧杆12的一端贯穿旋转机架25设有定位锥13,所述定位锥13上设有释放激光线束的开口,所述压紧杆12与旋转机架25之间设有旋转装置14,所述旋转机架25上设有旋转电机15,所述旋转电机15的一端通过传动机构16与压紧杆12连接,所述压紧杆12的外侧套设有刀头座17,所述刀头座17上设有可拆卸的旋转刀头18,所述旋转刀头18设置在操作口3的上方,所述旋转机架25的一侧设有激光测距传感器19。
21.所述固定架5的外侧设有保护壳20。
22.所述固定架5上设有气缸箱21,所述气缸箱21内设有伸缩气缸,所述伸缩气缸的伸长端与压紧气滑台9连接,所述压紧气滑台9为l形结构。
23.所述旋转刀头18处设有弹簧浮动机构。
24.所述圆切机构4设置有两套,所述圆切机构4沿操作口3上下对称设置。
25.所述传动机构16包括设置在旋转电机15输出端的主动轮22,所述压紧杆12的外侧设有从动轮23,所述主动轮22与从动轮23通过皮带进行动力输送。
26.所述机架1上铰接有方便检修的柜门24。
27.所述机架1的底部设有滑动轮,所述滑动轮上设有制动机构。
28.本实用新型在具体实施时,放入待切工件,激光器11发射激光线束,激光线束沿着压紧杆12穿出定位锥13,激光点指导定位并启动,压紧机构下压压紧并自动找正工件,激光测距传感器19自动判断工件厚度给出模拟量指令,根据指令,升降伺服7启动,从而控制直线模组6上的旋转机架25下落,从而带动一侧的压紧气滑台9进行移动,气缸箱21内的伸缩气缸伸长,带动旋转刀头18下降至指定位置,旋转电机15启动,通过皮带带动压紧杆12上的刀头座17旋转,圆切机构4边旋转边下降进行切割,到指定深度停止并返回。操作台2下面的圆切机构4同时向上对工件进行切割,到指定深度停止并返回,压紧机构返回,切割完成取出工件。
29.以上对本实用新型及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1