一种缓冲充气袋气阀把手的自动安装装置的制作方法
1.本实用新型涉及一种缓冲充气袋的自动化生产设备,特别涉及一种缓冲充气袋气阀把手的自动安装装置。
背景技术:
2.在物流运输过程中为了防止货物之间相互碰撞而损坏,通常会在箱体之间填充充气后的缓冲充气袋。缓冲充气袋包括袋体、安装在袋体上的充气阀以及装在充气阀上面的气阀把手。
3.传统的气阀把手都是由人工安装上去的,安装效率较低,且人力成本较高,也不符合自动化生产车间的理念。
4.基于上述原因,实用新型人在研发缓冲充气袋自动化生产设备的时候,还需研发一套气阀把手的自动安装装置,以进一步提高缓冲充气袋的生产效率。
技术实现要素:
5.本实用新型的目的是:提出一种缓冲充气袋气阀把手的自动安装装置,其能够将气阀把手准确而可靠的安装到气阀上面,从而大大提高缓冲充气袋的生产效率。
6.本实用新型解决其技术问题所采用的技术方案是:
7.一种缓冲充气袋气阀把手的自动安装装置,包括把手储料机构、把手传送机构和把手安装机构;所述把手储料机构包括储料腔、底板和把手分离推手;所述把手传送机构包括第一传送槽、第二传送槽、第一把手推杆和第二把手推杆;所述把手安装机构包括固定架、载物夹槽、槽板驱动器和压合器;所述储料腔置于所述底板上,且在所述储料腔的侧壁底部设有分离窗,所述把手分离推手固定在所述固定架上,并对准位于所述分离窗最底部的气阀把手;所述第一传送槽的位于所述底板的下方,所述第一把手推杆安装于所述第一传送槽的前端;所述第二传送槽衔接于所述第一传送槽的末端下方,且与所述第一传送槽的传送方向相垂直,所述第二把手推杆安装在所述第二传送槽的前端;所述第二传送槽的末端与所述载物夹槽的前端相对接;所述载物夹槽由第一槽板和第二槽板拼合而成,所述槽板驱动器包括两个,且分别与所述第一槽板和第二槽板的槽沿顶部连接,同步驱动所述第一槽板和第二槽板的合并与分离;两个所述槽板驱动器分别安装在所述固定架的左右两侧;所述压合器置于所述载物夹槽的上方,并固定在所述固定架上。
8.进一步优选技术方案,储料腔为一垂直设置的柱形腔,其腔体横切面的形状与气阀把手的外轮廓形状相一致,且在所述储料腔的顶部设有进料口,所述底板上设有与气阀把手外轮廓形状相一致的出料口,且所述出料口与所述储料腔的腔壁底部开口错位设置。
9.进一步优选技术方案,所述把手储料机构还包括一储料腔切换机构,所述储料腔切换机构包括底座、滑轨、滑轨座和切换气缸推手;所述滑轨固定在所述底座的后端,所述滑轨安装在所述滑轨座上,所述滑轨座固定在所述固定架上,所述切换气缸推手的伸缩臂与所述底座的一侧固定连接。
10.进一步优选技术方案,所述底座上并列设有两个储料腔位,且所述储料腔位的中部设有与所述出料口对应的矩形开口;每个所述储料腔位的两侧都设有储料腔体安装槽,所述储料腔通过所述底板插入所述储料腔安装槽内固定。
11.进一步优选技术方案,所述第一传送槽的宽度与气阀把手的宽度相一致,所述第二传送槽的宽度与气阀把手的长度相一致。
12.进一步优选技术方案,所述第一槽板和第二槽板的纵切面都呈凹字形。
13.进一步优选技术方案,所述槽板驱动器包括驱动气缸和驱动滑槽;所述第一槽板和第二槽板的两侧槽沿都插入在所述驱动滑槽内,且所述第一槽板的一侧槽沿顶部与一个槽板驱动器连接,所述第二槽板的一侧槽沿顶部与另一个槽板驱动器连接。
14.进一步优选技术方案,所述第一槽板和第二槽板的上设有相互对称的下料缺口,所述下料缺口的形状与气阀把手的半边轮廓形状相一致。
15.进一步优选技术方案,所述压合器包括固定支板、压合气缸和压盖;所述压合气缸通过所述固定支板固定在所述固定架上,所述压盖安装在所述压合气缸的伸缩臂底部。
16.进一步优选技术方案,所述储料腔的两侧面对称设置有观察窗,便于观察储料腔内气阀把手剩余数量,及时补充气阀把手。
17.本实用新型的有益效果是:本实用新型能够与缓冲充气袋自动化生产设备相匹配,在缓冲充气袋完成制作后,将定制的气阀把手安装至气阀阀口上。本装置在使用过程中安装快速而稳定,相比人工安装,大大提高了生产效率,也省了人力成本。此外,本方案通过滑轨切换把手储料机构完美解决了快速换料的问题。在气阀把手压合过程中,本方案定位精准,安装把手时快速而稳定,在快速的自动化生产过程中不易发生问题。
附图说明
18.图1是把手储料机构的结构示意图。
19.图2是储料腔与出料口的错位结构示意图。
20.图3是储料腔切换机构的结构示意图。
21.图4是带储料腔切换机构的把手储料机构结构示意图。
22.图5是把手传送机构的结构示意图。
23.图6是把手安装机构的结构示意图。
24.图7是载物夹槽的结构示意图。
25.图8是槽板驱动器的结构示意图。
26.图9是压合器的结构示意图。
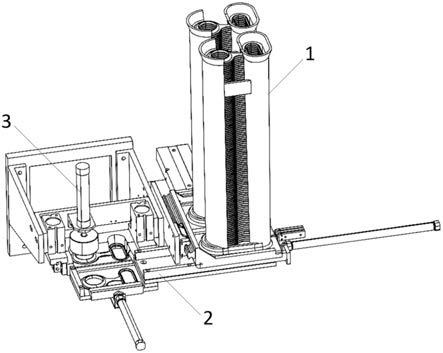
27.图10是本实用新型的整体结构示意图。
28.图中:1
‑
把手储料机构、2
‑
把手传送机构、3
‑
把手安装机构;
29.11
‑
储料腔、12
‑
底板、13
‑
把手分离推手、14
‑
储料腔切换机构;21
‑
第一传送槽、22
‑
第二传送槽、23
‑
第一把手推杆、24
‑
第二把手推杆、31
‑
固定架、32
‑
载物夹槽、33
‑
槽板驱动器、34
‑
压合器;
30.111
‑
进料口、112
‑
分离窗、113
‑
观察窗、121
‑
出料口;141
‑
底座、142
‑
滑轨、143
‑
滑轨座、144
‑
切换气缸推手、1411
‑
矩形开口、1412
‑
储料腔体安装槽、321
‑
第一槽板、322
‑
第二槽板、323
‑
下料缺口、331
‑
驱动气缸、332
‑
驱动滑槽、341
‑
压合气缸、342
‑
压盖、343
‑
固定支
架。
具体实施方式
31.以下结合附图,详细讲解本实用新型的具体实施方案。
32.本实用新型公开的一种缓冲充气袋气阀把手的自动安装装置,主要可分为三部分,分别为:把手储料机构1、把手传送机构2和把手安装机构3。
33.其中,把手储料机构1的具体结构如图1所示:包括:储料腔11、底板12和把手分离推手13。储料腔11为一垂直设置的柱形腔,其腔体横切面的形状与气阀把手的外轮廓形状相一致。在储料腔11的顶端设有进料口111,其底端与底板12固定在一起。
34.此外,如图2所示,在底板12上也设有与气阀把手外轮廓形状相一致的出料口121,且该出料口与储料腔11的底端开口错位设置,这样位于储料腔11最底部的气阀把手会掉落在底板12上,而不会从底板上的出料口掉落。
35.在储料腔11的腔壁上设有观察窗113和分离窗112,其中分离窗112位于腔壁的最底部,而把手分离推手13的伸缩推手正对位于储料腔11最底部的气阀把手。当把手分离推手13推动储料腔最底部的气阀把手时,最底部的气阀把手恰好掉落至位于底板上的出料口121内,进而完成气阀把手的分离出料。
36.此外,由于单个储料腔存储的气阀把手数量有限,快速安装过程中极容易用完,为了不影响气阀把手的安装效率,实用新型人还为把手储料机构1设计了一个储料腔切换机构14。
37.储料腔切换机构14的具体结构如图3所示,储料腔切换机构14包括底座141、滑轨142、滑轨座143和切换气缸推手144。滑轨142固定在底座141的后端,滑轨142安装在滑轨座143上,滑轨座143固定在固定架31(见图6)上,切换气缸推手144的伸缩臂与底座141的一侧固定连接,从而能够控制底座在滑轨座143上面滑动,将储料腔11推送至上料位。
38.如图4所示,在本实施例中,底座141上并列设有两个储料腔位;每个储料腔位的中部设有与出料口对应的矩形开口1411;每个储料腔位的两侧都设有储料腔体安装槽1412,储料腔11通过底板12插入储料腔安装槽1412内固定。
39.其中,把手传送机构2的具体结构如图5所示,包括第一传送槽21、第二传送槽22、第一把手推杆23和第二把手推杆24。第一传送槽21的位于底板的出料口121正下方,第一把手推杆23安装于第一传送槽21的前端;第二传送槽22衔接于第一传送槽21的末端下方,且与第一传送槽21的传送方向相垂直,第二把手推杆24安装在第二传送槽22的前端。
40.其中,第一传送槽21的宽度与气阀把手的宽度相一致,第二传送槽22的宽度与气阀把手的长度相一致。
41.把手安装机构3的具体结构如图6所示,包括固定架31、载物夹槽32、槽板驱动器33和压合器34。
42.其中,载物夹槽32的具体结构如图7所示,载物夹槽32与第二传送槽22的末端与相对接(如图10);该载物夹槽32由第一槽板321和第二槽板322拼合而成,所述槽板驱动器33包括两个,且分别与第一槽板321和第二槽板322的槽沿顶部连接,同步驱动第一槽板321和第二槽板322的合并与分离;
43.如图6所示,两个槽板驱动器33分别安装在固定架31的左右两侧;压合器34置于载
物夹槽32的上方,并安装在固定架31上。
44.槽板驱动器33的结构如图8所示,包括驱动气缸331和驱动滑槽332;第一槽板321和第二槽板322的两侧槽沿都插入在驱动滑槽332内,且第一槽板321的一侧槽沿顶部与一个槽板驱动器33连接,第二槽板322的一侧槽沿顶部与另一个槽板驱动器33连接。第一槽板321和第二槽板322的上设有相互对称的下料缺口323,下料缺口323的形状与气阀把手的半边轮廓形状相一致。
45.压合器34的具体结构如图9所示,包括固定支板343、压合气缸341和压盖342;压合气缸341通过固定支板343固定在固定架31上,压盖342安装在压合气缸341的伸缩臂底部。
46.结合本实用新型的整体结构,如图10所示,讲解本实用新型的具体工作原理如下:
47.首先将本实用新型的固定架31固定在缓冲充气袋自动化生产设备的相应位置上,然后在两个储料腔11内装满气阀把手。启动自动化生产设备后,把手分离推手13首先会将储料腔11最底部的一个气阀把手推送至出料口,进而掉入第一传送槽21内,位于第一传送槽21前端的第一把手推杆23将气阀把手推送至第二传送槽22内,然后第二把手推杆24再将气阀把手推送至载物夹槽32内,当制好的缓冲充气袋传送至载物夹槽32下方后,槽板驱动器33驱动第一槽板321和第二槽板322分离,气阀把手掉落至气阀上,同时压合器34下压,通过压盖342将气阀把手压在气阀上,从而完成气阀把手的自动安装过程。当一个储料腔11内的气阀把手用完时,通过切换气缸推手144推动底座141滑动,将另一个储料腔11推送至出料位,然后继续后续安装步骤。
48.以上显示和描述了本方案的基本原理和主要特征和本方案的优点。本行业的技术人员应该了解,本方案不受上述实施例的限制,上述实施例和说明书中描述的只是说明本方案的原理,在不脱离本方案精神和范围的前提下,本方案还会有各种变化和改进,这些变化和改进都落入要求保护的本方案范围内。本方案要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1