一种高效偏置数控车齿机的制作方法
1.本发明属于机械加工设备技术领域,具体涉及一种高效偏置数控车齿机。
背景技术:
2.车齿机是齿轮加工机床中应用最新颖的一种机床,在车齿机上可加工直齿、斜齿等。现有的车齿机已经被国外广泛应用于汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机航天器等各种机械制造业中,但随着我国经济的迅速发展,对于车齿机的作业效率和稳定性的多元性有了一定的要求,现有的数控车齿机主要加工内齿,存在着加工范围小、产品单一、主轴偏移、装卸料费时等不足。
3.传统的插齿机加工时,通常在切屑加工区设置皮老虎防护板,避免飞溅的铁屑造成安全隐患。但是皮老虎防护板体积大,使用不便,寿命短;液压油箱外置于床身,使得液压系统比较复杂;影响插齿机的加工效率和加工精度。
技术实现要素:
4.为解决上述问题,本发明公开了一种高效偏置数控车齿机,结构合理、易于操作、排屑速度快、寿命长、加工跨度大、加工效率高。
5.为达到上述目的,本发明的技术方案如下:
6.一种高效偏置数控车齿机,包括床身、大立柱、刀库和工作台,所述大立柱和工作台皆位于床身上,大立柱和工作台相对设置,所述大立柱前端设有旋转的刀架滑板,所述刀架滑板上滑动设置有刀架,所述刀库设置在床身一侧,所述床身内设置有漏斗状排屑槽,漏斗状排屑槽的下方设置排屑空间。
7.本发明所述的刀架能够实现偏置加工,该刀架上刀具的切屑中心与刀架滑板旋转中心无需在同一条线上(也就是说,刀具可以不从y原点或者x原点开始加工,可以从齿圈内壁任一点往下切削,另外刀具可以倾斜向下切削,可以加工锥度齿和鼓形齿);在加工前,将加工所用的刀具、刀排安装好后,首件可以人工对刀对出中心位置,通过a轴与y轴的动作,将刀具置于正确的加工位置,后续机床自身带有对刀检测和工件对齿检测,可自动计算加工,其中工件对齿检测是在工作台上设有工件位置检测探头,如果因为检测等原因将工件拆下后又重新装上去,可能与原先的位置有偏差,所述工件位置检测探头会将现有工件的位置输入进机床面板,系统根据实际数据对位置坐标进行补偿,对刀检测是指在刀架上设有刀具检测探头,检测刀具准确与否以及刀具高度,系统根据刀具高度对位置坐标进行补偿。
8.作为本发明的一种改进,所述刀库上设有八把hsk125模块式刀排,刀排底部滑板连接油缸一,刀排底部滑板的前后设有到位感应与限位感应开关,刀库拨爪连接电机,刀排下方设有底部油缸。
9.作为本发明的一种改进,所述刀架滑板上有六个油缸二,所述油缸二的拉杆前端设置在刀架后端的t型槽内。
10.本发明所述刀架滑板作为a轴旋转的载体,当六个油缸二在旋转至设定角度后,油缸二启动拉动油缸拉杆,将刀架与大立柱固定至所设角度;在刀具切屑时,保持稳定性。
11.作为本发明的一种改进,所述工作台设有回转架,所述回转架上设有2个以上的加工位。
12.作为本发明的一种改进,所述排屑空间内设置有螺旋排屑装置。
13.作为本发明的一种改进,所述工作台上设有吸雾装置。
14.本发明的有益效果是:
15.(1)本发明所述的刀架能够实现偏置加工,刀架部分刀具刀尖切削中心与刀架滑板旋转中心不位于一条直线上;而是通过a轴旋转与y轴移动补偿到正确位置;此设计可以加大加工范围,使加工范围不受旋转中心高度影响;
16.(2)本发明在工作台上设有工件位置检测探头,在刀架上设有刀具检测探头,机床自身会对刀检测和工件对齿检测,可自动计算加工;
17.(3)本发明增加了刀库部件,实现系统上的自动换刀功能;由电机直驱,精准定位刀号,有效防止错误操作;
18.(4)本发明在刀架旋转到位后,除了电机本身的刹车外,还有油缸进行辅助拉紧,使加工过程中,刀架与大立柱固定,提高加工稳定性,提高了加工精度;
19.(5)工作台设有回转架,所述回转架上设有2个以上的加工位,可以在机床加工的时候对其他工位的齿圈进行装卸,保证机床最大限度的运行,提高工作效率;
20.(6)废屑由排屑口排入排屑空间内,排屑空间将床身内部油冷作用的油利用起来,将铁屑冲至螺旋排屑装置;排屑速度快,排屑效果好;然后由液压站分离油屑,油过滤后进入循环使用,铁屑排到铁屑小车内。这种排屑方式省去了另外的排屑机,直接将床身内油利用起来,不影响加工效率的同时,还提高了经济性;
21.(7)结构紧凑,加工稳定,效率快,安全性能好;
22.(8)增加了吸雾装置,保证合理加工温度。
附图说明
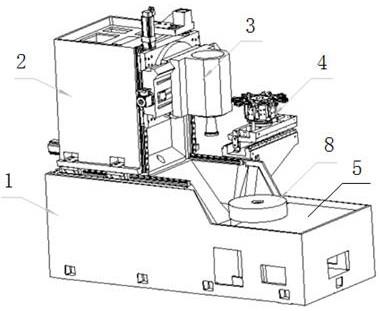
23.图1是本发明的结构示意图;
24.图2是本发明中刀库的轴侧图;
25.图3是本发明中床身的俯视图;
26.图4是本发明中偏置刀架的示意图;
27.图5是本发明中油缸的工作状态图。
28.图6为本发明中工件位置的工作状态图。
29.附图标记列表:
30.1、床身;2、大立柱;3、刀架;3.1刀架壳体;3.2刀具;3.3刀架滑板;4、刀库;4.1、油缸一;4.2、刀库拨爪;4.3、顶出气缸;5、工作台;6、排屑口;7、油缸二;7.1、油缸拉杆;7.2、油缸缸体;7.3、油缸活塞;7.4、弹簧,8工件;9旋转盘;10、排屑空间;11回转架,12原来下刀位置,13现在下刀位置。
具体实施方式
31.下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
32.如图所示,本发明所述的一种高效偏置数控车齿机,包括床身1、大立柱2、刀架3、刀库4和工作台5;所述大立柱2、刀架3、刀库4和工作台5皆位于床身上,大立柱2和工作台5相对设置,工作台5位于大立柱2右侧(操作者站在刀库4对面工作,大立柱2左右移动称为x轴移动,刀架3沿刀架滑板3.3前后移动称为y轴移动,同时刀架3是可旋转的)。刀库4位于大立柱2和工作台5之间,刀库4在床身1的侧面,所述大立柱2上滑动设置有刀架3;刀架3与大立柱2之间靠油缸二7加工过程中固定。所述床身1内设置有漏斗状排屑口6,所述漏斗状排屑口6位于工作台5的下方,油通过a、b、c三个方向将废屑冲入排屑口6,如图3所示,废屑由排屑口6的倾斜位置自然落入排屑空间10,排屑空间将床身内部油冷作用的油利用起来,将铁屑冲至螺旋排屑装置;排屑速度快,排屑效果好;然后由液压站分离油屑,油过滤后进入循环使用,铁屑排到铁屑小车内。这种排屑方式省去了另外的排屑机,直接将床身内油利用起来,不影响加工效率的同时,还提高了经济性。
33.本发明所述刀架3能够实现偏置加工,如图4所示,该刀架刀具3.2切屑中心与刀架滑板3.3旋转中心无需在同一条线上(刀架滑板3.3是通过后端的旋转盘9进行旋转的,简称a轴,如图4所示)。在加工前,将加工所用的刀具3.2、刀排安装好,通过a轴与y轴的动作,将刀具3.2置于正确的加工位置(不一定从原点12开始加工,可以错开位置加工,也可以刀具倾斜往下)。此设计可以加大加工范围,使加工范围不受旋转中心高度影响。
34.本发明在工作台上设有工件位置检测探头,如果因为检测等原因将工件拆下后又重新装上去,可能与原先的位置有偏差,所述工件位置检测探头会将现有工件的位置输入进机床面板,系统根据实际数据对位置坐标进行补偿,本发明在刀架上设有刀具检测探头,检测刀具准确与否以及刀具高度,系统根据刀具高度对位置坐标进行补偿。
35.如图2所示,所述刀库4可以储存八把hsk125模块式刀排。刀排底部滑板由油缸一4.1推动,前后设有到位感应与限位开关;刀库拨爪4.2由电机直驱,系统精确定位八个刀位;配合底部油缸一4.1,准确且精准的送至刀架3下方;再由顶出气缸4.3,将刀库拨爪4.2顶起,实现自动化换刀,此设计能够提高效率,实现加工方式的多样。
36.本发明所述刀架滑板3.3作为a轴旋转的载体,有六个油缸二7在旋转至设定角度后,油缸缸体7.2内冲油,油缸活塞7.3滑动,拉动油缸拉杆7.1,将刀架3与大立柱2固定至所设角度;在刀具切屑时,保持稳定性(旋转盘9后端也有4个油缸固定)。
37.本发明可以在工作台设有回转架11,所述回转架上设有对称的加工位,加工位上固定齿圈,可以在机床加工其中一个齿圈的时候对其他工位的齿圈进行装卸,保证机床最大限度的运行,提高工作效率。
38.本发明还包括液压系统,所述液压系统包括设置在床身内的电动液压泵以及油槽,油槽设置在床身底部,所述油槽通过油管与液压泵连接,电动机与液压电连接,并能够为机械手提供充足的运动空间,为实现加工自动化做好了铺垫。
39.本发明还包括吸雾装置,吸雾装置可有效改善加工过程中周围环境的温度,提高
齿轮的加工质量。
40.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1